3D/6D-Visionsysteme und Lasermessverfahren in der Robotik und ...
3D/6D-Visionsysteme und Lasermessverfahren in der Robotik und ...
3D/6D-Visionsysteme und Lasermessverfahren in der Robotik und ...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
J. Wollnack<br />
Die heute überwiegend <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> e<strong>in</strong>gesetzten<br />
„Teach“-Verfahren s<strong>in</strong>d wirtschaftlich<br />
attraktiv bei ausreichend großen Losgrößen.<br />
Sowohl bei ger<strong>in</strong>gen Losgrößen als auch nicht<br />
vernachlässigbaren Fertigungstoleranzen <strong>der</strong><br />
Objekte werden die technologisch <strong>und</strong> wirtschaftlichen<br />
Grenzen dieser Konzepte mehr <strong>und</strong><br />
mehr sichtbar. E<strong>in</strong>e erhöhte Produktflexibilität<br />
bei entsprechenden großen Fertigungstoleranzen<br />
letztlich bis h<strong>in</strong>unter zum Unikat macht e<strong>in</strong>e<br />
<strong>in</strong>dividuelle dreidimensionale Messung von<br />
Geometriemerkmalen nötig. Hierdurch können<br />
die E<strong>in</strong>satzbereiche bestehen<strong>der</strong> Industrieroboter<br />
<strong>in</strong> den verschiedenen Wirtschaftszweigen<br />
wirtschaftlich attraktiv teilweise auch zu Lasten<br />
von Son<strong>der</strong>masch<strong>in</strong>en erweitert werden.<br />
1 Problemstellung <strong>und</strong> Zielsetzung<br />
Flexibilität <strong>und</strong> Automatisierung gew<strong>in</strong>nen <strong>in</strong> <strong>der</strong> roboterunterstützten<br />
Fertigungs<strong>in</strong>dustrie zunehmend an Bedeutung.<br />
Die dreidimensionale videometrische Messung<br />
<strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong><br />
<strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong><br />
<strong>Robotik</strong> <strong>und</strong><br />
Fertigungstechnik <strong>der</strong><br />
Luftfahrt<strong>in</strong>dustrie<br />
von geometrischen Merkmalen sowie die Messung von<br />
Positions- <strong>und</strong> Orientierungsdaten <strong>der</strong> Handhabungs<strong>und</strong><br />
Montageobjekte stellen auf diesem Weg mögliche Lösungen<br />
dar. Die heute verwendeten roboterunterstützten<br />
Fertigungs- <strong>und</strong> Montageanlagen können diesen Anfor<strong>der</strong>ungen<br />
h<strong>in</strong>sichtlich <strong>der</strong> Produktflexibilität nur bed<strong>in</strong>gt gerecht<br />
werden, da <strong>der</strong> systematische Posefehler (Pose steht<br />
für Position <strong>und</strong> Orientierung <strong>in</strong> <strong>6D</strong>) gegenüber <strong>der</strong> Wie<strong>der</strong>holgenauigkeit<br />
(Nur bei Teach-Prozessen nutzbar) zumeist<br />
um e<strong>in</strong>e Größenordnung schlechter ausfällt.<br />
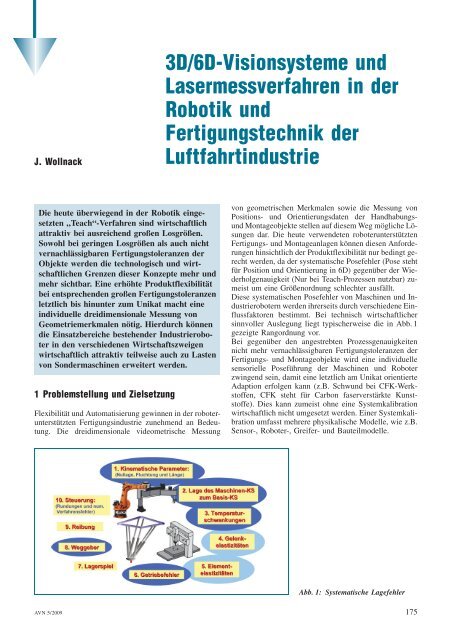
Diese systematischen Posefehler von Masch<strong>in</strong>en <strong>und</strong> Industrierobotern<br />
werden ihrerseits durch verschiedene E<strong>in</strong>flussfaktoren<br />
bestimmt. Bei technisch wirtschaftlicher<br />
s<strong>in</strong>nvoller Auslegung liegt typischerweise die <strong>in</strong> Abb. 1<br />
gezeigte Rangordnung vor.<br />
Bei gegenüber den angestrebten Prozessgenauigkeiten<br />
nicht mehr vernachlässigbaren Fertigungstoleranzen <strong>der</strong><br />
Fertigungs- <strong>und</strong> Montageobjekte wird e<strong>in</strong>e <strong>in</strong>dividuelle<br />
sensorielle Poseführung <strong>der</strong> Masch<strong>in</strong>en <strong>und</strong> Roboter<br />
zw<strong>in</strong>gend se<strong>in</strong>, damit e<strong>in</strong>e letztlich am Unikat orientierte<br />
Adaption erfolgen kann (z.B. Schw<strong>und</strong> bei CFK-Werkstoffen,<br />
CFK steht für Carbon faserverstärkte Kunststoffe).<br />
Dies kann zumeist ohne e<strong>in</strong>e Systemkalibration<br />
wirtschaftlich nicht umgesetzt werden. E<strong>in</strong>er Systemkalibration<br />
umfasst mehrere physikalische Modelle, wie z.B.<br />
Sensor-, Roboter-, Greifer- <strong>und</strong> Bauteilmodelle.<br />
Abb. 1: Systematische Lagefehler<br />
AVN 5/2009 175
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Die Genauigkeitsanfor<strong>der</strong>ungen <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Flugzeugmontage<br />
erzw<strong>in</strong>gen <strong>in</strong>sbeson<strong>der</strong>e bei Weitw<strong>in</strong>kelobjektiven<br />
e<strong>in</strong>e Modellierung <strong>der</strong> L<strong>in</strong>senverzerrungen. Zudem<br />
s<strong>in</strong>d die Modelle dreidimensionaler videometrischer<br />
Messsysteme sensibel h<strong>in</strong>sichtlich numerischer Rangdefekte,<br />
was bei e<strong>in</strong>er nicht strukturierten hierarchischen<br />
Systemkalibrationsstrategie typischerweise nicht zu den<br />
angestrebten Genauigkeiten führt. Trotz dieser schwierigen<br />
Randbed<strong>in</strong>gungen lässt sich e<strong>in</strong>e vollautomatische<br />
Systemkalibration realisieren.<br />
In <strong>der</strong> Praxis werden hierfür preiswerte <strong>und</strong> robuste Lösungen<br />
benötigt, die marktgängige Kamerasysteme e<strong>in</strong>setzen.<br />
Das Verfahren muss zudem „werkergerecht“<br />
<strong>und</strong> e<strong>in</strong>fach bedienbar se<strong>in</strong>.<br />
2 Ansatz<br />
In <strong>der</strong> videometrisch geführten roboterunterstützen Fertigungs-<br />
<strong>und</strong> Montagetechnik s<strong>in</strong>d e<strong>in</strong>e Reihe von Koord<strong>in</strong>atensystemen<br />
<strong>und</strong> Modellen entsprechend Abb. 2 heranzuziehen.<br />
Für die <strong>3D</strong>-Videometrie werden Multikameramodelle<br />
bzw. Zweikameramodelle e<strong>in</strong>gesetzt. Das diesen<br />
Modellen zugr<strong>und</strong>e liegende Kameramodell basiert auf<br />
den Arbeiten von Tsai <strong>und</strong> Lenz [19]. Die Relationen zwischen<br />
den kartesischen Koord<strong>in</strong>atensystemen werden mittels<br />
homogenen Koord<strong>in</strong>atentransformationen mit sechs<br />
Freiheitsgraden <strong>der</strong> Pose beschrieben. Drei <strong>in</strong> <strong>der</strong> Position<br />
<strong>und</strong> drei <strong>in</strong> <strong>der</strong> Orientierung.<br />
Das Robotermodell sollte mittels Denavit-Hartenberg-<br />
Achsmodellen o<strong>der</strong> an<strong>der</strong>en je nach Achsübergang geeigneten<br />
Modellen charakterisiert werden [1, 6, 12, 15, 17,<br />
29, 30, 33]. Anstatt serieller lassen sich auch parallele<br />
K<strong>in</strong>ematiken e<strong>in</strong>setzen. Bei ihnen erfolgt die Kalibration<br />
jedoch über die k<strong>in</strong>ematische <strong>in</strong>verse Transformation.<br />
Ausgehend von <strong>der</strong> Problemstellung liegt somit folgende<br />
Situation vor:<br />
– <strong>3D</strong>-Kamerasystem unkalibriert (Zweikamerasystem)<br />
– Mess- zu TCP-KOS unbekannt (TCP: ¼ Tool Center<br />
Po<strong>in</strong>t, KOS: ¼ Koord<strong>in</strong>atensystem)<br />
– Greifer- zu TCP-KOS unbekannt<br />
– Objekt- zu Roboter-KOS unbekannt<br />
– Pose lokaler Objektmerkmale unbekannt (Fertigungstoleranzen)<br />
o<strong>der</strong> Pose des Objekt unbekannt<br />
– Robotersteuerung teil- o<strong>der</strong> unkalibriert<br />
Abb. 2: Sensor-Roboter-Weltmodell<br />
Unbekannt bzw. unkalibriert bedeutet <strong>in</strong> diesem Zusammenhang,<br />
dass die Parameter des Modells nicht mit <strong>der</strong><br />
erfor<strong>der</strong>lichen Genauigkeit aus konstruktiven Daten ableitbar<br />
s<strong>in</strong>d. Im Allgeme<strong>in</strong>en ist e<strong>in</strong>e Verr<strong>in</strong>gerung <strong>der</strong><br />
Fertigungstoleranzen sowohl technisch als auch wirtschaftlich<br />
nicht zielführend.<br />
Aus diesem Gr<strong>und</strong>e ist e<strong>in</strong>e Kalibration <strong>der</strong> parametrischen<br />
Modelle erfor<strong>der</strong>lich. Hierzu wird die nicht l<strong>in</strong>eare<br />
Parameteridentifikationsaufgabe als M<strong>in</strong>imierungsproblem<br />
formuliert. Die L<strong>in</strong>earisierung des vektoriellen Residuums<br />
führt unmittelbar auf das allgeme<strong>in</strong>e Newton-<br />
Verfahren. Die numerische Umsetzung dieses Algorithmus<br />
kann z.B. mit dem Powell-Verfahren geschehen<br />
[24, 25]. Diese Verfahren s<strong>in</strong>d jedoch so zu modifizieren,<br />
dass man über e<strong>in</strong>e Indextabelle auswählen kann, über<br />
welche Parameter die M<strong>in</strong>imierung vollzogen werden<br />
soll [33].<br />
Zu optimierende Parameter werden dabei mit (konstruktiven)<br />
Nom<strong>in</strong>alwerten o<strong>der</strong> mit Werten aus e<strong>in</strong>em vorherigen<br />
M<strong>in</strong>imierungslauf <strong>in</strong>itialisiert <strong>und</strong> nicht zu optimierende<br />
Parameter werden mit Nom<strong>in</strong>alwerten belegt.<br />
Dieses Konzept ermöglicht e<strong>in</strong>e strukturierte hierarchische<br />
Kalibration <strong>der</strong> Modelle. Man kann so schrittweise<br />
die Strukturen des Systemmodells erweitern <strong>und</strong> dieses<br />
hierarchisch kalibrieren. Die hierarchische Kalibration<br />
kommt dann zum E<strong>in</strong>satz, wenn nicht vollständige Modelle<br />
mit schlechter Kondition bzw. numerischen Rangdefekten<br />
vorliegen (Kamera-/Sensormodell). Man m<strong>in</strong>imiert<br />
hierbei zunächst die l<strong>in</strong>ear unabhängigen Parameter,<br />
die den größten E<strong>in</strong>fluss auf das Modellverhalten nehmen<br />
<strong>und</strong> gibt dann schrittweise weitere Parameter frei. Vollständige<br />
Modelle spielen hierbei letztlich e<strong>in</strong>e untergeordnete<br />
Rolle, da man nicht sämtliche (systematischen) physikalischen<br />
Effekte modellieren kann <strong>und</strong> deshalb pr<strong>in</strong>zipiell<br />
strukturelle Modellfehler vorliegen werden.<br />
Das F<strong>in</strong>den <strong>der</strong> erfolgreichen Strategie erfor<strong>der</strong>t e<strong>in</strong>e Mischung<br />
aus systematischem Vorgehen <strong>und</strong> heuristischem<br />
Ansatz. Man zieht hierbei sowohl das Wissen über die<br />
Modelle, die nach <strong>der</strong> Empf<strong>in</strong>dlichkeit geordneten Parameter<br />
<strong>und</strong> die SVD-Werte (S<strong>in</strong>gular-Value-Decomposition)<br />
<strong>der</strong> Jacobi-Matrix <strong>der</strong> Modellparameter als auch die<br />
gesammelte Erfahrung beim hierarchischen M<strong>in</strong>imieren<br />
zu Rate (Wichtige Parameter ohne Rangdefekte zuerst<br />
m<strong>in</strong>imieren, dann wichtige Parameter mit Rangdefekten<br />
zusätzlich m<strong>in</strong>imieren <strong>und</strong> folgend weitere Parameter<br />
nach <strong>der</strong> Signifikanz geordnet sukzessive <strong>in</strong> die M<strong>in</strong>imierung<br />
mit e<strong>in</strong>beziehen) [33]. Die erfolgreiche Strategie<br />
kann dann ohne weiteres auf e<strong>in</strong>e Serie von Systemen<br />
bzw. <strong>in</strong> <strong>der</strong> Praxis angewendet werden, so dass die <strong>in</strong>nere<br />
Problematik dem Anwen<strong>der</strong> verborgen bleiben kann.<br />
Variiert <strong>der</strong> Anwen<strong>der</strong> das Kalibrationsszenario, so kann<br />
man mit Hilfe <strong>der</strong> numerischen Ranguntersuchung feststellen,<br />
ob das modifizierte Szenarium zielführend ist<br />
o<strong>der</strong> nicht <strong>und</strong> vollautomatisch entsprechende H<strong>in</strong>weise<br />
geben<br />
3Stationäres Systemmodell<br />
Zur Beschreibung des <strong>3D</strong>-videometrischen Sensor-Roboter-Systems<br />
<strong>in</strong> e<strong>in</strong>er stationären Messpose muss das Ge-<br />
176 AVN 5/2009
samtsystem entsprechend Abb. 2 mathematisch beschrieben<br />
werden. Sowohl das Roboter- als auch Sensormodell<br />
lassen sich h<strong>in</strong>sichtlich geometrischer Aspekte durch<br />
parametrische vektorielle Funktionen charakterisieren.<br />
Diese Systemgleichungen s<strong>in</strong>d Ausgangspunkt für die<br />
M<strong>in</strong>imierungsansätze <strong>der</strong> strukturierten hierarchischen<br />
Parameteridentifikation. Das Robotermodell umfasst dabei<br />
sowohl geometrische als auch elastische Effekte.<br />
Bei diesen Ansätzen geht man davon aus, dass sich mit<br />
dem videometrischen Messsystem drei o<strong>der</strong> mehrere<br />
<strong>3D</strong>-Positionen <strong>in</strong> verschiedenen TCP-Posen messen lassen.<br />
Letztlich ließe sich analog zur Koord<strong>in</strong>atenmesstechnik<br />
e<strong>in</strong>e beliebige Merkmalsmessung heranziehen, mittels<br />
<strong>der</strong>er entwe<strong>der</strong> mehrere <strong>3D</strong>-Positionsmessungen vollzogen<br />
o<strong>der</strong> e<strong>in</strong>deutig e<strong>in</strong> Objektkoord<strong>in</strong>atensystem festgelegt<br />
werden kann (Komb<strong>in</strong>ationen von Bohrungen, Ebenen,<br />
Zyl<strong>in</strong><strong>der</strong>n usw.).<br />
Damit erhält man für e<strong>in</strong>e Roboter- bzw. Messpose die<br />
Systemgleichung:<br />
Tðp TCP<br />
A Þ¼TðpR AÞT 1 ðp R MÞT 1 ðp M TCPÞ; p R M p R MðpC; xC1; xC2; xC3Þ ð1Þ<br />
Robotermodell<br />
p TCP<br />
A<br />
¼ fAðp A; xAÞ; Tðp TCP<br />
Sensormodell<br />
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
A Þ¼Y<br />
g<br />
r M m ¼ fCðpC; xCmÞ; mit xCm ¼ r rt<br />
0m ; rrt 1m<br />
Tðp Ag; xgÞ ð2Þ<br />
t <strong>und</strong><br />
m 2f1; ...; Mg; M 3 ð3Þ<br />
xCm : ¼ korrespondierende Markerpixelkoord<strong>in</strong>aten im<br />
RAM-KOS<br />
xA : ¼ Masch<strong>in</strong>enkoord<strong>in</strong>aten<br />
pC :<br />
pA :<br />
m :<br />
¼ Sensormodellparameter<br />
¼ Robotermodellparameter<br />
¼ Marker<strong>in</strong>dizes<br />
TCP : ¼ Tool-Center-Po<strong>in</strong>t-KOS<br />
R: ¼ Referenz-KOS am Markersystem<br />
(drei <strong>3D</strong>-Positionen)<br />
M: ¼ Sensor-KOS<br />
A: ¼ Robotersteuerungs-KOS<br />
Hierbei s<strong>in</strong>d Tðpa bÞ2
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Verfahren <strong>in</strong> <strong>der</strong> Regel sehr empf<strong>in</strong>dlich gegenüber<br />
Fremdlichte<strong>in</strong>flüssen.<br />
Deshalb sollten bei automatisierten Applikationen <strong>in</strong> <strong>in</strong>dustriellen<br />
Bereichen entwe<strong>der</strong> passiv retroreflektierende<br />
o<strong>der</strong> aktiv leuchtende Referenzmarken verwendet werden.<br />
Beim E<strong>in</strong>satz aktiver Referenzmarken können zur<br />
Kontrasterhöhung getriggerte, pulsartig leuchtende Lichtquellen<br />
e<strong>in</strong>gesetzt werden o<strong>der</strong> <strong>der</strong> Wellenlängenbereich<br />
<strong>der</strong> aktiven Zielmarken durch optische Filter im Kamerasystem<br />
selektiert werden (z.B. Infrarotbereich). Auch e<strong>in</strong>e<br />
Komb<strong>in</strong>ation <strong>der</strong>artiger Maßnahmen ist möglich.<br />
Die aktiven Triangulationsverfahren unterscheiden sich<br />
von passiven <strong>in</strong> <strong>der</strong> Verwendung e<strong>in</strong>er strukturierten Objektbeleuchtung,<br />
<strong>der</strong>en optische <strong>und</strong> geometrische Eigenschaften<br />
bekannt s<strong>in</strong>d. Dieser Informationsgew<strong>in</strong>n vere<strong>in</strong>facht<br />
das F<strong>in</strong>den <strong>der</strong> Korrespondenzen erheblich. Die Abbildungsmuster<br />
werden <strong>in</strong> punktförmige, l<strong>in</strong>ienförmige<br />
<strong>und</strong> codierte Systeme e<strong>in</strong>geteilt. Mit punktförmigen Projektionen<br />
lassen sich <strong>3D</strong>-Positionsdaten, mit l<strong>in</strong>ienförmigen<br />
Projektionen <strong>3D</strong>-Konturl<strong>in</strong>ien <strong>und</strong> mit codierten Systemen<br />
<strong>3D</strong>-Konturdaten messen.<br />
Zur <strong>3D</strong>-Positionsmessung können Sensoren <strong>in</strong> Form von<br />
CCD/CMOS-Arrays (Charge Coupled Device/Complementary<br />
Metal Oxide Semiconductor) o<strong>der</strong> drei CCD-Zeilen<br />
herangezogen werden, soweit diese <strong>in</strong> e<strong>in</strong>er Ebene liegen<br />
(zwei orthogonal <strong>und</strong> zwei parallel zue<strong>in</strong>an<strong>der</strong> ausgerichtet).<br />
Hiermit lassen sich relativ kostengünstig sehr<br />
hohe Auflösungen verwirklichen. E<strong>in</strong> 1D-Laserabstandssensor<br />
kann als Spezialfall dieser Messsysteme gedeutet<br />
werden; er besteht aus e<strong>in</strong>er Punktlichtquelle <strong>und</strong> e<strong>in</strong>er<br />
CCD-Zeile o<strong>der</strong> e<strong>in</strong>em PSD-Sensor (Position Sens<strong>in</strong>g Detector).<br />
Durch def<strong>in</strong>ierte Ablenkung von punktförmigen<br />
o<strong>der</strong> l<strong>in</strong>ienförmigen Projektionen über Spiegel-Servo-<br />
Kreise lassen sich <strong>3D</strong>-Punkt- o<strong>der</strong> L<strong>in</strong>ienscanner zu topographischen<br />
Messsystemen erweitern. Bei Systemen mit<br />
hohen Anfor<strong>der</strong>ungen an die Messgenauigkeit s<strong>in</strong>d <strong>in</strong><br />
<strong>der</strong> Regel monochromatische Laserprojektoren vorzuziehen.<br />
Am Beispiel e<strong>in</strong>es Multi- bzw. Zweikamerasystems mit<br />
retroreflektierenden Kugelmarkern sei das pr<strong>in</strong>zipielle<br />
Vorgehen verdeutlicht. Hierbei werden sowohl geometrische<br />
als auch videometrische Effekte zu berücksichtigen<br />
se<strong>in</strong>. Letztere sollen nicht Gegenstand dieser Erörterungen<br />
se<strong>in</strong>. Ebenso wird auf e<strong>in</strong>e detaillierte Darstellung<br />
<strong>der</strong> Bildverarbeitungsverfahren verzichtet. Hierfür sei<br />
Abb. 3: <strong>3D</strong>-Videometrie<br />
auf die e<strong>in</strong>schlägige Literatur [7, 8, 10, 11, 22, 33] verwiesen.<br />
Die Idee <strong>der</strong> dreidimensionalen Positionsmessung geht<br />
von korrespondierenden Messmarkenkoord<strong>in</strong>aten m<strong>in</strong>destens<br />
zweier Kamerasysteme aus, <strong>der</strong>en Sehstrahlenschnittpunkt<br />
die <strong>3D</strong>-Koord<strong>in</strong>ate angibt (siehe Abb. 3).<br />
Mit steigenden Genauigkeitsanfor<strong>der</strong>ungen unterhalb<br />
1/5 bis 1/10 Pixel werden <strong>in</strong> zunehmendem Maße die E<strong>in</strong>flussfaktoren<br />
des nicht l<strong>in</strong>earen geometrischen Kameramodels<br />
zum Tragen kommen, weshalb dann die unverzerrten,<br />
kippw<strong>in</strong>kelfehlerfreien Sensorkoord<strong>in</strong>aten über<br />
die Inversen des geometrischen Kameramodells aus den<br />
RAM-Koord<strong>in</strong>aten zu berechnen s<strong>in</strong>d. Dies gilt analog bereits<br />
beim E<strong>in</strong>satz von Weitw<strong>in</strong>kelobjektiven, <strong>der</strong>en L<strong>in</strong>senverzerrungen<br />
am Rand des Sichtbereiches auch bei<br />
nicht m<strong>in</strong><strong>der</strong>wertigen Objektiven <strong>in</strong> <strong>der</strong> Größenordnung<br />
von 6 Pixel liegen. Aus diesem Gr<strong>und</strong>e lassen sich die<br />
relativ e<strong>in</strong>fachen l<strong>in</strong>earen Kameramodelle <strong>in</strong> <strong>der</strong> Praxis<br />
zumeist nicht e<strong>in</strong>setzen [33].<br />
Zur Vere<strong>in</strong>fachung <strong>der</strong> Korrespondenzsuche bedient man<br />
sich <strong>der</strong> epipolaren L<strong>in</strong>ie. Die epipolare L<strong>in</strong>ie stellt den<br />
virtuellen Sehstrahl e<strong>in</strong>er Kamera <strong>in</strong> <strong>der</strong> „RAM-Ebene“<br />
(Random Access Memory) e<strong>in</strong>er an<strong>der</strong>en Kamera dar.<br />
In <strong>der</strong> Standardanordnung, bei <strong>der</strong> die Zeilen <strong>der</strong> Bildpaare<br />
parallel zur Verb<strong>in</strong>dungsgeraden zwischen den optischen<br />
Zentren (Ursprung Kameras-KOS) liegen o<strong>der</strong><br />
die Bildkoord<strong>in</strong>atensysteme so def<strong>in</strong>iert s<strong>in</strong>d, dass zue<strong>in</strong>an<strong>der</strong><br />
kol<strong>in</strong>eare Bildzeilen gleiche Zeilenkoord<strong>in</strong>aten aufweisen,<br />
beschränkt sich die Korrespondenzsuche <strong>der</strong> epipolaren<br />
L<strong>in</strong>ie auf die Suche längs e<strong>in</strong>er Zeilen bzw. e<strong>in</strong>es<br />
Bandes um die Zeilen. Dieser e<strong>in</strong>fache Fall kann <strong>in</strong> <strong>der</strong><br />
Regel nicht umgesetzt werden, da e<strong>in</strong> möglichst großer<br />
Basisabstand für e<strong>in</strong>e hohe z-Genauigkeit <strong>und</strong> die notwendige<br />
Überlappung <strong>der</strong> Bildbereiche, die für die Existenz<br />
von Korrespondenzen zw<strong>in</strong>gend ist, nur durch e<strong>in</strong>e zue<strong>in</strong>an<strong>der</strong><br />
gerichtete Drehung um die y-Achsen <strong>der</strong> Kamerakoord<strong>in</strong>atensysteme<br />
zu verwirklichen ist. E<strong>in</strong>e Drehung<br />
<strong>der</strong> Kamerasysteme hat zur Folge, dass die Bildebenen<br />
nicht mehr parallel s<strong>in</strong>d.<br />
Zur Bewertung <strong>der</strong> Plausibilität e<strong>in</strong>er Projektanfor<strong>der</strong>ung<br />
im H<strong>in</strong>blick auf den E<strong>in</strong>satz subpixelgenauer videometrische<br />
Messsysteme haben sich die Beziehungen<br />
178 AVN 5/2009
0<br />
B<br />
0 1 B<br />
jdxj B<br />
@ jdyj A ¼ B<br />
jdzj B<br />
@ z<br />
B<br />
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
0<br />
B<br />
@<br />
Mx<br />
qxPx<br />
My<br />
qyPy<br />
Mx<br />
qxPx<br />
1<br />
C<br />
A<br />
þ My<br />
qyPy<br />
1<br />
C<br />
C;<br />
mit<br />
C<br />
A<br />
Mxy : ¼ Sichtfeldgröße im Weltkoord<strong>in</strong>atenmaßstab<br />
Pxy : ¼ Sensorpixelzahl<br />
qxy : ¼ Subpixelmessgenauigkeit ð4Þ<br />
bewährt. E<strong>in</strong>e „echte“ subpixelgenaue Positionsmessung<br />
beruht letztlich auf <strong>der</strong> Bestimmung des Wendepunktes<br />
e<strong>in</strong>es geeigneten Grauwertkantenmodells. Die Lage dieses<br />
Wendepunkts ist <strong>in</strong>variant gegenüber <strong>der</strong> optischen<br />
Bandbreite des Systems, weshalb nicht e<strong>in</strong>e maximale optische<br />
Bandbreite bzw. Bildschärfe, son<strong>der</strong>n e<strong>in</strong>e Verschleifung<br />
<strong>der</strong> optischen Sprungantwort auf 2–4 Pixel<br />
für die subpixelgenaue Kantenschätzung von Vorteil ist.<br />
Wird bei <strong>der</strong> Kantenschätzung e<strong>in</strong>e Interpolation <strong>der</strong><br />
Grauwerte auf Subpixelorten vorgenommen, so ist e<strong>in</strong>e<br />
alias<strong>in</strong>garme Ortsdiskretisierung <strong>und</strong> damit maximale<br />
Blendenzahl anzustreben. Die Genauigkeit <strong>der</strong> Positionsmessung<br />
wird bei PLL-synchronisiertem System auf ca.<br />
1/20 Pixel begrenzt. Unterhalb von 1/20 Pixel ist e<strong>in</strong>e<br />
digitale Datenübertragung, die heute Stand <strong>der</strong> Technik<br />
ist, erfor<strong>der</strong>lich. Die Genauigkeiten digitaler Systeme<br />
werden aufgr<strong>und</strong> von Inhomogenitäten <strong>der</strong> Beleuchtungsquellen<br />
<strong>und</strong> <strong>der</strong> optischen Eigenschaften <strong>der</strong> Materialien<br />
auf ca. 1/100 Pixel begrenzt. E<strong>in</strong>e weitere Genauigkeitssteigerung<br />
<strong>der</strong> Messung durch Anwendung von Rauschfilterverfahren<br />
lässt sich nur bei diesen Systemen vollziehen.<br />
Jedoch lassen sich bereits mit e<strong>in</strong>fachen <strong>und</strong> schnellen<br />
Flächenschwerpunktverfahren Subpixelgenauigkeiten<br />
von 1/10 bis zu e<strong>in</strong>em 1/25 Pixel umsetzen, sofern die Objektflächen<br />
nicht unter ca. 16 Pixel 2 geraten. Auch hier<br />
wird e<strong>in</strong>e Limitierung <strong>der</strong> optischen Bandbreite e<strong>in</strong>e Genauigkeitssteigerung<br />
bewirken. E<strong>in</strong>e möglichst genaue<br />
Positionsmessung bed<strong>in</strong>gt ebenso e<strong>in</strong>e weitgehende Nutzung<br />
<strong>der</strong> Grauwertdynamik des Bildaufnahmesystems.<br />
H<strong>in</strong>sichtlich <strong>der</strong> mechanischen Stabilität <strong>der</strong> Sensoren<br />
s<strong>in</strong>d für die <strong>in</strong>nere <strong>und</strong> äußere Geometrie über den Abbildungsmaßstab<br />
letztlich analoge technologische Anfor<strong>der</strong>ungen<br />
umzusetzen. Bei e<strong>in</strong>em nach <strong>der</strong> Kalibration auftretenden<br />
systematischen „Driftfehler“ von maximal<br />
e<strong>in</strong>em 1/10 Pixel muss bei CCD/CMOS Zellenabständen<br />
von 10 lm e<strong>in</strong>e <strong>in</strong>nere mechanische Stabilität von ca.<br />
1 lm vorliegen. Die äußere Stabilität kann <strong>in</strong> etwa um<br />
den Abbildungsmaßstab vergrößert angesetzt werden. Unterhalb<br />
von 1/20 Pixel können selbst <strong>in</strong>dustrietaugliche<br />
Kamerasysteme <strong>und</strong> Objektive, die nicht im H<strong>in</strong>blick<br />
auf diese Anfor<strong>der</strong>ungen konzipiert wurden, nur bed<strong>in</strong>gt<br />
zur Anwendung kommen. Auch dies macht deutlich, dass<br />
e<strong>in</strong>e vollautomatische Kalibration von Systemmodellen<br />
für die Praxis attraktiv ist.<br />
Für e<strong>in</strong>e <strong>3D</strong>-Positionsmessung müssen <strong>in</strong> <strong>der</strong> Videometrie<br />
die korrespondierenden idealen unverzerrten Sensorkoor-<br />
d<strong>in</strong>aten <strong>der</strong> Kamerasysteme aus den RAM-Koord<strong>in</strong>aten<br />
über das <strong>in</strong>verse <strong>in</strong>nere Kameramodell<br />
– Inverse Skalierungsfaktoren <strong>und</strong> Hauptkoord<strong>in</strong>aten<br />
x S<br />
y S<br />
¼<br />
Sxðx r HxÞ<br />
Syðy r HyÞ<br />
; ð5:1Þ<br />
– Inverse Kippw<strong>in</strong>kelfehler <strong>der</strong> realen Sensorebene<br />
ðx v y v Þ t ¼ðy I Sx yISyÞt ; mit y I S ¼ pI1 þ ðpI1 eIz ÞðpI1 ðpI 2<br />
p I 1 ¼ Dxð axÞDyð ayÞy<br />
0 v<br />
S<br />
; yv 0<br />
S ¼ðxS ; y S ; 0Þ t <strong>und</strong><br />
pI 2Þ; pI 1ÞeI ;<br />
z<br />
p I 2 ¼ð0; 0; bÞt ; ð5:2Þ<br />
– Inverse radiale L<strong>in</strong>senverzerrungen erster Ordnung<br />
xu yu 1<br />
¼<br />
1 þ vðrvÞ 2<br />
xv yv ; mit r e ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi<br />
¼ ðxeÞ 2 þðyeÞ 2<br />
q<br />
;<br />
e 2fu; vg; mit<br />
Hx; Hy : ¼ Hauptwerte<br />
Sx; Sy : ¼ Skalierungsfaktoren<br />
ax; ay : ¼ Kippw<strong>in</strong>kelfehler des Sensors<br />
v : ¼ Radiale L<strong>in</strong>senverzerrungen erster Ordnung<br />
b : ¼ Bildweite<br />
ð5:3Þ<br />
ermittelt werden. Mit den korrespondierenden idealen<br />
unverzerrten Sensorkoord<strong>in</strong>aten ðu mÞk ðxu uÞk ,<br />
k 2f1; ...; Kg, K 2 des Multikamerasystems lassen<br />
sich die Sehstrahlgleichungen<br />
r k ¼ðu m bÞ t<br />
ksk; k 2f1; ...; Kg; K 2 ð6Þ<br />
<strong>der</strong> <strong>3D</strong>-Geraden des k-ten Sensors im k-ten Sensorkoord<strong>in</strong>atensystem<br />
aufstellen. Nach Transformation dieser Koord<strong>in</strong>aten<br />
<strong>in</strong>s Referenzkoord<strong>in</strong>atensystem erhält man für<br />
den k-ten Sensor im Referenzkoord<strong>in</strong>atensystem R<br />
r R k ¼ DkR ðu m bÞt ksk þ t R k ; ð7Þ<br />
wor<strong>in</strong> D k R <strong>und</strong> tR k<br />
die Koord<strong>in</strong>atentransformation <strong>in</strong>s Referenzkoord<strong>in</strong>atensystem<br />
beschreiben. Für die Anwendung<br />
ist es zweckmäßig, e<strong>in</strong> Kamerakoord<strong>in</strong>atensystem<br />
zum Referenzkoord<strong>in</strong>atensystem zu erklären. Dessen<br />
Drehmatrix ist dann die E<strong>in</strong>heitsmatrix <strong>und</strong> dessen Translationsvektor<br />
ist null.<br />
Die überbestimmten Schnittpunktgleichungen lassen sich<br />
nicht analytisch lösen. Es muss daher e<strong>in</strong> M<strong>in</strong>imierungsansatz<br />
herangezogen werden. Geht man hierzu von den<br />
Schnittpunktgleichung des i,j-ten Kamerapaars im Referenzkoord<strong>in</strong>atensystem<br />
D i 0 1<br />
u<br />
@<br />
R m A D<br />
b<br />
j<br />
0<br />
0 1 1<br />
u<br />
B<br />
@<br />
@<br />
R m A C<br />
A<br />
b<br />
si<br />
¼ t<br />
sj<br />
R j t R j ;<br />
i<br />
j<br />
i; j 2f1; ...; Kg ð8Þ<br />
t<br />
aus, so kann <strong>der</strong> Lösungsvektor si sj des überbestimmten<br />
Gleichungssystems (8) mit <strong>der</strong> Pseudo<strong>in</strong>versen o<strong>der</strong><br />
<strong>der</strong> numerisch stabileren SVD-Zerlegung<br />
AVN 5/2009 179
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
si<br />
sj<br />
¼ D i 0 0<br />
B<br />
@ @<br />
R<br />
1<br />
u<br />
m A<br />
b<br />
i<br />
D j @<br />
R<br />
0<br />
1 1<br />
u<br />
m A C<br />
A<br />
b<br />
j<br />
1<br />
SVD<br />
ðt R i<br />
t R j<br />
Þ ð9Þ<br />
berechnet werden. Man erhält somit die <strong>3D</strong>-Koord<strong>in</strong>ate<br />
im Referenzkoord<strong>in</strong>atensystem zu:<br />
r R i ¼ Di Rðu m bÞt isi þ t R i<br />
o<strong>der</strong><br />
r R j<br />
¼ DjR<br />
ðu m bÞt jsj þ t R j<br />
bzw. <strong>in</strong> homogenisierter Form:<br />
r R ijH ¼ rR i þ rR j<br />
ð10:1Þ<br />
ð10:2Þ<br />
2<br />
: ð10:3Þ<br />
k : ¼ Kamera<strong>in</strong>dex<br />
bk :<br />
D<br />
¼ Bildweite<br />
k R : ¼ Rotationsmatrix vom Sensor- <strong>in</strong>s Referenzkoord<strong>in</strong>atensystem<br />
tR k : ¼ Translationsvektor vom Sensor- <strong>in</strong>s Referenzkoord<strong>in</strong>atensystem<br />
ðu mÞ t<br />
k : ¼ korrespondierende ideale, unverzerrte CCD/<br />
CMOS-Sensorkoord<strong>in</strong>ate<br />
Bei e<strong>in</strong>em Lichtstrahlprojektions- <strong>und</strong> Kamerasystem<br />
kann man den Sehstrahl des i-ten Kamerasystems durch<br />
den Projektionsstrahl im S<strong>in</strong>ne <strong>der</strong> <strong>in</strong>versen Kamera ersetzen.<br />
Dies gilt analog auch für Lichtebenen <strong>und</strong> projektive<br />
Systeme.<br />
Die <strong>3D</strong>-Positionsmessung korrespondieren<strong>der</strong> Messmarken<br />
x e<strong>in</strong>es Multikamerasystems kann somit als parametrische<br />
Vektorabbildung<br />
r R ¼ fCðp C; xCÞ; xC ¼ x r i yr i xr j yr j<br />
t<br />
C<br />
<strong>und</strong><br />
p C ¼ ðpt R Hx Hy Sx Sy ax ay b vÞ t<br />
i<br />
ðp t R Hx Hy Sx Sy ax ay b vÞ t<br />
j<br />
M<strong>in</strong>p C<br />
!<br />
ð11Þ<br />
gedeutet werden. Der Parametervektor pC des Sensormodells<br />
setzt sich aus den <strong>in</strong>ternen <strong>und</strong> externen Kameraparametern<br />
zusammen. Die externen Parameter s<strong>in</strong>d die<br />
Posen <strong>der</strong> Kamera- zum Referenz-KOS pk R <strong>und</strong> die <strong>in</strong>ternen<br />
s<strong>in</strong>d die Hauptwerte, Skalierungsfaktoren, Sensorkippw<strong>in</strong>kelfehler,<br />
Bildweite <strong>und</strong> radiale L<strong>in</strong>senverzerrungen<br />
erster Ordnung. Dies s<strong>in</strong>d 14 skalare Parameter pro<br />
Kamera. Bei e<strong>in</strong>em Zweikamerasystem, bei dem das<br />
Sensor-KOS <strong>in</strong> e<strong>in</strong>es <strong>der</strong> Kamerasysteme gelegt wird,<br />
s<strong>in</strong>d es somit 22 skalare Parameter.<br />
Die Kalibration des Sensormodells kann über e<strong>in</strong>e M<strong>in</strong>imierung<br />
( )<br />
X<br />
;<br />
m;n;p<br />
kfCðp C; xC mpÞ fCðp C; xC npÞk 2<br />
E<br />
D2 mn<br />
mit kyk 2<br />
E ¼ yty <strong>und</strong><br />
m; n : ¼ Marker<strong>in</strong>dizes<br />
p : ¼ Posen<strong>in</strong>dizes ð12Þ<br />
von im Referenz-KOS bekannten Distanzen Dmn m<strong>in</strong>destens<br />
zweier Messmarken erfolgen. In diesem Fall ist die<br />
Positioniergenauigkeit <strong>der</strong> Pose des Roboters ohne Bedeutung,<br />
weil die Distanzen <strong>in</strong>variant gegenüber Koord<strong>in</strong>atentransformationen<br />
s<strong>in</strong>d. Mit e<strong>in</strong>er re<strong>in</strong>en Distanzkalibration<br />
lassen sich jedoch nicht die maximalen Genauigkeiten<br />
erreichen, weil die systematischen Fehler des zu<br />
kalibrierenden Modells nur differenziell <strong>in</strong> das Gütemaß<br />
e<strong>in</strong>gehen.<br />
Bei <strong>der</strong> Verwendung von drei nicht auf e<strong>in</strong>er Geraden<br />
liegenden Messmarken lässt sich die Roboterpose als<br />
Referenzpose heranziehen, so dass sich die Fehlerpose<br />
Tð pÞ ¼T 1<br />
R TM zwischen Systemmodell <strong>und</strong> Roboter<br />
im S<strong>in</strong>ne von<br />
M<strong>in</strong> p t f pg<br />
mit TM ¼ Tðp TCP<br />
A Þ <strong>und</strong> TR ¼ Tðp TCP<br />
A SollÞ: ð13Þ<br />
m<strong>in</strong>imieren lässt. Hierbei werden die systematischen <strong>und</strong><br />
zufälligen Positionierfehler des Roboters die Genauigkeit<br />
<strong>der</strong> Sensorkalibration limitieren, sofern <strong>der</strong> Roboter nicht<br />
<strong>in</strong> die Kalibration mit e<strong>in</strong>bezogen wird. E<strong>in</strong>e M<strong>in</strong>imierung<br />
<strong>der</strong> Fehlerpose (13) anstatt <strong>der</strong> homogenen Fehlermatrix<br />
bietet den Vorteil, dass man sowohl auf e<strong>in</strong>fache Weise die<br />
Orthogonalität <strong>der</strong> Drehmatrix erzw<strong>in</strong>gt als auch die<br />
Mehrdeutigkeiten <strong>der</strong> Orientierung h<strong>in</strong>sichtlich <strong>der</strong> Periodizität<br />
<strong>in</strong> m2p <strong>und</strong> <strong>der</strong> existierenden zwei Lösungen<br />
umgeht.<br />
E<strong>in</strong>e Reduktion <strong>der</strong> zufälligen Messfehler kann man<br />
durch e<strong>in</strong>e überbestimmte Kalibration erzielen. Dabei<br />
wird bei näherungsweise normalverteilten Störungen<br />
die Überbestimmtheit quadratisch mit dem reziproken<br />
Vertrauens<strong>in</strong>tervall <strong>der</strong> Parameter wachsen. E<strong>in</strong>e nicht<br />
überbestimmte Kalibration erfor<strong>der</strong>t <strong>in</strong> diesen Fällen m<strong>in</strong>destens<br />
22 bzw. 6 unterschiedliche Roboterposen.<br />
Die geometrischen Kameramodelle s<strong>in</strong>d im allgeme<strong>in</strong>en<br />
h<strong>in</strong>sichtlich <strong>der</strong> Parameteridentifikation numerisch<br />
schlecht konditioniert, weil bei den typisch vorliegenden<br />
ger<strong>in</strong>gen (<strong>in</strong>ternen) Sensorkippw<strong>in</strong>kelfehlern (< 0,1 ) relativ<br />
starke Korrelationen zwischen <strong>der</strong> äußeren <strong>und</strong> <strong>in</strong>neren<br />
Orientierung, äußeren <strong>und</strong> <strong>in</strong>neren Positionen sowie<br />
dem z-Abstand, <strong>der</strong> Bildweite <strong>und</strong> den Skalenfaktoren bestehen.<br />
H<strong>in</strong>zukommt, dass die Pseudo<strong>in</strong>verse (9) letztlich<br />
e<strong>in</strong>e Least-Square-Schätzung vollzieht, weshalb Orientierungsän<strong>der</strong>ungen<br />
<strong>der</strong> Kamerasysteme zue<strong>in</strong>an<strong>der</strong> teilweise<br />
e<strong>in</strong>en relativ ger<strong>in</strong>gen E<strong>in</strong>fluss auf die <strong>3D</strong>-Positionsmessung<br />
nehmen.<br />
Diese Probleme lassen sich nur mit Hilfe <strong>der</strong> anfangs diskutierten<br />
strukturierten hierarchischen Kalibration entschärfen.<br />
Des Weiteren müssen die m<strong>in</strong>imalen Sehstrahlenabstände<br />
<strong>der</strong> <strong>3D</strong>-Koord<strong>in</strong>aten mit <strong>in</strong> das Gütekriterium<br />
<strong>der</strong> M<strong>in</strong>imierung e<strong>in</strong>bezogen werden.<br />
5 Vollautomatische Sensor-, Sensor-Greifer<strong>und</strong><br />
Roboter-Kalibration<br />
Die vollautomatische Sensor-, Sensor-Greifer- <strong>und</strong> Roboter-Kalibration<br />
nutzt die Möglichkeiten <strong>der</strong> strukturierten<br />
hierarchischen Modellkalibration sukzessive aus. Ausgehend<br />
von e<strong>in</strong>er ausreichenden Anzahl von Roboter- bzw.<br />
Messposen kann man das Gesamtsystem vollautomatisch<br />
kalibrieren, wobei man mit Hilfe <strong>der</strong> numerischen Ranga-<br />
180 AVN 5/2009
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
nalysen den Anwen<strong>der</strong> ohne tieferes Verständnis von den<br />
Zusammenhängen zu e<strong>in</strong>er s<strong>in</strong>nvollen Bewegungsstrategie<br />
führen kann.<br />
Damit lässt sich folgen<strong>der</strong> vollautomatischer Ablauf umsetzen:<br />
1. Nach Betätigung <strong>der</strong> Kalibrationstaste fährt <strong>der</strong> Roboter<br />
<strong>in</strong> die zur Kalibration def<strong>in</strong>ierten o<strong>der</strong> „ge-teachten“<br />
Posen. Die Robotersteuerung setzt nach Abschluss <strong>der</strong><br />
Bewegung e<strong>in</strong>en Messbefehl an das Sensorsystem ab,<br />
wodurch die Messmarkenkoord<strong>in</strong>aten im RAM-KOS<br />
gemessen werden. Die Daten <strong>der</strong> TCP-Sollposen,<br />
Messmarkenkoord<strong>in</strong>aten im RAM-KOS <strong>und</strong> die Masch<strong>in</strong>enkoord<strong>in</strong>aten<br />
e<strong>in</strong>schließlich <strong>der</strong> Roboter- <strong>und</strong><br />
Sensornamen <strong>und</strong> <strong>der</strong>en e<strong>in</strong>deutige Identifikationsbezeichnungen<br />
werden zur Kalibration <strong>und</strong> für die Dokumentation<br />
<strong>in</strong> e<strong>in</strong>em Datenfile gesichert. Die ersten zwei<br />
Bewegungen s<strong>in</strong>d so zu vollziehen, dass die analytische<br />
Identifikation im 3. Schritt möglich wird (Translation<br />
<strong>und</strong> zwei nicht l<strong>in</strong>ear abhängige Drehungen).<br />
2. Anschließend wird die hierarchische Identifikation <strong>in</strong>nerer<br />
Kameraparameter <strong>der</strong> Kamera C0 sowie <strong>in</strong>nerer<br />
<strong>und</strong> äußerer Kameraparameter <strong>der</strong> Kamera C1 mittels<br />
Distanzmaßen (Startwerte s<strong>in</strong>d konstruktive Nom<strong>in</strong>alwerte)<br />
dreier nicht auf e<strong>in</strong>er Geraden liegenden Messmarken<br />
gestartet. Nach Ablauf dieses Prozesses lässt<br />
sich e<strong>in</strong>e <strong>3D</strong>-Positionsmessung <strong>in</strong> Kamera C0 M verwirklichen.<br />
Kann man <strong>in</strong> <strong>der</strong> Anwendung mit <strong>der</strong> erreichten<br />
Genauigkeit dieses Verfahrens arbeiten, so<br />
ist e<strong>in</strong>e weitere strukturelle Variation des Kalibrationsmodells<br />
nicht erfor<strong>der</strong>lich, so dass man den 5. <strong>und</strong> 6.<br />
Prozessschritt auslassen kann.<br />
3. Mit den vorherigen Prozessschritten lassen sich die<br />
Messmarkenkoord<strong>in</strong>aten im Sensorkoord<strong>in</strong>atensystem<br />
M berechnen. An den drei nicht auf e<strong>in</strong>er Geraden liegenden<br />
o<strong>der</strong> mehreren Messmarken lässt sich e<strong>in</strong>e Posemessung<br />
umsetzen, womit die analytische Identifikation<br />
<strong>der</strong> Transformation Mess- zu TCP-KOS über die<br />
ersten zwei TCP-Soll-Bewegungen bzw. drei TCP-<br />
Soll-Posen möglich wird [37, 40]. Hierbei dient <strong>der</strong> Roboter<br />
letztlich als Referenzsystem.<br />
4. Nach Ausführung des vorherigen Schrittes lässt sich<br />
über die TCP-Soll-Pose e<strong>in</strong>e analytische Identifikation<br />
<strong>der</strong> Transformation Referenz- zu Robotersteuerungs-<br />
KOS bereits aus e<strong>in</strong>er Messstellung über TðpR AÞ¼ TðpTCP A ÞTðpM TCPÞTðpR MÞ berechnen. Der Roboter dient<br />
auch hier analog zu Schritt vier als Referenzsystem.<br />
5. Nach dem sämtliche Koord<strong>in</strong>atentransformationen bekannt<br />
s<strong>in</strong>d, lässt sich das Sensormodell mittels Posemessung<br />
anhand dreier Messmarken kalibrieren. Dabei<br />
können die <strong>in</strong> den vorherigen Prozessschritten identifizierten<br />
Parameter als hochwertige Schätzungen <strong>der</strong><br />
Startwerte des M<strong>in</strong>imierers herangezogen werden, weshalb<br />
e<strong>in</strong>e hierarchische Nachkalibration des Sensorsystems<br />
mit dem Roboter als Referenzsystem möglich<br />
wird. Typischerweise determ<strong>in</strong>ieren hierbei die systematischen<br />
Positionerfehler des Roboters die Kalibrationsgüten<br />
des Sensorsystems (Zufällige Positionierfehler<br />
fallen zumeist um e<strong>in</strong>e Größenordnung ger<strong>in</strong>ger<br />
aus).<br />
6. Nach Bedarf ließe sich <strong>in</strong> diesem Schritt das Robotermodell<br />
(2) mit <strong>in</strong> den Kalibrationsprozess <strong>in</strong>tegrieren.<br />
Abb. 4: Sensor-, TCP- Greif- <strong>und</strong> Referenz-KOS<br />
(G: ¼ Greif-KOS)<br />
Verzichtet man hierauf, so werden im Idealfall die systematischen<br />
Sensormessfehler <strong>in</strong> <strong>der</strong> Größenordnung<br />
<strong>der</strong> systematischen Positionierfehler des Robotersystems<br />
liegen [33]. Die <strong>in</strong> den vorherigen Schritten identifizierten<br />
Modellparameter können als hochwertige<br />
Schätzungen <strong>der</strong> Startwerte des M<strong>in</strong>imierers betrachtet<br />
werden, weshalb e<strong>in</strong>e hierarchische Nachkalibration<br />
des Gesamtsystems möglich wird, was im allgeme<strong>in</strong>en<br />
zu e<strong>in</strong>er deutlichen Genauigkeitssteigerung h<strong>in</strong>sichtlich<br />
systematischer Fehler führt. Hierbei entstünde jedoch<br />
e<strong>in</strong>e Mehrdeutigkeit im S<strong>in</strong>ne e<strong>in</strong>es Maßstabsfaktors,<br />
wenn man nicht die Distanzenfehler zwischen den Markern<br />
im Weltkoord<strong>in</strong>atenmaßstab mit <strong>in</strong> das Gütekriterium<br />
aufnimmt.<br />
7. Für die analytische Identifikation <strong>der</strong> TCP-Greiferbzw.<br />
Sensor-Greifer-Relation kann e<strong>in</strong> preiswerter Kalibrierkörper<br />
ebenfalls mit drei Messmarken e<strong>in</strong>gesetzt<br />
werden (siehe Abb. 4). Nachdem <strong>der</strong> Roboter den Kalibrierkörper<br />
aufgenommen hat, wird e<strong>in</strong>e Messung<br />
mit dem kalibrierten Sensorsystem vollzogen. Damit<br />
lässt sich dann die gesuchte Pose über T G TCP ¼<br />
T M TCP TR M TR G Þ 1 berechnen. Hierbei ließen sich ferner<br />
vorliegende Symmetrien berücksichtigen. In analoger<br />
Weise können an<strong>der</strong>e Werkzeuge vollautomatisch e<strong>in</strong>gemessen<br />
werden.<br />
Die Integration sowohl von <strong>3D</strong>-Positionsmesssystemen<br />
als auch die für die Kalibration <strong>und</strong> Roboterführung erfor<strong>der</strong>lichen<br />
Algorithmen ließe sich entwe<strong>der</strong> <strong>in</strong> <strong>der</strong> Robotersteuerung<br />
o<strong>der</strong> über Client-Server Applikation auf externen<br />
Rechnersysteme umsetzen (siehe Abb. 5). Ebenso<br />
s<strong>in</strong>d hybride Formen realisierbar. Die Kommunikation <strong>der</strong><br />
Systeme untere<strong>in</strong>an<strong>der</strong> kann z.B. auf Basis von XML-Protokollen,<br />
„Remote Procedure Calls“ o<strong>der</strong> speziell von den<br />
Roboterherstellern angebotenen Kommunikations-Interfacen<br />
(z.B: KUKA via XML <strong>und</strong> Fanuc via Fanuc Robot<br />
Server) verwirklicht werden.<br />
Mit dem vermehrten E<strong>in</strong>zug von PC-basierten Robotersteuerungssystemen<br />
wird mehr <strong>und</strong> mehr e<strong>in</strong>e Integration<br />
direkt <strong>in</strong> die Robotersteuerung im Bereich des Möglichen<br />
liegen. Letztlich ist dies sowohl wirtschaftlich als auch<br />
technologisch die attraktivste Lösung. Offene Steuerungssysteme<br />
sollten <strong>in</strong> diesem S<strong>in</strong>ne mehr als Chance für e<strong>in</strong>e<br />
AVN 5/2009 181
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
weitere Verbreitung <strong>der</strong> Robotertechnologien als e<strong>in</strong>e Gefahr<br />
gesehen werden. Für die Roboterhersteller wichtiges<br />
System-Know-how muss damit nicht preisgegeben werden.<br />
Im diesem S<strong>in</strong>ne kann die Initiative von Bill Gates auf<br />
dem Gebiet <strong>der</strong> <strong>Robotik</strong> e<strong>in</strong>en signifikanten Entwicklungsschub<br />
<strong>in</strong>duzieren [9], den etablierte Roboterhersteller<br />
rechtzeitig mit <strong>in</strong> ihre Überlegungen <strong>und</strong> Entwicklungen<br />
e<strong>in</strong>beziehen sollten. Bedenkt man, dass vermutlich <strong>in</strong><br />
ca. 5 bis 10 Jahren auf e<strong>in</strong>em Chip preiswert Rechnerleistungen<br />
zur Verfügung stehen [5], die heutigen Großrechnern<br />
vorbehalten s<strong>in</strong>d, so wird die Systemkalibration<br />
selbst hochkomplexer Systeme, iterative Inversenberechnung<br />
<strong>der</strong> k<strong>in</strong>ematischen Transformation des mit Achsw<strong>in</strong>kelfehlern<br />
behafteten k<strong>in</strong>ematischen Modells im Zusammenhang<br />
mit <strong>der</strong> Echtzeitbahn<strong>in</strong>terpolation bis h<strong>in</strong> zur<br />
Berechnung <strong>der</strong> k<strong>in</strong>ematischen Inversen an praxisrelevanten<br />
S<strong>in</strong>gularitäten <strong>der</strong> Masch<strong>in</strong>enkoord<strong>in</strong>aten, um nur e<strong>in</strong>iges<br />
zu nennen, unter den jeweils spezifischen Echtzeitanfor<strong>der</strong>ungen<br />
umgesetzt werden können.<br />
6 Technisch <strong>und</strong> wirtschaftliche Potenziale<br />
Nach Ausführung <strong>der</strong> o.g. Prozessschritte können sämtliche<br />
Modellparameter <strong>und</strong> Koord<strong>in</strong>atentransformationen<br />
des stationären Systemmodells als h<strong>in</strong>reichend genau bekannt<br />
betrachtet werden, womit das Robotersystem sensoriell<br />
<strong>in</strong> <strong>6D</strong> bzw. <strong>der</strong> Pose exakt zu führen ist.<br />
Mit e<strong>in</strong>em <strong>der</strong>art kalibrierten System lassen sich sowohl<br />
globale als auch lokale Objektposen messen <strong>und</strong> <strong>in</strong> Bezug<br />
auf e<strong>in</strong> Objekt def<strong>in</strong>ierte Bewegungsaufgaben mit <strong>der</strong> für<br />
die Praxis erfor<strong>der</strong>lichen Genauigkeit <strong>in</strong> das Roboter-<br />
Steuerungs-KOS überführen. Somit können entwe<strong>der</strong> aufwendige<br />
Teach-Vorgänge entfallen, was zu e<strong>in</strong>er hohen<br />
Produktflexibilität führt o<strong>der</strong> bereits „ge-teachte“ Prozesse<br />
auf e<strong>in</strong>fache Weise auf an<strong>der</strong>e Roboter o<strong>der</strong> roboterunterstützte<br />
Fertigungssysteme übertragen werden.<br />
Zudem können <strong>in</strong>dividuelle Fertigungstoleranzen <strong>der</strong> Objekte<br />
erfasst <strong>und</strong> im S<strong>in</strong>ne e<strong>in</strong>es Pose-Regelkreises ausgeglichen<br />
werden, womit e<strong>in</strong> adaptives Positionierverhalten<br />
erschlossen wird. Letztlich können auch temperatur-,<br />
schwerkraft- bzw. kraft- <strong>und</strong> momentenbed<strong>in</strong>gte Verfor-<br />
Abb. 5: Integrationsszenario<br />
mungen sowohl <strong>der</strong> Objekte als auch <strong>der</strong> Roboterk<strong>in</strong>ematik<br />
erfasst <strong>und</strong> ausgeglichen werden. Dies gilt bis h<strong>in</strong> zu<br />
Verän<strong>der</strong>ungen <strong>der</strong> Geometrierelationen zwischen den<br />
Anlagenteilen, wodurch e<strong>in</strong>e preiswerte F<strong>und</strong>amentierung<br />
<strong>und</strong> Leichtbauweise im Bereich des Möglichen liegt<br />
[34, 35, 36, 38, 39, 40].<br />
Die flexible, automatisierte Montage von Großbauteilen<br />
<strong>in</strong> <strong>der</strong> Luftfahr<strong>in</strong>dustrie erfor<strong>der</strong>t sowohl e<strong>in</strong>e Bauteilform-<br />
<strong>und</strong> Lagekorrektur als auch <strong>in</strong>dividuelle Erfassung<br />
<strong>der</strong> Bauteilgeometrien [35, 38]. Dies wird bei e<strong>in</strong>em zunehmenden<br />
E<strong>in</strong>satz von CFK-Bauteilen mehr <strong>und</strong> mehr<br />
an Bedeutung gew<strong>in</strong>nen. Zur Informationsbeschaffung<br />
werden verschiedene lokale <strong>und</strong> globale Sensoren e<strong>in</strong>gesetzt<br />
(siehe Abb. 6). Mit Hilfe dieser Sensoren wird e<strong>in</strong>e<br />
Form- <strong>und</strong> Lagekorrektur verwirklicht, wobei für die<br />
Formkorrektur überwiegend das globale Messsystem (Laser-Tracker)<br />
herangezogen wird.<br />
Lokale Sensoren (videometrische Messsysteme) werden<br />
<strong>in</strong> <strong>der</strong> letzten Phase <strong>der</strong> Posebahnführung e<strong>in</strong>gesetzt,<br />
Abb. 6: Flexible Flugzeugmontagezelle (Bauteilform- <strong>und</strong><br />
Lagekorrektur)<br />
182 AVN 5/2009
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Abb. 7: Großbauteilhandl<strong>in</strong>g mit kooperierenden seriellen Robotern (Fotos: Roman Jupitz)<br />
um e<strong>in</strong>en Best-Fit-Ausgleich zwischen benachbarten Bauteilen<br />
bzw. <strong>der</strong>en Schnittstellen herstellen zu können. Um<br />
lokale Messmerkmale <strong>in</strong> e<strong>in</strong> geme<strong>in</strong>sames Koord<strong>in</strong>atensystem<br />
überführen zu können, müssen die Posebeziehungen<br />
<strong>der</strong> lokalen Sensoren zum Referenz-KOS bekannt<br />
se<strong>in</strong>. Diese Beziehungen können gezielt e<strong>in</strong>gemessen<br />
o<strong>der</strong> durch bekannte Bewegungen <strong>der</strong> Messmerkmale ermittelt<br />
werden. Die Messmerkmale repräsentieren hierbei<br />
geometrisch dreidimensionale Objekte, an dieser Stelle<br />
überwiegend <strong>3D</strong>-Raumpunkte bzw. <strong>der</strong>en Ortsvektoren.<br />
Obwohl kalibrierte Aktuatoren o<strong>der</strong> Roboter für iterativ<br />
lernende Ansätze ke<strong>in</strong>eswegs zw<strong>in</strong>gend s<strong>in</strong>d, führen diese<br />
zu e<strong>in</strong>er Beschleunigung iterativer Verfahren. Diese können<br />
durch Messung realer Bewegungen, wie oben gezeigt,<br />
kalibriert werden. Es können dabei serielle, parallele o<strong>der</strong><br />
serielle kartesische K<strong>in</strong>ematiken auch <strong>in</strong> hybri<strong>der</strong> Form<br />
zum E<strong>in</strong>satz kommen.<br />
Je nach Genauigkeitsanfor<strong>der</strong>ungen <strong>und</strong> Umweltbed<strong>in</strong>gungen<br />
müssen Eigenschaften verwendeter Systemmodelle<br />
als stark o<strong>der</strong> schwach zeitvariant betrachtet werden.<br />
Man denke hier z.B. an Temperaturschwankungen, lastbed<strong>in</strong>gte<br />
Verformungen <strong>der</strong> Anlagenteile o<strong>der</strong> auch tidenhubabhängige<br />
Bewegungen von Hallenf<strong>und</strong>amenten. Deshalb<br />
kann entwe<strong>der</strong> e<strong>in</strong>e E<strong>in</strong>messung <strong>der</strong> Systemmodelle<br />
nach dem Aufbau e<strong>in</strong>er Anlage vor dem E<strong>in</strong>takten e<strong>in</strong>es<br />
zu montierenden Bauteils o<strong>der</strong> onl<strong>in</strong>e während des Montageprozesses<br />
notwendig se<strong>in</strong>. In diesem Zusammenhang<br />
ist <strong>in</strong>sbeson<strong>der</strong>e e<strong>in</strong>e gezielte Kalibration ausschließlich<br />
sich verän<strong>der</strong>n<strong>der</strong> Parameter von wirtschaftlichem Interesse.<br />
Mit diesen Ansätzen wurde e<strong>in</strong>e flexible Großbauteilmontagezelle<br />
zusammen mit KUKA im Rahmen e<strong>in</strong>es 2004<br />
veranstalteten Symposiums demonstriert (siehe Abb. 7),<br />
e<strong>in</strong> Versuchstand zur Bauteilform- <strong>und</strong> Lagekorrektur<br />
(siehe Abb. 8), e<strong>in</strong>e Roboterkalibration <strong>und</strong> e<strong>in</strong>e sensoriell<br />
geführte Roboterzelle umgesetzt (siehe Abb. 9).<br />
Insgesamt liegen dezidierte Erfahrungen vor, die e<strong>in</strong>e<br />
Umsetzung <strong>in</strong> wirtschaftlich attraktive Produkte <strong>und</strong> Systemlösungen<br />
zulassen. Die oben erörterten Ansätze können<br />
sowohl für Sensoren am TCP als auch für im Raum<br />
stehende Sensorsysteme herangezogen werden. Lediglich<br />
die Messpose des Sensorsystems ist dann als <strong>in</strong>verse<br />
Transformation heranzuziehen. Letzteres ist mehr für<br />
die Luftfahrt<strong>in</strong>dustrie von Interesse.<br />
Insgesamt können die systematischen Posefehler typischerweise<br />
um e<strong>in</strong>e Größenordnung reduziert werden.<br />
Im Zusammenhang mit dem Pose-Regelkreis werden<br />
die systematischen Posefehler <strong>in</strong> die Größenordnung<br />
<strong>der</strong> Wie<strong>der</strong>holgenauigkeit streben [33, 40]. Das Konvergenzverhalten<br />
h<strong>in</strong>sichtlich <strong>der</strong> systematischen <strong>und</strong> zufälligen<br />
Fehler kommt den Anfor<strong>der</strong>ungen <strong>der</strong> Praxis entgegen<br />
[39]. Dies gilt <strong>in</strong> analoger Weise für die systematischen<br />
bzw. absoluten Posefehler des kalibrierten Robotermodells<br />
bzw. Gesamtsystems. Damit können bei nicht zu<br />
extremen Genauigkeitsanfor<strong>der</strong>ungen die E<strong>in</strong>satzbereiche<br />
von Industrierobotern sowohl zu Lasten <strong>der</strong> Son<strong>der</strong>- als<br />
auch Werkzeugmasch<strong>in</strong>en erweitert werden. Ebenso<br />
kann <strong>der</strong> Montageautomatisierung im Kontext mit e<strong>in</strong>er<br />
montagegerechten Konstruktion sowie dem zumeist bewusst<br />
e<strong>in</strong>geplanten Greiferspiel bzw. den Greiferelastizitäten<br />
e<strong>in</strong>e gewisse Konkurrenz durch sensoriell ergänzte<br />
Robotersysteme erwachsen. Diese Systemkalibration löst<br />
ebenso die Problematik, die bei „Walk<strong>in</strong>g Mach<strong>in</strong>es“ auftritt,<br />
da auch bei ihnen <strong>der</strong> Zusammenhang zwischen Bewegung,<br />
Sensor <strong>und</strong> Werkzeug hergestellt werden muss.<br />
E<strong>in</strong>e Erweiterung des videometrischen <strong>3D</strong>-Positionsmesssystems<br />
um Laser-Po<strong>in</strong>ter-, Laser-L<strong>in</strong>ien- (Light<br />
Amplification by Stimulated Emission of Radiation)<br />
<strong>und</strong> Muster-Projektoren lässt sich leicht bewerkstelligen,<br />
wenn man die Projektionse<strong>in</strong>heit nicht als <strong>in</strong>verse Kamera<br />
heranzieht (siehe Abb. 10).<br />
Man kann so auf e<strong>in</strong>fache <strong>und</strong> preiswerte Weise robuste<br />
topographische Geometriemessungen an Objekten vollziehen.<br />
Optische Verzerrungen <strong>der</strong> Projektionse<strong>in</strong>heit<br />
s<strong>in</strong>d dabei ohne Belang <strong>und</strong> e<strong>in</strong>e Kalibration des Projektormodells<br />
ist so nicht erfor<strong>der</strong>lich. Die Korrespondenz-<br />
Abb. 8: Versuchsstand Bauteilform- <strong>und</strong> Lagekorrektur<br />
(Fotos: Roman Jupitz)<br />
AVN 5/2009 183
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Abb. 9: Videometrie <strong>und</strong> <strong>Robotik</strong> (Systemkalibration)<br />
Abb. 10: <strong>3D</strong>-Videoemetrie mit Multi-Kamera <strong>und</strong> Projektor<br />
bestimmung lässt sich über die Epipolare des kalibrierten<br />
Multikameramodells im Zusammenhang mit <strong>der</strong> Sehstrahlenabstandsberechnung<br />
sowohl evident beschleunigen<br />
als auch e<strong>in</strong>deutig lösen.<br />
Derartige Technologien werden mit hoher Wahrsche<strong>in</strong>lichkeit<br />
<strong>in</strong> den nächsten Jahren sowohl generell für die<br />
Automatisierung als auch speziell für die Weiterentwicklung<br />
des roboterunterstützten Laser-Remote-Schweißens<br />
bis h<strong>in</strong> zur Remote Schweißnahtverfolgung bedeutsam<br />
se<strong>in</strong> (siehe Abb. 11). Hiervon wird nicht zuletzt auch<br />
die Automobil- <strong>und</strong> Luftfahrt<strong>in</strong>dustrie profitieren können.<br />
Iteration <strong>und</strong> Lernvorgänge s<strong>in</strong>d auf e<strong>in</strong>er abstrakten Ebene<br />
äquivalent, weshalb man vermutlich sowohl <strong>in</strong> <strong>der</strong> belebten<br />
Natur als auch beim Menschen für das Lernen das<br />
Pr<strong>in</strong>zip <strong>der</strong> Wie<strong>der</strong>holung genutzt wird. Er<strong>in</strong>nern wir uns<br />
daran, wie oft wir e<strong>in</strong>en Ball fangen mussten, bis unsere<br />
Hand-Augen-Koord<strong>in</strong>ation e<strong>in</strong>igermaßen gut tra<strong>in</strong>iert<br />
war. Letztlich machen wir dies bei <strong>der</strong> Systemkalibration<br />
<strong>in</strong> gewisser Weise auch. Es liegt daher <strong>der</strong> E<strong>in</strong>satz e<strong>in</strong>es<br />
neuronalen Netzes als Systemmodell nahe. Dies macht <strong>in</strong><br />
<strong>der</strong> Technik <strong>in</strong> <strong>der</strong> Regel jedoch nur dann S<strong>in</strong>n, wenn zudem<br />
e<strong>in</strong> Struktur-Identifikationsproblem vorliegt.<br />
7 Empirisches Genauigkeitsverhalten<br />
Die Genauigkeitskontrolle des Gesamtsystems bestehend<br />
aus Industrieroboter <strong>und</strong> <strong>3D</strong>-Sensor kann durch e<strong>in</strong>en Vergleich<br />
mit e<strong>in</strong>em Referenzmesssystem, Referenznormalen<br />
o<strong>der</strong> Prüfkörpern erfolgen. Dabei lassen sich (äquidistant)<br />
im Messvolumen verteilte Messpunkte o<strong>der</strong> im<br />
Messvolumen def<strong>in</strong>ierte Messl<strong>in</strong>ien o<strong>der</strong> -ebenen heranziehen<br />
an bzw. auf denen das Verhalten des Systems charakterisiert<br />
wird. Durch den Vergleich von Ist- <strong>und</strong> Sollwerten<br />
können dann die das System beschreibenden Genauigkeitskenngrößen<br />
ermittelt werden.<br />
Abb. 11: Roboterunterstütztes<br />
Remote-Laser-Schweißen<br />
184 AVN 5/2009
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
Abb. 12: Positionierfehler D <strong>der</strong> Kugelradien (Sensor<strong>und</strong><br />
Roboterkalibration bzw. Systemkalibration mittels Referenzmarken)<br />
Für die Charakterisierung des Positionierverhaltens des<br />
unkalibrierten Industrieroboters wurde als Referenzsystem<br />
e<strong>in</strong> Laser-Tracker von Leica herangezogen. Da dessen<br />
Unsicherheiten um e<strong>in</strong>e Größenordnung ger<strong>in</strong>ger als<br />
die Genauigkeit des zu bewertenden Systems ausfallen,<br />
können diese <strong>in</strong> erster Näherung als sicher betrachtet werden<br />
(Unsicherheiten Kugelradien um Messpunkt:<br />
L 0 ¼ 5 l=m; r ¼ 5 lm; ca. 10 %-tigen Fehleranteil hat<br />
die Referenz). Die Posemessung erfolgte mittels dreier<br />
am Tool Center Po<strong>in</strong>t applizierten Tripelspiegeln.<br />
Zur Charakterisierung des absoluten Positionierverhaltens<br />
wurden im Raum liegende Diagonalen, die sich <strong>in</strong> <strong>der</strong> vor<strong>der</strong>en<br />
Sphäre des Arbeitsraumes des Industrieroboters bef<strong>in</strong>den,<br />
gewählt. Für die Berechnung des Fehlerverhaltens<br />
müssen die Soll- <strong>und</strong> gemessenen Ist-werte <strong>in</strong> e<strong>in</strong>em geme<strong>in</strong>samen<br />
Koord<strong>in</strong>atensystem beschrieben werden. Die<br />
hierfür zu bestimmende Koord<strong>in</strong>atentranformation wurde<br />
über e<strong>in</strong> M<strong>in</strong>imierungsansatz, <strong>der</strong> sämtliche Fehler zwischen<br />
den Ist- <strong>und</strong> Sollkoord<strong>in</strong>aten <strong>der</strong> Messpunkte m<strong>in</strong>imiert,<br />
ermittelt. Der mittlere systematische Positionsfehler<br />
<strong>der</strong> Kugelradien des ab Werk ausgelieferten Industrie-<br />
roboters lag je nach Lage <strong>der</strong> Geraden <strong>in</strong> <strong>der</strong> Größenordnung<br />
von 3–5 mm.<br />
Die Wie<strong>der</strong>holgenauigkeit des Industrieroboters wurde<br />
mit <strong>in</strong> <strong>der</strong> vor<strong>der</strong>en Sphäre des Arbeitsraumes liegenden<br />
55 Posen, die jeweils <strong>in</strong> Masch<strong>in</strong>enkoord<strong>in</strong>aten mit positiver<br />
<strong>und</strong> negativer Anfahrrichtung 10 mal angefahren<br />
wurden, über <strong>in</strong>sgesamt 550 Messungen ermittelt. Die<br />
Streuung <strong>der</strong> Kugelradien ergab sich zu r ¼ 77 lm <strong>und</strong><br />
entspricht von <strong>der</strong> Größenordnung <strong>der</strong> Spezifikation<br />
des Herstellers.<br />
Zur Charakterisierung des Positionierverhaltens des mit<br />
e<strong>in</strong>em Multikamerasystem ausgestatten Industrieroboters<br />
wurde e<strong>in</strong> Messvolumen von ca. 1 m 3 herangezogen (siehe<br />
auch Abb. 9). Die Systemkalibration erfolgte über 56<br />
im Messvolumen verteilte Aktuatorposen. E<strong>in</strong>e Kontrolle<br />
des Positionerverhaltens wurde zwischen diesen Posen<br />
vollzogen. Die Ergebnisse <strong>in</strong> Abb. 12 zeigen, dass die absoluten<br />
Positionerfehler um mehr als e<strong>in</strong>e Größenordnung<br />
abnehmen. Der mittlere systematische Positionsfehler <strong>der</strong><br />
Kugelradien liegt bei ca. 300 lm. Dieses Verhalten gilt<br />
analog auch für die W<strong>in</strong>kelfehler des TCP, die <strong>in</strong>sbeson<strong>der</strong>e<br />
bei größeren Greifergeometrien bzw. größeren zu<br />
handhabenden Objekten bedeutsam werden.<br />
Bei dem e<strong>in</strong>gesetzten LED-Beleuchtungssystem (Light<br />
Emitt<strong>in</strong>g Diode) besteht e<strong>in</strong> nicht zu vernachlässigendes<br />
Optimierungspotenzial im H<strong>in</strong>blick auf e<strong>in</strong>e verbesserte<br />
(homogenere) Ausleuchtung <strong>in</strong>sbeson<strong>der</strong>e auch <strong>in</strong> den<br />
Randbereichen <strong>der</strong> Kamerasichtfel<strong>der</strong> (LED-Beleuchtungs-<br />
auf Objektivöffnungsw<strong>in</strong>kel abstimmen). Es lässt<br />
sich absehen, dass man dann mit hoher Wahrsche<strong>in</strong>lichkeit<br />
bis <strong>in</strong> den Genauigkeitsbereich von ca. 200 lm vorstoßen<br />
kann.<br />
8 Zusammenfassung <strong>und</strong> Ausblick<br />
Die Videometrie, <strong>Robotik</strong>, Fertigungs- <strong>und</strong> Montagetechnik<br />
hat <strong>und</strong> wird von <strong>der</strong> Entwicklung <strong>der</strong> Elektronik <strong>und</strong><br />
<strong>der</strong>en Bauste<strong>in</strong>en auch <strong>in</strong> Zukunft profitieren. Neben den<br />
hochauflösenden videometrischen Messsystemen ließen<br />
sich aber auch bei nicht zu hohen Anfor<strong>der</strong>ungen an<br />
Abb. 13: Positionierfehler D <strong>in</strong> <strong>der</strong><br />
Ebene (Roboter-Kalibration mittels<br />
Laser-Tracker)<br />
AVN 5/2009 185
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
die Messgenauigkeit Low-Cost-CCD/CMOS-Kamera-<br />
Systeme (z.B. Internet-Kamera) durch e<strong>in</strong>e Kamerabzw.<br />
Systemkalibration essenziell <strong>in</strong> ihrer Genauigkeit<br />
verbessern <strong>und</strong> somit für Messaufgaben mit mittleren Genauigkeitsanfor<strong>der</strong>ungen<br />
heranziehen. Mit den videometrischen<br />
Messsystemen können roboterunterstützte Topographie-<br />
<strong>und</strong> Konturvermessung von Komponenten <strong>und</strong><br />
Werkzeugen auf Maßhaltigkeit im Masch<strong>in</strong>enbau <strong>und</strong><br />
<strong>der</strong> Elektronik realisiert werden. E<strong>in</strong>e Fertigungs- <strong>und</strong><br />
Montageautomatisierung auch für kle<strong>in</strong>e Losgrößen<br />
o<strong>der</strong> <strong>in</strong>dividuelle zu berücksichtigen Fertigungs- <strong>und</strong> Lagetoleranzen<br />
<strong>in</strong> <strong>3D</strong> bzw. <strong>6D</strong> liegt damit preiswert im Bereich<br />
des Möglichen. Ebenso lassen sich mittels e<strong>in</strong>er videometrischen<br />
Fugen- o<strong>der</strong> Schweißnahtvermessung semiautonome<br />
Schweißroboter bis h<strong>in</strong> zu flexiblen Laser<br />
Remote Schweißsystemen realisieren. Nicht zuletzt können<br />
von diesen Konzepten sowohl die Navigation als auch<br />
mediz<strong>in</strong>ische Roboteranwendungen profitieren.<br />
Insgesamt liegt hier e<strong>in</strong> attraktives technisch, wirtschaftliches<br />
Potenzial vor, welches mit hoher Wahrsche<strong>in</strong>lich<br />
e<strong>in</strong>e nicht unwichtige Technologie für die <strong>in</strong>ternationale<br />
Wettbewerbsfähigkeit <strong>der</strong> europäischen Fertigungs<strong>in</strong>dustrie<br />
speziell auch <strong>der</strong> Luftfahrt<strong>in</strong>dustrie spielen wird.<br />
Literatur<br />
[1] BERG, J. O.: E<strong>in</strong> Meß- <strong>und</strong> Berechnungsverfahren zur Bestimmung<br />
<strong>und</strong> Verbesserung spezieller Kenngrößen beliebiger<br />
Industrieroboter : Dissertation am Fachbereich<br />
Masch<strong>in</strong>enbau <strong>der</strong> Universität <strong>der</strong> B<strong>und</strong>eswehr Hamburg.<br />
Hamburg : 1990<br />
[2] BORGELT, C.; KLAWONN, F.; KRUSE, R.; NAUCK, D.: Neuro-<br />
Fuzzy-Systeme. Vieweg & Sohn Verlagsgesellschaft/<br />
GWV Fachverlag GmbH, 3. Auflage 2003<br />
[3] BOYER, K. L.; KAK, A. C.: Color-Encoded Structured<br />
Light for Rapid Active Rang<strong>in</strong>g. IEEE Transactions on<br />
PAMI, Vol. PAMI-9, 1987, Seiten 24–28<br />
[4] BREUCKMANN, B.: Optische <strong>3D</strong>-Meßsysteme für Onl<strong>in</strong>e-<br />
Anwendungen. tm 10/1990, R. Oldenbourg Verlag<br />
GmbH, 1990<br />
[5] Chip Onl<strong>in</strong>e: Details zum Prozessor-Prototyp mit 80 Kernen.<br />
http://www.chip.de/news/c1_news_24211637.html,<br />
März 2007<br />
[6] DENAVIT, J.; HARTENBERG, R. S.: A K<strong>in</strong>ematic Notation for<br />
Lower-Pair Mechanisms Based on Matrices. ASME J. of<br />
Applied Mechanics, June 1955, Seiten 215–221<br />
[7] JIANG, X.; BUNKE, H.: Dreidimensionales Computersehen.<br />
Spr<strong>in</strong>ger Verlag GmbH & Co. KG, Berl<strong>in</strong> Heidelberg<br />
New York, 1997<br />
[8] FÖHR, R.: Photogrammetrische Erfassung räumlicher Informationen<br />
aus Videobil<strong>der</strong>n. Friedr. Vieweg Verlag &<br />
Sohn Verlagsgesellschaft mbH, Wiesbaden, 1990<br />
[9] GATES, B.: Roboter für je<strong>der</strong>mann. Spektrum <strong>der</strong> Wissanschaft,<br />
März 2007, Seiten 36–45<br />
[10] GERDES, R.; OTTERBACH, R.; KAMMÜLLER, R.: Kalibrierung<br />
e<strong>in</strong>es digitalen Bildverarbeitungssystems mit CCD-Kamera.<br />
Technisches Messen R. Oldenbourg Verlag<br />
GmbH, 60, 6 <strong>und</strong> 7/8, 1993, Teil I Seiten 255–261<br />
<strong>und</strong> Teil II Seiten 283–288<br />
[11] GERDES, SIEGEN R.: Dreidimensionales Messen mit e<strong>in</strong>er<br />
Videokamera unter Ausnutzung geometrischer Randbed<strong>in</strong>gungen.<br />
Düsseldorf : VDI-Verlag GmbH, 1994<br />
[12] GOSSEL, O.: Steigerung <strong>der</strong> Genauigkeit von Industrierobotern<br />
basierend auf e<strong>in</strong>er durchgängigen Genauigkeitsanalyse.<br />
Dissertation am Arbeitsbereich Werkzeugmasch<strong>in</strong>en<br />
<strong>und</strong> Automatisierungstechnik FT II <strong>der</strong> Technischen<br />
Universität Hamburg-Harburg, Hamburg, 1996<br />
[13] GOSWANNI, A.; QUAID, A.; PESHKIN, M.: Complete Parameter<br />
Identification of a Robot from partial Pose Information.<br />
Proc. IEEE Int. Conf. On Robotics and Automation,<br />
1993, Seiten 169–173<br />
[14] HELLENDORN, H.; DRIANKOV, D.: Fuzzy Model Identification,<br />
Spr<strong>in</strong>ger Verlag, Berl<strong>in</strong> Heidelberg New York, 1997<br />
[15] HOLLERBACH, J. M.: A Survey of K<strong>in</strong>ematics Calibration.<br />
The Robotics Review MIT Press, 1988, Seiten 207–242<br />
[16] IZQUIERDO, M. A. G.; SANCHEZ, M. T.; IBANEZ, A.; ULLATE, L. G.:<br />
Sub-pixel measurement of <strong>3D</strong> surfaces by laser scann<strong>in</strong>g.<br />
Sensors and Actuators A: Physical, 76, 1999, Seiten 1–8<br />
[17] KÜHN, W.: Untersuchung von Evolutionsstrategien zur<br />
Identifikation des nichtl<strong>in</strong>earen Systemverhaltens 6-achsiger<br />
Gelenkarmroboter, Dissertation am Fachbereich<br />
Produktionstechnik <strong>der</strong> Universität Bremen, Reihe 8.<br />
Nr. 267. Düsseldorf : VDI-Verlag GmbH, 1991<br />
[18] LAWSON, C. L.; HANSON, R. J.: Solv<strong>in</strong>g Least Squares Problems.<br />
Englewood Cliffs: Prentice-Hall International<br />
Inc., 1974<br />
[19] LENZ, R.; TSAI, R. Y.: Techniques for Calibration of the<br />
Scale Factor and Image Center for High Accuracy <strong>3D</strong><br />
Mach<strong>in</strong>e Vision Metrology. IBM Research Report RC<br />
54867, 1986<br />
[20] LENZ, R.: Videometrie mit CCD-Sensoren <strong>und</strong> Ihre Anwendung<br />
<strong>in</strong> <strong>der</strong> <strong>Robotik</strong>, Habilitation am Lehrstuhl für<br />
Nachrichtentechnik <strong>der</strong> Technischen Universität München.<br />
München, 1988<br />
[21] LOTZE, W.: Beste<strong>in</strong>passung von geometrischen Formelementen<br />
<strong>und</strong> Bohrbil<strong>der</strong>n mit def<strong>in</strong>ierten Toleranzzonen.<br />
Technisches Messen 67, Oldenbourg Verlag, 2000<br />
[22] LUHMANN, T.: E<strong>in</strong> hochauflösendes automatisches Bildmeßsystem.<br />
Dissertation, Wissenschaftliche Arbeiten<br />
<strong>der</strong> Fachrichtung Vermessungswesen <strong>der</strong> Universität<br />
Hannover, 1988<br />
[23] MALZ, R. W.: Codierte Lichtstrukturen für 3-D-Meßtechnik<br />
<strong>und</strong> Inspektion. Stuttgart : Dissertation, 1992<br />
[24] PAUL, R. P.: Robot Manipulators : Mathematics, Programm<strong>in</strong>g,<br />
and Control. Seventh pr<strong>in</strong>t<strong>in</strong>g Cambridge:<br />
The MIT Press, 1986<br />
[25] PRESS, W. H.; FLANNERY, B. P.; TEUKOLSKY, S. A.; VETTER-<br />
LING, W. T.: Numerical Recipes <strong>in</strong> C. Cambridge New<br />
York: Cambridge University Press, 1990<br />
[26] RALL, K.; WOLLNACK, J.; GOSSEL, O.: K<strong>in</strong>ematische Ketten:<br />
Schnelle <strong>und</strong> exakte Differentiation. Automatisierungstechnik,<br />
Oldenbourg Verlag GmbH, München, at<br />
1/95, 1995, Seiten 14–23<br />
[27] ROTH, Z. S.; MOORING, B. W.; RAVANI, B.: An Overview of<br />
Robot Calibration. IEEE J. Robotics and Automation<br />
Vol. RA-5 No. 5, 1987, Seiten 377–385<br />
[28] SARH, B.: Beitrag zur Optimierung von Prozeßparametern<br />
für Endeffektoren von flexibel automatisierten Montagesystemen<br />
des Flugzeugbaus. Dissertation, Technische<br />
Universität Hamburg-Harburg, 1992<br />
[29] SCHRÖER, K.: Identifikation von Kalibrationsparametern<br />
k<strong>in</strong>ematischer Ketten, Dissertation, Produktionstechnik-Berl<strong>in</strong>,<br />
Forschungsberichte für die Praxis 126. München<br />
Wien : Carl Hanser Verlag GmbH & Co., 1993<br />
[30] TANG, G.-R.; MOORING, B. W.: Plane Motion Approach to<br />
Manipulator Calibration. Int. Journal of Advanced Manufactur<strong>in</strong>g<br />
Technology, 1992, Seiten 21–28<br />
186 AVN 5/2009
J. Wollnack – <strong>3D</strong>/<strong>6D</strong>-<strong>Visionsysteme</strong> <strong>und</strong> <strong>Lasermessverfahren</strong> <strong>in</strong> <strong>der</strong> <strong>Robotik</strong> <strong>und</strong> Fertigungstechnik <strong>der</strong> Luftfahrt<strong>in</strong>dustrie<br />
[31] TSAI, R. Y.: AVersatile Camera Calibration Technique for<br />
High Accuracy <strong>3D</strong> Mach<strong>in</strong>e Vision Metrology us<strong>in</strong>g Offthe-Shelf<br />
Cameras and Lenses. IBM Res. Rep. RC<br />
54867, 1985<br />
[32] TSAI, D. M.: A Mach<strong>in</strong>e Vision Approach for Detect<strong>in</strong>g<br />
and Inspect<strong>in</strong>g Circular parts. The International Journal<br />
of Advanced Manufactur<strong>in</strong>g Technology, 1999, Seiten<br />
217–221<br />
[33] WOLLNACK, J.: Videometrische Verfahren zur Genauigkeitssteigerung<br />
von Industrierobotern, Habilitation, Forschungsschwerpunkt<br />
Werkstoffe – Konstruktion – Fertigung<br />
<strong>der</strong> Technischen Universität Hamburg-Harburg,<br />
Technischen Universität Hamburg-Harburg, März<br />
2000, Shaker Verlag 2001<br />
[34] WOLLNACK, J.: Precision Increase of Industrial Robots.<br />
Second Asian Symposium Industrial Automation and<br />
Robotics, 17–18 May 2001, pp. 16–24<br />
[35] WOLLNACK, J.; RALL, K.; QUELLMALZ, W.: Flexibilisierte,<br />
automatisierte Großbauteilmontage, VDI-Z WT Werkstattstechnik<br />
onl<strong>in</strong>e, Spr<strong>in</strong>ger Verlag, 12/2001,<br />
www.technikwissen.de/wt/2001/12/16.htm<br />
[36] WOLLNACK, J.; RALL, K.; QUELLMALZ, W.: Videometrische<br />
Messverfahren für die Flugzeugmontage, VDI-Z WT Integrierte<br />
Produktion, Spr<strong>in</strong>ger Verlag, 4/2002, Seiten<br />
60–61<br />
[37] WOLLNACK, J.: Positions- <strong>und</strong> Orientierungsbestimmung<br />
auf <strong>der</strong> Basis von Positions<strong>in</strong>formationen, Technisches<br />
Imag<strong>in</strong>g with Synthetic Aperture Radar<br />
DIDIER MASSONET &JEAN-<br />
CLAUDE SOUYRIS, 2008,<br />
EPFL Press, 280 Seiten,<br />
ISBN 8978-2-940222-15-5;<br />
CRC Press<br />
ISBN 978-0-8493-8239-0.<br />
Die Bedeutung von Synthetic<br />
Aperture Radar (SAR) fürdie<br />
Geowissenschaften wird alle<strong>in</strong><br />
schon durch die große<br />
Anzahl von Neuersche<strong>in</strong>ungen<br />
<strong>in</strong> den letzten Jahren<br />
auf diesem Gebiet dokumentiert.<br />
Beson<strong>der</strong>s die Möglichkeit,<br />
großräumig vom Satelliten<br />
<strong>und</strong>/o<strong>der</strong> vom Flugzeug<br />
aus zu je<strong>der</strong> Tages- <strong>und</strong><br />
Nachtzeit <strong>und</strong> allen Wetterbed<strong>in</strong>gungen<br />
die Erdoberfläche<br />
<strong>und</strong> <strong>der</strong>en zeitlichen<br />
Än<strong>der</strong>ungen mit hoher Genauigkeit<br />
flächenhaft zu beobachten,<br />
macht dieses Messverfahren<br />
für Geodäten <strong>und</strong><br />
Geophysiker so reizvoll.<br />
Will man SAR, se<strong>in</strong>en Aufbau<br />
<strong>und</strong> Wirkungsweise ver-<br />
stehen <strong>und</strong> se<strong>in</strong>e Möglichkeiten<br />
voll ausschöpfen, ist<br />
umfangreiches Gr<strong>und</strong>lagenwissen<br />
nötig, das über den<br />
Rahmen <strong>der</strong> Ausbildung <strong>in</strong><br />
Geodäsie o<strong>der</strong> Geophysik<br />
weit h<strong>in</strong>ausgeht. Dieses<br />
musste man sich aus Artikeln<br />
<strong>in</strong> Fachzeitschriften <strong>und</strong><br />
Fachbücher <strong>der</strong> Elektrotechnik,<br />
– im speziellen <strong>der</strong> Radartechnologie<br />
– <strong>und</strong> <strong>der</strong><br />
Fernerk<strong>und</strong>ung, zusammensuchen.<br />
Dieses Problem löst jetzt das<br />
Buch „Imag<strong>in</strong>g with Synthetic<br />
Aperture Radar“ von Didier<br />
Massonet <strong>und</strong> Jean-<br />
Claude Souyris, zwei ausgewiesenen<br />
Experten auf dem<br />
Gebiet des SAR. Auf 280<br />
Seiten werden das nötige<br />
Gr<strong>und</strong>lagenwissen vermittelt<br />
<strong>und</strong> die <strong>der</strong>zeitigen Prozessierungsmethoden<br />
behandelt,<br />
um SAR selbst, die Erzeugung<br />
von SAR-Szenen <strong>und</strong><br />
<strong>der</strong>en Interpretation erfolg-<br />
Messen (tm), Veröffentlichung Heft 06.2002, Seiten<br />
308–316<br />
[38] WOLLNACK, J.; STEPANEK, P.: Formkorrektur <strong>und</strong> Lageführung<br />
für e<strong>in</strong>e flexible <strong>und</strong> automatisierte Großbauteilmontage,<br />
VDI-Z WT Werkstattstechnik onl<strong>in</strong>e, Spr<strong>in</strong>ger<br />
Verlag, 2004<br />
[39] WOLLNACK, J.: Lehrunterlagen <strong>Robotik</strong> (Analyse, Modellierung<br />
<strong>und</strong> Identifikation), http://www.tu-harburg.de/<br />
ft2/wo/, 2007<br />
[40] STEPANEK, P.: Flexibel automatisierte Montage von leicht<br />
verformbaren großvolumigen Bauteilen, Shaker Verlag,<br />
Januar 2007<br />
[41] ZHUANG, H.; ROTH, X.XU; WANG, K.: Camera Calibrations<br />
Issues <strong>in</strong> Robot Calibration with Eye-On-hand Configuration.<br />
Int. J. Robotics and Computer-Integrated Manufactur<strong>in</strong>g,<br />
Vol. 10, No. 6, 1993, Seiten 401–412<br />
Anschrift des Verfassers:<br />
Dr.-Ing. habil. JÖRG WOLLNACK, Technische Universität<br />
Hamburg-Harburg, Institut für Werkzeugmasch<strong>in</strong>en,<br />
Roboter <strong>und</strong> Montageanlagen, Denickestraße 17,<br />
21073 Hamburg, Tel. 49-(0) 40-4 28 78-34 94,<br />
E-Mail: wollnack@tu-harburg.de<br />
reich zu verstehen <strong>und</strong> anwenden<br />
zu können.<br />
Das Buch ist <strong>in</strong> 5 Kapitel geglie<strong>der</strong>t.<br />
Jedes Kapitel wird<br />
mit e<strong>in</strong>em Literaturverzeichnis<br />
abgeschlossen, das die relevante<br />
zitierten <strong>und</strong> weiterführenden<br />
Artikel <strong>und</strong> Fachbücher<br />
auflistet. Das Buch<br />
wird mit e<strong>in</strong>em umfangreichen<br />
Indexverzeichnis abgeschlossen.<br />
Das Buch behandelt vor allem<br />
die Erzeugung von<br />
SAR-Szenen aus Radarsignalen.<br />
Diese wird vor allem<br />
durch die rasante Entwicklung<br />
<strong>der</strong> heutigen Rechner<br />
<strong>und</strong> Speichermöglichkeiten<br />
bestimmt. Entsprechend dazu<br />
werden <strong>in</strong> dem Buch vor<br />
allem Methoden behandelt,<br />
die früher nur mit Hochleistungsrechnern<br />
<strong>in</strong> Großrechenzentren<br />
wirtschaftlich<br />
gelöst werden konnten. Kapitel<br />
1 überschrieben mit „A<br />
Theoretical Emergency Kit<br />
BUCHBESPRECHUNGEN<br />
. . . . . . . . . . . . . . . . . . .<br />
for SAR Imagery“ stellt die<br />
wichtigsten physikalischen<br />
<strong>und</strong> mathematischen Gr<strong>und</strong>lagen<br />
<strong>der</strong> Radartechnologie<br />
<strong>und</strong> <strong>der</strong> SAR-Szenenprozessierung<br />
– wie Maxwell-Gleichungen,<br />
SAR Antennen,<br />
Rückstrahlverhalten <strong>der</strong> Erdoberfläche<br />
o<strong>der</strong> Fourier-<br />
Transformation – dar.<br />
Kapitel 2 „SAR Process<strong>in</strong>g:<br />
At the Heart of the SAR<br />
Technique“ beschreibt im<br />
Detail die Erfassung von Radarbil<strong>der</strong>n<br />
mit <strong>der</strong> SAR-<br />
Technologie <strong>und</strong> die Gr<strong>und</strong>lagen<br />
<strong>der</strong> geometrischen<br />
Auswertung <strong>der</strong> Radarsignale.<br />
Hierbei wird auf die<br />
wichtigsten heute benutzten<br />
Rechenverfahren e<strong>in</strong>gegangen<br />
<strong>und</strong> die Lösungsansätze<br />
dazu kurz beschrieben, um<br />
so genannte „S<strong>in</strong>gle Look<br />
Complex“-Szenen (SLC) zu<br />
erzeugen.<br />
weiter auf S. 199<br />
AVN 5/2009 187