Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal
Spritzgießfehler bei Styrolcopolymeren - BASF Packaging Portal

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Spritzgieß fehler <strong>bei</strong><br />
<strong>Styrolcopolymeren</strong> und<br />
ihre Vermeidung<br />
<strong>BASF</strong> Plastics<br />
key to your success
4<br />
8<br />
10<br />
12<br />
14<br />
16<br />
18<br />
20<br />
22<br />
24<br />
26<br />
28<br />
30<br />
32<br />
34<br />
I. <strong>Spritzgießfehler</strong><br />
1. Schlieren<br />
1.1 Feuchtigkeitsschlieren<br />
1.2 Verbrennungsschlieren<br />
1.3 Dunkelschlieren durch eingezogene Luft<br />
1.4 Farbschlieren<br />
2. Abblätterung, Delaminierung<br />
3. Bindenaht<br />
4. Lufteinschlüsse (Blasenbildung)<br />
5. Einfallstellen<br />
6. Lunker<br />
7. Glanzstellen bzw. Glanzunterschiede/Mattstellen<br />
8. Mikrorisse, Crazes, Weißbruch<br />
9. Dieseleffekt<br />
10. Deformation <strong>bei</strong>m Entformen<br />
11. Schubmarkierungen („Tiger-Lines“)<br />
12. Schallplatteneffekt<br />
13. Unvollständig gefüllte Form<br />
14. Grat- bzw. Schwimmhautbildung<br />
15. Freier Massestrahl (Freistrahl)<br />
16. Kalter Pfropfen<br />
17. Verzug<br />
II. Überblick: Beeinflussung von <strong>Spritzgießfehler</strong>n<br />
durch Änderung der Verar<strong>bei</strong>tungsparameter<br />
2
Einleitung<br />
Die im Spritzgießverfahren hergestellten<br />
Kunststofformteile sind in der Regel langlebige<br />
Gebrauchsgüter, deren Tauglichkeit für den jeweiligen<br />
Einsatz neben den Fertigteileigenschaften in starkem<br />
Maße auch von der Oberflächenqualität abhängt. Das<br />
komplexe Zusammenspiel zwischen Formteil- und<br />
Werkzeugkonstruktuktion, Verar<strong>bei</strong>tungsbedingungen<br />
des Rohstoffs und den Parametern des Verar<strong>bei</strong>tungsprozesses<br />
erfordert für optimale Ergebnisse viel<br />
Erfahrung, vor allem, wenn es um die kurzfristige<br />
Beseitigung von Verar<strong>bei</strong>tungsfehlern geht. Anhand<br />
des spezifischen Einzelfalls muß entschieden werden,<br />
ob eine einfache und schnelle Fehlerbeseitigung (wie<br />
z. B. durch Veränderung der Verar<strong>bei</strong>tungsparameter)<br />
möglich ist, oder ob ein Eingriff in die Teilekonstruktion<br />
bzw. Werkzeug- und Angußgestaltung erforderlich<br />
ist.<br />
Im Anschluß sind die <strong>bei</strong> den <strong>Styrolcopolymeren</strong> am<br />
häufigsten aufgetretenen Oberflächenfehler erfaßt,<br />
beschrieben und Empfehlungen zur Behebung aufgezeigt.<br />
3
I. <strong>Spritzgießfehler</strong><br />
1. Schlieren<br />
1.1 Feuchtigkeitsschlieren<br />
Aussehen Ursache Behebung<br />
meist längliche, silbrige Oberflächenschlieren,<br />
die gegen die<br />
Fließrichtung U-förmig offen sind<br />
(der ausgespritzte Masse-<br />
kuchen ist aufgeschäumt, blasig).<br />
1.2 Verbrennungsschlieren<br />
Aussehen Ursache Behebung<br />
silbrige bzw. dunkle Oberflächenschlieren<br />
bis – im<br />
Ausnahmefall – schwarze<br />
Verfärbungen.<br />
zu hohe Restfeuchtegehalte; <strong>bei</strong>m Aufschmelzen entsteht<br />
Wasserdampf, was zum Aufreißen der Formteiloberfläche<br />
führt.<br />
1. Schädigung der Kunststoffschmelze durch zu hohe<br />
Temperaturen bzw. durch zu lange Verweilzeiten auf-<br />
grund freiwerdender gasförmiger Zersetzungsprodukte.<br />
2. Hohe Schererwärmung durch zu kleine<br />
Angußquerschnitte oder durch scharfkantige<br />
Umlenkungen im Werkzeug.<br />
ausreichend auf < 0,1 % Restfeuchte vorgetrocknetes<br />
Material verwenden.<br />
1. Reduktion von Massetemperatur, Schneckendrehzahl<br />
und Verweilzeit (ggf. kleinere Plastifiziereinheit verwen-<br />
den).<br />
2. Vermeidung von zu klein dimensionierten Anschnitten<br />
und scharfkantigen Umlenkungen<br />
(Scherstellen) im Werkzeug.<br />
4
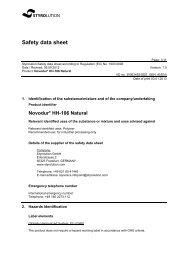
1.1 Feuchtigkeitsschlieren 1.2 Verbrennungsschlieren<br />
Abb. 1.1.1:<br />
Schlieren durch<br />
einen zu hohen<br />
Restfeuchtegehalt<br />
des Granulats<br />
Abb. 1.1.2:<br />
Schnitt durch eine aufgerissene<br />
Schliere,<br />
Durchlicht, Vergr. 80:1<br />
Abb. 1.2.1:<br />
Silbrige<br />
Oberflächenschlieren<br />
Anguß<br />
Abb. 1.2.2:<br />
Schwarze<br />
Verfärbungen an<br />
einem transparenten<br />
Teil<br />
5
1.3 Dunkelschlieren<br />
Aussehen Ursache Behebung<br />
Dunkle bis schwarze Schlieren 1. Verar<strong>bei</strong>tung mit einer im Einzugsbereich zu tief<br />
geschnittenen Schnecke (Lufteinzug).<br />
1.4 Farbschlieren<br />
2. “Tote Ecken” in Plastifiziereinheit bzw. Heißkanalsystem.<br />
3. Defekte Rückströmsperre.<br />
Aussehen Ursache Behebung<br />
Farbunterschiede inhomogene Farbmittelverteilung; Farbagglomerate;<br />
ungeeignetes Farbbatch; Orientierung der meist anorganischen<br />
Farbpigmente durch Strömungsvorgänge; thermische<br />
Pigmentschädigung.<br />
Die Ursache für die Entstehung von Schlieren ist in<br />
vielen Fällen erst nach aufwendigen Untersuchungen<br />
zu ermitteln, zumal das Erscheinungsbild von<br />
Verbrennungs- und Feuchtigkeitsschlieren ähnlich ist.<br />
Für eine Beseitigung des Problems sind umfassende<br />
Kenntnisse über den Kunststoff, die Werkzeugkonstruktion<br />
und die Verar<strong>bei</strong>tung unabdingbar. Bevor<br />
kosten- und zeitintensive Untersuchungen eingeleitet<br />
werden, sollten folgende Punkte in nachfolgender<br />
Reihenfolge überprüft und gegebenenfalls optimiert<br />
werden:<br />
Massetemperatur<br />
Einspritzgeschwindigkeit<br />
Verweilzeit im Zylinder<br />
Staudruck<br />
Granulatfeuchte<br />
Werkzeugentlüftung<br />
Plastifiziereinheit reinigen<br />
1. Temperatur im Einzugsbereich anheben um früher auf-<br />
zuschmelzen; Staudruck erhöhen; geeignetere<br />
Schnecken einsetzen.<br />
2. Plastifizier- und Heißkanalsystem auf strömungs-<br />
ungünstige Zonen hin überprüfen und ggf. beheben.<br />
3. Defekte Rückströmsperre auswechseln.<br />
Einsatz von geeigneten Farbmitteln und -batches; auf gute<br />
Homogenisierung und Dispergierung achten; thermische<br />
Überbeanspruchung vermeiden.<br />
6
1.3 Dunkelschlieren<br />
Abb. 1.3.1: Dunkelschlieren, verursacht durch abgelagertes thermisch geschädigtes<br />
Material aus dem Heißkanal<br />
Abb. 1.4.1: Farbschlieren (inhomogene Farbmittelverteilung)<br />
1.4 Farbschlieren<br />
Abb. 1.4.2: Farbschlieren durch abgelagertes Material aus strömungsungünstigen<br />
Zonen eines Heißkanalsystems<br />
Abb. 1.4.3: Farbschlieren im Durchlicht, Vergr. 7:1<br />
7
2. Abblätterung/Delaminierung<br />
Aussehen Ursache Behebung<br />
Abgelöste schieferartige<br />
Oberflächenschichten, z.B.<br />
durch Gitterschnitt; meist nicht<br />
ohne weiteres zu erkennen, da<br />
die Oberfläche einwandfrei ist;<br />
oft läßt sich eine „Haut“ ab-<br />
ziehen, wenn mit einem Messer<br />
die Oberfläche angeritzt wird.<br />
Das Formteil schlägt Blasen<br />
nach Wärmelagerung.<br />
3. Bindenaht<br />
Aussehen Ursache Behebung<br />
Kerbe, Haarlinie.<br />
Veränderung des Far<strong>bei</strong>ndrucks;<br />
insbesondere <strong>bei</strong>m Einsatz<br />
anorganischer Effektpigmente<br />
erscheint die Bindenaht als dun-<br />
kle Linie; auffällig <strong>bei</strong> dunklen,<br />
brillanten oder transparenten<br />
Formteilen mit glatten, hochglanzpolierten<br />
Oberflächen.<br />
1. Hohe Schubspannungen führen zu einer<br />
Schichtenbildung; auch <strong>bei</strong> verträglichen<br />
mehrphasigen Systemen.<br />
2. Verunreinigung mit einem unverträglichen<br />
Thermoplasten oder Masterbatch.<br />
Auftreten <strong>bei</strong> Mehrphasensystemen wie z. B. ABS, ASA.<br />
Fließfronten mit bereits erkalteter Randschicht treffen<br />
aufeinander und lassen keine markierungsfreie<br />
Verschweißung mehr zu.<br />
Vorzugsweise Effektpigmente und z. B. Glasfasern aus<br />
verstärkten Produkten richten sich im Bindenahtbereich<br />
auf (optische und meist auch eine mechanische<br />
Beeinträchtigung).<br />
1. Massetemperatur erhöhen und<br />
Einspritzgeschwindigkeit reduzieren.<br />
2. Verunreinigung durch Fremdmaterial oder durch<br />
ungeeignetes Masterbatch vermeiden.<br />
Sofern möglich Bindenähte dahin legen, wo sie optisch<br />
nicht stören (Fließhilfen, Fließbremsen); werkzeugtechnische<br />
Überprüfung: gegebenenfalls Angußkanal,<br />
Anschnitt und Maschinendüse vergrößern; Vermeidung<br />
von Wanddickensprüngen und ungleichmäßige<br />
Formfüllung; wirksame Werkgzeugentlüftung vorsehen.<br />
Verar<strong>bei</strong>tung: Optimierung von Massetemperatur, Werkzeugoberflächentemperatur<br />
und Einspritzgeschwindigkeit;<br />
neue Farbrezeptformulierung (organische bzw.<br />
anorganische Pigmente, höhere Pigmentierung).<br />
8
2. Abblätterung/Delaminierung<br />
Abb. 2.1: Abblätterung, Delaminierung<br />
durch Fremdmaterial im Granulat<br />
verursacht<br />
1,5 mm<br />
Abb. 2.2: Teilquerschnitt aus<br />
Abb. 2.1: (Probendicke 1,5 mm)<br />
Abb. 2.3: Position 1<br />
Abb. 2.4: Position 2<br />
Position 1<br />
Position 2<br />
3. Bindenaht<br />
Abb. 3.1: Bindenahtkerbe<br />
Auflicht, Vergr. 11:1<br />
Abb. 3.3: Bindenaht<br />
(Metalleffekteinfärbung)<br />
Abb. 3.2: Bindenahtkerbe –<br />
Durchlicht – pol., Vergr. 560:1<br />
Abb. 3.4: Farbmarkierung<br />
in der Bindennaht, Auflicht-<br />
Dunkelfeld, Vergr. 52:1<br />
9
4. Lufteinschlüsse (Blasenbildung)<br />
Aussehen Ursache Behebung<br />
Die <strong>bei</strong>m Einspritzen von der<br />
Schmelze eingeschlossene Luft<br />
ist als Hohlraum (Luftblase) im<br />
Formteil sichtbar.<br />
5. Einfallstellen<br />
Aussehen Ursache Behebung<br />
Vertiefungen an der Formteiloberfläche.<br />
1. Schneckendekompression zu groß oder zu schnell.<br />
2. Während der Formfüllung wird Luft aufgrund einer un-<br />
günstigen Formteilgestalt eingeschlossen und kann <strong>bei</strong><br />
Einlagerung im oberflächennahen Randbereich zu<br />
Blasen führen.<br />
Einfallstellen entstehen im Bereich von Material-<br />
anhäufungen immer dann, wenn die während der<br />
Abkühlphase entstehende Volumenkontraktion nicht<br />
genügend durch Nachdruck ausgeglichen werden kann.<br />
1. Weg für Schneckendekompression verkürzen bzw. mit<br />
reduzierter Geschwindigkeit dekomprimieren.<br />
2. Formteilgeometrie sofern nötig mit Unterstützung<br />
einer Moldflowberechnung optimieren.<br />
Große Wanddickenunterschiede und Materialanhäufungen<br />
vermeiden (z. B.Verrippungen mit großen Radien,<br />
Befestigungsdome etc.); vorteilhaft ist eine Rippendicke<br />
von 0,5–0,7 der Grundwanddicke.<br />
Auf richtige Temperierung achten; Nachdruckhöhe, -zeit<br />
und Massepolster ausreichend bemessen.<br />
Möglichst an der größten Wanddicke anspritzen; Anguß-<br />
und Anschnittquerschnitt material- und formteilgerecht<br />
auslegen.<br />
Bei dickwandigen Teilen im kalten Wasser abkühlen<br />
(einfrieren der Randschicht) um die Kühlzeit zu verkürzen.<br />
10
4. Lufteinschlüsse (Blasenbildung)<br />
(Vorderansicht und Schnitt)<br />
Luftblase<br />
Abb. 4.1:<br />
Lufteinschluß<br />
Abb. 4.2:<br />
Aufgeschnittene<br />
Luftblase<br />
5. Einfallstellen<br />
(Vorderansicht und Rückseite)<br />
Einfallstellen<br />
Massenanhäufung<br />
Abb. 5.1:<br />
Einfall auf<br />
Sichtseite<br />
(Grund: Masseanhäufung<br />
gemäß Bild 5.2)<br />
Abb. 5.2:<br />
Masseanhäufung<br />
(vermeidbar<br />
durch geeignete<br />
Aussparung)<br />
11
6. Lunker<br />
Aussehen Ursache Behebung<br />
Von außen bis auf transparente<br />
Werkstoffe meistens nicht<br />
erkennbar.<br />
aufgeschnittene meist<br />
dickwandige Teile weisen<br />
Hohlräume auf.<br />
wie <strong>bei</strong> Punkt 5.<br />
Ausnahme: Die Außenhaut ist hier stark genug, um die<br />
Schwindungsspannungen aufzunehmen.<br />
Die Masse im Inneren wird nach außen<br />
(Formteiloberfläche) gezogen, so daß Vakuum-Hohlräume<br />
im noch plastischen Bereich entstehen.<br />
Dies tritt nur ein, wenn das Formteil ausreichend lang<br />
abgekühlt wird.<br />
7. Glanzstellen bzw. Glanzunterschiede/Mattstellen<br />
Aussehen Ursache Behebung<br />
Spritzteile, die generell einen<br />
zu niedrigen oder einen zu<br />
hohen Glanz aufweisen.<br />
Stellenweise uneinheitlicher<br />
Glanz- bzw. Far<strong>bei</strong>ndruck.<br />
1. Durch Masseanhäufungen wie z. B. Wanddicken -<br />
sprünge, Rippen und Befestigungsdome entstehen<br />
Einfallstellen, die <strong>bei</strong> strukturierten Oberflächen zu<br />
Glanzstellen führen.<br />
2. Matte Stellen entstehen oft an glänzenden Teilen<br />
mit komplexer Formteilgeometrie (Wanddickensprünge,<br />
Rippen, Durchbrüche) <strong>bei</strong> gleichzeitig ungünstigem<br />
Formfüllvorgang.<br />
3. An Bindenähten aufgrund von z. B. Orientierungen und<br />
veränderten Strömungsverhältnissen.<br />
4. Anguß- und Anschnittquerschnitte zu klein.<br />
5. Formwandtemperatur, Massetemperatur und Einspritz-<br />
geschwindigkeit sind ungünstig.<br />
6. Nachdruckhöhe und -zeit unzureichend bemessen.<br />
Große Wanddickenunterschiede und Materialanhäufungen<br />
vermeiden (z. B. Verrippungen mit großen Radien,<br />
Befestigungsdome etc.).<br />
Auf richtige Temperierung achten; Nachdruckhöhe, -zeit<br />
und Massepolster ausreichend bemessen.<br />
Möglichst an der größten Wanddicke anspritzen; Anguß-<br />
und Anschnittquerschnitt material- und formteilgerecht<br />
auslegen.<br />
1. Masseanhäufungen und Wanddickensprünge vermeiden;<br />
Formteil möglichst an der größten Wanddicke anbinden.<br />
2. Teil - und Werkzeugfüllung optimieren – z.B. gestuftes<br />
Einspritzprofil; polieren des Fertigteils.<br />
3. Sofern möglich, Bindenähte dahin legen, wo sie optisch<br />
nicht stören (Fließhilfen, Fließbremsen); Hinweise geben<br />
auch Moldflow-Studien.<br />
4. Anguß- und Anschnittquerschnitte ausreichend<br />
bemessen.<br />
5. Verar<strong>bei</strong>tungsparameter optimieren.<br />
6. Nachdruckhöhe und -zeit anpassen.<br />
12
6. Lunker 7. Glanzstellen bzw. Glanzunterschiede/Mattstellen<br />
(Kfz-Spiegelhalterung)<br />
Abb. 6.1: Lunker am Fließwegende eines Bechers<br />
Abb.7.1:<br />
Glanzunterschiede<br />
aufgrund<br />
guter (matt) bzw.<br />
schlechter (glänzend)Werkzeugabbildung<br />
Abb. 7.2:<br />
Hohe<br />
Abbildungsgenauigkeit<br />
–matt–<br />
REM-<br />
Aufnahme<br />
Vergr. 50:1<br />
Abb. 7.3:<br />
Hohe<br />
Abbildungsgenauigkeit<br />
–matt–<br />
REM-<br />
Aufnahme<br />
Vergr. 200:1<br />
matt<br />
glänzend<br />
Abb. 7.4:<br />
schlechte<br />
Abbildungsgenauigkeit<br />
–glänzend–<br />
REM –<br />
Aufnahme<br />
Vergr. 50:1<br />
Abb. 7.5:<br />
schlechte<br />
Abbildungsgenauigkeit<br />
–glänzend–<br />
REM –<br />
Aufnahme<br />
Vergr. 200:1<br />
13
8. Mikrorisse, Crazes, Weißbruch<br />
Aussehen Ursache Behebung<br />
Trüb milchig bis weißlich<br />
(einfallendes Licht wird diffus<br />
gestreut).<br />
Durch Überschreiten der maximal zulässigen Dehn-<br />
Streckgrenze, wie z. B. durch:<br />
1. Äußere Gewalteinwirkung,<br />
<strong>bei</strong>spielsweise durch zwangsweise Entformung von<br />
Hinterschnitten.<br />
2. Überbeanspruchung des Bauteils.<br />
3. Durch ungünstige Verar<strong>bei</strong>tungsbedingungen entstan-<br />
dene Eigenspannungen im Teil.<br />
4. Verwendung von z. B. spannungsrißauslösenden<br />
Entformungssprays.<br />
1. Die von außen auf das Formteil angreifende Kraft<br />
reduzieren, bzw.Thermoplaste mit geringerer Weiß-<br />
bruchanfälligkeit einsetzen, z. B. Terluran 877 T;<br />
Werkzeug optimieren.<br />
2. Kunststoffgerechte Bauteilkonstruktion.<br />
3. Werkzeugoberflächen- und Massetemperatur erhöhen,<br />
Nachdruck- und Kühlzeit reduzieren, Einspritzgeschwin-<br />
digkeit anpassen; spannungsarme materialgerechte<br />
Verar<strong>bei</strong>tung anstreben; nicht unter Restdruck (Über-<br />
ladung des Werkzeugs) entformen; Auswerfersysteme<br />
und Entformungsschrägen so wählen, daß eine ein-<br />
wandfreie Entformung ohne größeren Kraftaufwand<br />
sichergestellt ist; Änderung von Anguß -und An-<br />
schnittbedingungen; Änderung der Formteilgeometrie.<br />
4. Geeignete Entformungsmittel einsetzen.<br />
14
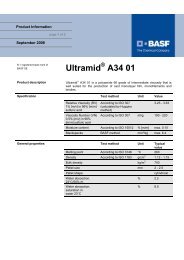
8. Mikrorisse, Crazes, Weißbruch<br />
Abb. 8.1: Mikrorisse, entstanden durch Überladung und Entformung unter<br />
Restdruck<br />
a)<br />
b)<br />
Abb. 8.2:<br />
a) Kugelschreiber mit Weißbruch im Gewindebereich<br />
(Hinterschneidung) aus Polybutadien-ABS<br />
b) Gleicher Kugelschreiber ohne Weißbruch aus Terluran 877 T<br />
a<br />
Abb. 8.3: a) Polybutadien-ABS<br />
z. B. Terluran 967 K<br />
b<br />
b) Terluran 877 T<br />
15
9. Dieseleffekt<br />
Aussehen Ursache Behebung<br />
Verbrennungen bzw.<br />
Schwarzfärbungen am<br />
Fließwegende oder an<br />
Zusammenflußstellen<br />
von Schmelzeströmen<br />
(eingeschlossenen Luft).<br />
1. Schlechte Werkzeugentlüftung an Fließwegenden<br />
oder<br />
2. Zusammenfluß mehrerer Schmelzefronten.<br />
In <strong>bei</strong>den Fällen wird die aus dem Formhohlraum zu verdrängende<br />
Luft stark komprimiert und so hoch erhitzt,<br />
daß die Kunststoffschmelze lokal verbrennt.<br />
1. Werkzeug in den kritischen Bereichen mit wirksamer<br />
Entlüftung versehen;<br />
Einspritzgeschwindigkeit, Spritzdruck und Masse-<br />
temperatur reduzieren.<br />
2. Kritische Stellen bereits in der Projektphase durch z.B.<br />
eine Moldflow-Simulation erfassen und durch Änderung<br />
der Artikelgestalt berichtigen.<br />
16
9. Dieseleffekt<br />
Abb. 9.1: Verbrennungen infolge schlechter<br />
Werkzeugentlüftung am Fließwegende<br />
Abb. 9.2:<br />
Örtliche<br />
Verbrennungen an<br />
Rippen wegen<br />
fehlender Werkzeugentlüftung<br />
Abb. 9.3: Schwarzverfärbung am Zusammenfluß zweier Schmelzefronten<br />
17
10. Deformation <strong>bei</strong>m Entformen<br />
Aussehen Ursache Behebung<br />
1. Die Oberfläche zeigt<br />
Auswerfermarkierungen<br />
(Glanzunterschiede, Weiß-<br />
bruch, Deformation).<br />
2. Teil wird beschädigt (durch-<br />
gestoßen), zerbrochen oder<br />
zusammengedrückt.<br />
1. Entformungssystem:<br />
zu wenig oder falsch plazierte Auswerferstifte bzw. zu<br />
kleine wirksame Fläche der Stifte.<br />
2. Hinterschneidungen, Kratzer oder Riefen.<br />
3. Ungünstige Geometrie des Formteils wie z. B. ein<br />
stark – bzw. unvorteilhaft verripptes Teil.<br />
4. Schwinden auf den Formkern.<br />
5. Überladung des Werkzeugs.<br />
6. Unzureichende Entformungsschrägen.<br />
7. Nicht abgestimmte Entformungsschrägen auf die<br />
Oberflächenstruktur.<br />
1. Entformungssystem optimieren.<br />
2. Werkzeug im Hinblick auf eine einwandfreie Ober-<br />
flächenbeschaffenheit überprüfen und ggf. Abhilfe<br />
schaffen.<br />
3. Formteil kunststoffgerecht auslegen.<br />
4. Kern intensiver kühlen.<br />
5. Kühlzeit erhöhen, Umschaltpunkt von Spritzdruck auf<br />
Nachdruck überprüfen (Überladung vermeiden),<br />
Nachdruck verringern.<br />
6. und 7.<br />
Entformungsschrägen vergrößern.<br />
18
10. Deformation <strong>bei</strong>m Entformen<br />
Abb. 10.1: Auswerfermarkierungen aufgrund einer zu kleinen wirksamen<br />
Fläche der Auswerferstifte<br />
Abb. 10.2: Deformiertes Teil infolge Überladung und Schwinden auf den<br />
Formkern<br />
Abb. 10.3: Entformungsbruch, zu großer Hinterschnitt verursacht den Abriß der<br />
Lasche<br />
19
11. Schubmarkierungen („Tiger-Lines“)<br />
Aussehen Ursache Behebung<br />
Vom Anguß ausgehende konzentrische<br />
Ringe gleichen<br />
Abstands, die infolge unterschiedlicherOberflächenrauhigkeit<br />
abwechselnd hell und<br />
dunkel in Erscheinung treten.<br />
Thermoplastische Mehrphasensysteme<br />
können zu pulsierendem Schmelzefluß neigen.<br />
1. Zu kleiner Anguß- und Angußverteilerquerschnitt.<br />
2. Hohe Druckverluste in Maschinen- und Heißkanaldüse.<br />
3. Zu geringe Wanddicken.<br />
4. Unzureichende Fließfähigkeit der Formmasse.<br />
5. Nur in Einzelfällen sind ungünstige Verar<strong>bei</strong>tungs-<br />
bedingungen die Ursache.<br />
1. Vergrößerung von Anguß- und/oder Verteilerquerschnitt.<br />
2. Druckverluste in Maschinen- und Heißkanaldüse<br />
reduzieren.<br />
3. Bei flächigen dünnwandigen Formteilen führt oft eine<br />
Erhöhung der Grundwanddicke zum Erfolg.<br />
4. Leichter fließendes Material einsetzen.<br />
5. Die Verar<strong>bei</strong>tungsparameter optimieren (hohe Masse-<br />
temperatur, hohe Werkzeugoberflächentemperatur,<br />
mittlere Einspritzgeschwindigkeit, hoher<br />
Schmelzenachdruck).<br />
20
11. Schubmarkierungen („Tiger-Lines“)<br />
a)<br />
b)<br />
Abb. 11.1:<br />
a) Tiger-Lines infolge eines zu<br />
kleinen Angußquerschnittes<br />
b) Abhilfe durch Vergrößerung<br />
des Angußquerschnittes<br />
21
12. Schallplatteneffekt<br />
Aussehen Ursache Behebung<br />
Rillenförmige Oberfläche, die<br />
sich entsprechend dem Verlauf<br />
der Schmelzefront vorwiegend<br />
am Fließwegende ausbildet.<br />
Zu niedrige Masse- und Werkzeugoberflächentemperatur<br />
sowie eine zu geringe Einspritzgeschwindigkeit und ein zu<br />
klein bemessener Fließquerschnitt.<br />
Erklärung:<br />
Eine schnelle Abkühlung der wandnahen Fließfrontbereiche<br />
(erstarrte Randschicht) läßt den Fließwiderstand<br />
im Formhohlraum ansteigen und die sonst gleichmäßige<br />
quellstromartige Ausbreitung der Kunststoffschmelze zur<br />
Wand zeitweise stagnieren. Die Kunststoffschmelze hat<br />
keinen vollständigen Werkzeugwandkontakt.<br />
Massetemperatur, Werkzeugoberflächentemperatur und<br />
Schneckenvorlaufgeschwindigkeit erhöhen.<br />
Fließquerschnitte vergrößern und Formteilgestalt<br />
optimieren.<br />
Reduzierung der Fließweglängen durch zusätzliche<br />
Angußanbindungen.<br />
22
12. Schallplatteneffekt<br />
Abb. 12.1: Schallplatteneffekt infolge<br />
zu niedriger Massetemperatur und<br />
zu geringer Einspritzgeschwindigkeit<br />
23
13. Unvollständig gefüllte Form<br />
Aussehen Ursache Behebung<br />
Formteil ist unvollständig ausgespritzt.<br />
1. Zu niedrige Massetemperatur, Werkzeugoberflächen-<br />
temperatur und Einspritzgeschwindigkeit.<br />
2. Zu wenig plastifizierte Kunststoffschmelze<br />
(Dosiervolumen ist zu gering; kein Massepolster).<br />
3. Der Spritzdruck reicht nicht aus (Maschine ist zu klein).<br />
4. Mangelnde Werkzeugentlüftung.<br />
5. Unzureichende Fließfähigkeit der Kunststoffschmelze.<br />
6. Werkzeug wurde mit zu kleinen Wanddicken bzw.<br />
langen dünnwandigen Verrippungen ausgelegt.<br />
7. Ungünstige Düsenbohrung und Angußgeometrie.<br />
1. Masse -und Werkzeugoberflächentemperatur sowie die<br />
Einspritzgeschwindigkeit erhöhen.<br />
2. Dosiervolumen erhöhen, Rückströmsperre überprüfen.<br />
3. Maschinengröße an das zu fertigende Formteil anpassen.<br />
4. Werkzeugentlüftung verbessern.<br />
5. Wechsel zu einem leichtfließenden Kunststofftyp.<br />
6. Werkzeug materialgerecht auslegen bzw. modifizieren.<br />
7. Düsenbohrung, Angußkanal und Angußquerschnitt<br />
vergrößern.<br />
24
13. Unvollständig gefüllte Form<br />
Abb. 13.1: Stegprofil, nicht vollständig ausgeformt, REM, Vergr. 7:1<br />
Abb. 13.2: Ausschnitt aus Bild 13, REM, Vergr. 50:1<br />
25
14. Grat- bzw. Schwimmhautbildung<br />
Aussehen Ursache Behebung<br />
Formteile zeigen, z. B. an der<br />
Trennebene Grat- bzw.<br />
Schwimmhautbildung.<br />
1. Passungstoleranz <strong>bei</strong>der Formteilhälften sind zu groß<br />
oder die Dichtflächen sind beschädigt.<br />
2. Schließkraft der Maschine reicht nicht aus (hohe<br />
Auftriebskräfte), bzw. ist zu niedrig eingestellt.<br />
3. Zu hoher Werkzeuginnendruck.<br />
1. Werkzeug auf zulässige Passungstoleranzen bringen<br />
und vorhandene Beschädigungen in den Werkzeug-<br />
trennebenen beseitigen.<br />
2. Schließkraft höher einstellen oder auf eine größere<br />
Maschine wechseln.<br />
3. Einspritzgeschwindigkeit und Nachdruck<br />
zurücknehmen, bzw. früher von Spritz- auf Nachdruck<br />
umschalten.<br />
26
14. Grat- bzw. Schwimmhautbildung<br />
Abb. 14.1: Schwimmhautbildung infolge zu niedrig eingestellter Schließkraft der Maschine<br />
27
15. Freier Massestrahl (Freistrahl)<br />
Aussehen Ursache Behebung<br />
In der Regel schlangenförmig<br />
ausgebildeter Massestrahl, der<br />
auf der Formteiloberfläche<br />
sichtbar ist.<br />
Häufig ist der Schmelzestrang<br />
rauh, matt und zeigt Glanz-<br />
bzw. Farbunterschiede zum<br />
übrigen Formkörper.<br />
Der Massestrahl gelangt ohne Wandkontakt direkt in den<br />
freien Hohlraum (kein Quellfluß). Da sich die Außenhaut<br />
abkühlt, kommt es zu keiner homogenen Verbindung<br />
mehr mit der übrigen Schmelze; die Folge sind<br />
Bindenähte, Inhomogenitäten, Kaltverformungen und<br />
lokale Eigenspannungen.<br />
1. Durch falsche Wahl von Anschnittort und -auslegung.<br />
1. Anschnitt groß genug auslegen und so gestalten, daß<br />
der Massestrahl auf eine Werkzeugwand oder einen<br />
Prallstempel trifft (Quellfluß). Hilfreich ist das Anbringen<br />
von Radien im Anschnitt-/Formteilübergang.<br />
28
15. Freier Massestrahl (Freistrahl)<br />
Abb. 15.1: Entstehung des Freistrahls am Beispiel eines Stiftes<br />
Abb. 15.2: Freistrahl durch ungünstige Wahl von<br />
Anschnittort und -auslegung<br />
Anguß<br />
Abb. 15.3: Freistrahlbildung an transparentem flachem Teil<br />
29
16. Kalter Pfropfen<br />
Aussehen Ursache Behebung<br />
Die Oberflächenmarkierung<br />
sieht häufig wie ein Kometenschweif<br />
aus;<br />
gut sichtbar <strong>bei</strong> dünnwandigen<br />
bzw. transparenten Teilen;<br />
<strong>bei</strong> dickwandigen Teilen (nicht<br />
immer sichtbar) führt der kalte<br />
Propfen zu einer inneren<br />
Fehlstelle sowie zu einer Verringerung<br />
der mechanischen<br />
Eigenschaften.<br />
1. Wenn plastisches Material im Angußsystem oder in der<br />
Düse erkaltet und mit dem nächsten Schuß ins<br />
Werkzeug gelangt. Weil das bereits erkaltete Material<br />
nicht wieder aufgeschmolzen wird, kann der kalte<br />
Propfen auch Fließquerschnitte verschließen. Dadurch<br />
kommt es zu einer Schmelzeaufteilung, die zu Ober-<br />
flächenfehlern – vergleichbar mit Bindenahtfehlern –<br />
führt.<br />
2. Eine nicht oder falsch beheizte Maschinendüse.<br />
3. Wenn z. B. die Spitze vom Tunnelanguß abreißt und<br />
mit dem nächsten Schuß in die Formkavität gelangt<br />
(nur <strong>bei</strong> spröden Werkstoffen z. B. SAN).<br />
1. und 2.<br />
Auf richtige und ausreichend hohe Düsentemperierung<br />
achten; Düsenquerschnitt groß genug auslegen; mit<br />
zeitlich abgestimmtem ausreichend bemessenem<br />
Schneckenrückzug fahren und den Staudruck soweit<br />
reduzieren, daß ein Materialaustritt aus der<br />
Maschinendüse vermieden wird.<br />
3. Blindkanal im Angußverteiler vorsehen, der den kalten<br />
Pfropfen aufnimmt; sofern möglich sollte nicht mittels<br />
Tunnelanguß, sondern über Heißkanal angebunden<br />
werden.<br />
30
16. Kalter Pfropfen<br />
Abb. 16.1: Kalter Pfropfen mit Kometenschweif Abb. 16.2: Kalter Pfropfen im Auflicht, vergrößert<br />
31
17. Verzug<br />
Aussehen Ursache Behebung<br />
Formteil zeigt Verwerfungen<br />
oder Verwindungen<br />
(Abweichung von Sollgestalt).<br />
Bei <strong>Styrolcopolymeren</strong> aufgrund der geringen<br />
Schwindung von 0,3-0,7 % wesentlich geringer ausgeprägt<br />
als <strong>bei</strong> teilkristallinen Werkstoffen (Schwindung<br />
1-3 %); <strong>bei</strong> glasfaserverstärktem SAN, ABS, ASA und<br />
PPE-HIPS ist die Schwindung soweit reduziert, daß der<br />
Unterschied längs/quer <strong>bei</strong> ca. 0,1 % liegt. Dadurch ist<br />
praktisch kein Effekt mehr gegeben.<br />
Eine Ausnahme ist Stapron N, das aufgrund des PA6-<br />
Anteils tendenziell eine höhere Schwindung aufweist und<br />
etwas verzugsanfälliger ist.<br />
1. Ungünstige Formteilgestaltung sowie starke Wand-<br />
dickensprünge, die zu unterschiedlichen Werkzeug-<br />
innendrücken und zu einem unterschiedlichen<br />
Schwindungsverhalten führen.<br />
2. Falsche Angußlage und -auslegung.<br />
3. Durch falsch eingestellte Werkzeugtemperatur und<br />
Einspritzgeschwindigkeit sowie eine ungünstig<br />
ausgelegte Werkzeugtemperierung.<br />
1. Innere Spannungen und Orientierungen vermeiden<br />
durch die richtige Werkstoffwahl und Teilegeometrie<br />
(angleichen der Wanddicken);<br />
Formteiloptimierung mit Hilfe von Rechenprogrammen<br />
(z.B. Moldflow-Studie).<br />
2. Angußsituation überprüfen und auf das herzustellende<br />
Formteil abstimmen.<br />
3. Optimierung der Verar<strong>bei</strong>tungsbedingungen.<br />
32
17. Verzug<br />
Anguß<br />
Abb. 17.1: Verworfener Rahmen, entstanden durch ungünstige Teilegeometrie (hier: dicker Rand) <strong>bei</strong> falscher Angußsituation<br />
33
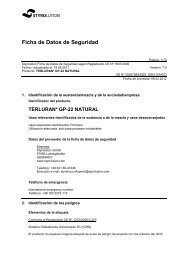
II. Überblick: Beeinflussung von <strong>Spritzgießfehler</strong>n<br />
durch Änderung der Verar<strong>bei</strong>tungsparameter<br />
Überblick über die Beseitigung von<br />
<strong>Spritzgießfehler</strong>n durch Änderung der<br />
Verar<strong>bei</strong>tungsparameter.<br />
Roter Punkt:<br />
Erhöhung des Verar<strong>bei</strong>tungsparameters ergibt<br />
Verringerung des <strong>Spritzgießfehler</strong>s.<br />
Blauer Punkt:<br />
Reduzierung des Verar<strong>bei</strong>tungsparameters<br />
ergibt Verringerung des <strong>Spritzgießfehler</strong>s.<br />
Grüner Punkt:<br />
Zur Verringerung des <strong>Spritzgießfehler</strong>s muß<br />
von Fall zu Fall der Verar<strong>bei</strong>tungsparameter<br />
erhöht oder reduziert werden.<br />
Die Wirksamkeit der jeweiligen Maßnahmen<br />
pro Fehler wird durch Zahlen gekennzeichnet.<br />
(1= am stärksten wirksam).<br />
34
Dieseleffekt<br />
2<br />
1<br />
Blasenbildung<br />
1<br />
2<br />
3<br />
schwierigkeiten<br />
Entformungs-<br />
3<br />
1<br />
2<br />
Abschieferungen<br />
1<br />
3<br />
2<br />
Unaufgeschmolzenes<br />
Granulat<br />
1<br />
2<br />
Bindenahtfestigkeit<br />
1<br />
Orientierungen<br />
2 3<br />
1<br />
Verfärbungen<br />
Schallplatteneffekt<br />
2 3<br />
1<br />
Matte, rauhe Oberfläche<br />
2 3<br />
1<br />
Haarrisse<br />
1<br />
2<br />
Einfallstellen, Lunker<br />
3 1<br />
2<br />
Bindenähte<br />
1<br />
2<br />
3<br />
Wolkenbildung<br />
1<br />
2<br />
3<br />
Verzug, Verwerfungen<br />
1<br />
Spritzling zu klein<br />
1<br />
2<br />
3<br />
Gratbildung<br />
Formteil nicht gefüllt<br />
1<br />
2<br />
Werkzeugoberflächentemperatur<br />
Fehler<br />
Umschaltpunkt (Einspr.-Nachdr.)<br />
Einspritzgeschwindigkeit<br />
Massetemperatur<br />
Nachdruckzeit<br />
Nachdruck<br />
Staudruck<br />
Kühlzeit<br />
Dosierzeit<br />
Dosierweg<br />
Maßnahmen<br />
35
Haben Sie technische Fragen<br />
zu den Styrol-Copolymeren<br />
der <strong>BASF</strong>?<br />
Wir beraten Sie gerne <strong>bei</strong><br />
unserem Styrenics-Infopoint:<br />
Internet: www.basf.de<br />
Haben Sie Ergänzungen oder<br />
Anregungen zu dieser<br />
Broschüre, dann nehmen Sie<br />
bitte Kontakt auf mit:<br />
Technisches Marketing Styrolcopolymere<br />
Tel.: +49(0)621/60-42962<br />
Fax: +49(0)621/60-46006<br />
E-Mail: egon.erter@basf-ag.de<br />
<strong>BASF</strong> Aktiengesellschaft<br />
67056 Ludwigshafen<br />
Deutschland<br />
KTTI 9901 d 09.99