

Welding Fabrication Standards - EWF
Welding Fabrication Standards - EWF
Welding Fabrication Standards - EWF

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Welding</strong> <strong>Fabrication</strong> <strong>Standards</strong> Page 34<br />
other applications of the instruments. “Normal” ( standardised) procedures for calibration,<br />
verification and validation of the instruments may be too stringent and costly, if applied for welding<br />
purposes.<br />
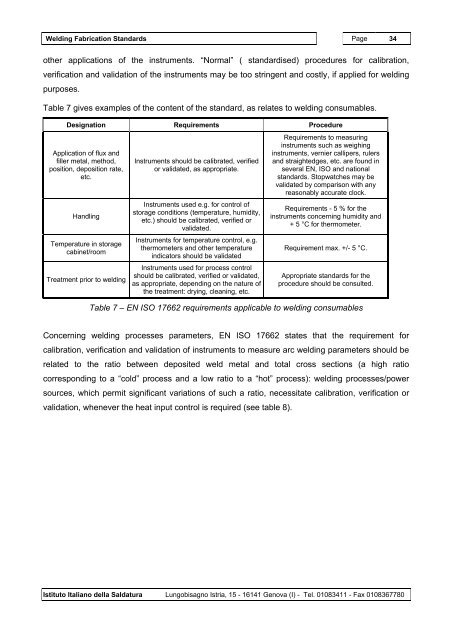
Table 7 gives examples of the content of the standard, as relates to welding consumables.<br />
Designation Requirements Procedure<br />
Application of flux and<br />
filler metal, method,<br />
position, deposition rate,<br />
etc.<br />
Handling<br />
Temperature in storage<br />
cabinet/room<br />
Treatment prior to welding<br />
Instruments should be calibrated, verified<br />
or validated, as appropriate.<br />
Instruments used e.g. for control of<br />
storage conditions (temperature, humidity,<br />
etc.) should be calibrated, verified or<br />
validated.<br />
Instruments for temperature control, e.g.<br />
thermometers and other temperature<br />
indicators should be validated<br />
Instruments used for process control<br />
should be calibrated, verified or validated,<br />
as appropriate, depending on the nature of<br />
the treatment: drying, cleaning, etc.<br />
Requirements to measuring<br />
instruments such as weighing<br />
instruments, vernier callipers, rulers<br />
and straightedges, etc. are found in<br />
several EN, ISO and national<br />
standards. Stopwatches may be<br />
validated by comparison with any<br />
reasonably accurate clock.<br />
Requirements - 5 % for the<br />
instruments concerning humidity and<br />
+ 5 °C for thermometer.<br />
Requirement max. +/- 5 °C.<br />
Appropriate standards for the<br />
procedure should be consulted.<br />
Table 7 – EN ISO 17662 requirements applicable to welding consumables<br />
Concerning welding processes parameters, EN ISO 17662 states that the requirement for<br />
calibration, verification and validation of instruments to measure arc welding parameters should be<br />
related to the ratio between deposited weld metal and total cross sections (a high ratio<br />
corresponding to a “cold” process and a low ratio to a “hot” process): welding processes/power<br />
sources, which permit significant variations of such a ratio, necessitate calibration, verification or<br />
validation, whenever the heat input control is required (see table 8).<br />
Istituto Italiano della Saldatura Lungobisagno Istria, 15 - 16141 Genova (I) - Tel. 01083411 - Fax 0108367780














