Modernization - Hitachi Power Europe GmbH
Modernization - Hitachi Power Europe GmbH
Modernization - Hitachi Power Europe GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Modernization</strong><br />
of Combustion Systems
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong><br />
2<br />
Contents<br />
<strong>Modernization</strong> of<br />
Combustion Systems<br />
Key for a Successful<br />
3<br />
Rehabilitation Project 4<br />
Competence in Firing Systems 8<br />
Our Own Manufacturing Facilities 9<br />
Success Products<br />
Solutions to Increasing<br />
10<br />
Plant Flexibility 18<br />
Rehabilitations – References 20<br />
Inspire the Next 22<br />
1 2<br />
Technology Leader with Excellent References<br />
Whether as a plant constructor or as a supplier of key components, <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong><br />
<strong>GmbH</strong> (HPE) is one of the technology and market leaders in fossil-fired power plants.<br />
The company – a subsidiary of <strong>Hitachi</strong>, Ltd. – has its head offices in Duisburg. HPE designs<br />
and builds not only power plants but also supplies all the key components such as utility<br />
steam generators, environmental engineering equipment, turbines and pulverizers. In so<br />
doing, HPE can turn back to a track record going back over many years, an extensive list<br />
of references and to the outstanding know-how of its workforce. Within the <strong>Hitachi</strong> Group,<br />
HPE is responsible for the markets in <strong>Europe</strong>, Africa, Russia (incl. Belarus) and India.<br />
4<br />
6<br />
5<br />
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong>, Duisburg<br />
Babcock Fertigungszentrum <strong>GmbH</strong>, Oberhausen<br />
BGR Boilers Private Ltd., Chennai<br />
Donges SteelTec <strong>GmbH</strong>, Darmstadt<br />
5 <strong>Hitachi</strong> <strong>Power</strong> Africa (Pty) Ltd., Johannesburg<br />
6 Meeraner Dampfkesselbau <strong>GmbH</strong>, Meerane<br />
3
<strong>Modernization</strong> of Combustion Systems<br />
Low Emission and Flexibility Issues<br />
Present developments on the energy market are enlarging the wide portfolio of modernization<br />
schemes by flexibility issues as, in the future, conventional power plants will be facing<br />
competition for power production during those limited and fluctuating time cycles caused<br />
by increased production from renewable energies.<br />
<strong>Modernization</strong> measures usually comprise<br />
■■Increase of availability, efficiency and performance<br />
■■Optimization of combustion process, reduction of emissions<br />
■■Lifetime extensions<br />
This is extended nowadays by flexibility issues like<br />
■■Load ramp enhancement<br />
■■Startup / low load optimization<br />
■■Fuel alternatives (fuel change, biomass, pre-dried pulverized fuel, skip of oil / gas)<br />
■■Pulverized fuel storage<br />
Complex measures are required to operate existing units economically under these new<br />
market conditions. Here modernization of the firing system plays a key role. HPE, as a<br />
modern technology supplier with many years of competence in the worldwide new-built<br />
and rehabilitation business, is on hand both for classic rehabilitation and the new tasks.<br />
Combustion solutions<br />
using HPE’s<br />
innovative swirl<br />
burner technology<br />
for all fuels<br />
For all modernization work involving the combustion<br />
process, HPE delivers – based on its own technology and<br />
key components * – the required advanced<br />
Milling technology<br />
(lignite, bituminous<br />
coal)<br />
Coal feeder<br />
and deashing<br />
technology<br />
in combination with a wealth of experience with other components like fans, air heaters, soot blowers and<br />
pumps from ongoing contracts<br />
* See also HPE brochure: Solid Fuel Firing Systems and Components<br />
Pressure parts,<br />
ductworks<br />
<strong>Modernization</strong> of Combustion Systems 3
Key for a Successful Rehabilitation Project<br />
4<br />
Own Engineering and Technology<br />
Within the last 30 years HPE has gained experience from more than 550 modernization<br />
schemes, rehabilitation work and studies worldwide and thus HPE is your partner for<br />
challenging rehabilitation undertakings for the entire boiler.<br />
Overall Rehabilitation<br />
Performance Increase 42%<br />
Upgrade of<br />
Combustion System<br />
NO X Reduction 19%<br />
HPE’s primary interest is the engineering driven concept of design for best solutions as<br />
well as supplying its own key components – with labor intensive manufacturing as well<br />
as dismantling / erection work to be executed by local partners (advised / supervised by HPE<br />
specialists) or by power plant staff.<br />
HPE offers advantages in technology and competence for your project<br />
■■Experienced acknowledged specialists and contact partners<br />
■■Own product development (patents), own software development –<br />
partly in <strong>Hitachi</strong> wide cooperation<br />
■■Active participation (project leader) in essential research activities<br />
■■Parametric design, supported by up-to-date tools (PDS, ProE)<br />
■■Accredited own laboratory for coal, ash and damage analysis<br />
Increase of Efficiency<br />
19% and Availability<br />
Redesign of<br />
Firing System<br />
10% Fuel Change<br />
Lifetime Extension /<br />
10% Others<br />
■■Experience gained from worldwide commissioning and operation of ongoing plants<br />
■■CFD simulation (Computational Fluid Dynamic calculations) to support design concepts
Co-operative Approach<br />
We are your partner for complex rehabilitation work in which – through process optimization<br />
of plants and components – remarkable economic and ecological improvements are<br />
gained. This can even come from a simple design solution supported by CFD simulation<br />
calculations. HPE has already designed the most effective of concepts in instances of<br />
where the OEM’s solutions have failed.<br />
Your detailed plant /<br />
component expertise<br />
including knowledge<br />
about damage and<br />
malfunctions as well<br />
as your draft ideas for<br />
improvement.<br />
Upfront of a potential rehabilitation HPE offers engineering concepts for a common stepwise<br />
approach:<br />
Time and Budget Saving Procedure for a Solution Demonstration<br />
Basis of the Ultimate Solution<br />
Detailed Study<br />
Common<br />
Investigation<br />
for Problem<br />
Analysis<br />
The benefits<br />
■■HPE’s proven cost- and time efficient way of proceeding for identification of<br />
potential measures<br />
Our experts’ knowledge<br />
+ =<br />
about solutions and expe- Bundled “hand in hand”<br />
rience obtained in similar knowledge as best basis<br />
applications worldwide. * for the project, from<br />
* Example: Similar grinding /<br />
the first idea up to<br />
firing topics in the Balkans and successful completion.<br />
Australia<br />
ExPERiEnCE ExCHanGE with plant staff<br />
HPE REviEW of plant data<br />
UPGRaDE OF PilOT EqUiPMEnT<br />
for demonstration purposes<br />
UPGRaDE COnCEPT (by HPE) supported by<br />
CFD simulation with budget indication<br />
SiTE invESTiGaTiOn Mill measurement<br />
program and coal /ash analysis by HPE<br />
■■Development of effective measures for complete rehabilitation to schedule<br />
■■Risk limitation due to solutions supported by Simulation Calculations (CFD)<br />
Should you be interested, we are more than ready to discuss these steps in detail with you.<br />
<strong>Modernization</strong> of Combustion Systems 5
Key for a Successful Rehabilitation Project<br />
6<br />
CFD Simulation Calculations<br />
CFD programs can be applied by many users. However without validation by reality and<br />
associated calibration, the results may not serve as a reliable design support.<br />
For HPE these programs are essential as valuable tools in supporting concept developments.<br />
For this reason, HPE is very much interested in permanently calibrating those programs for<br />
simulation of fluid dynamics and emissions from its own know-how and latest HPE supplier<br />
experience. The aim of this validation is to have a reliable tool during the design stage to<br />
simulate the reality for even complex issues.<br />
By application of these calibrated CFD programs, verification is undertaken of HPE’s engi-<br />
neered solution for optimization of the components or complete plants.<br />
Feedback from Reality<br />
■■<strong>Hitachi</strong>’s own test facilities<br />
■■Intensive research and<br />
development activities<br />
■■HPE’s own laboratory<br />
(accredited DIN EN ISO / IEC 17025)<br />
■■HPE’s own commissioning<br />
experts / activities<br />
■■Testing of research findings<br />
in utility plants<br />
■■Operation experience from<br />
utility plants<br />
■■Many years of Babcock / <strong>Hitachi</strong><br />
know-how<br />
■■<strong>Hitachi</strong>’s internal (German-Japan)<br />
experience exchange for<br />
continuous optimization and<br />
development of the latest calculation<br />
methods
Visualization of Improvements<br />
Thus for potential rehabilitation purposes, both the existing situation with related problems<br />
as well as the future situation can be demonstrated after implementation of HPE’s concept<br />
from an impressive visual comparison – this is done during the early stage without<br />
affecting the plant – and under reasonable costs.<br />
latest Developments<br />
Meanwhile the development of the simulation programs has been extended with the result that<br />
■■Dynamics of ignition and combustion process at burners as well as<br />
■■Location and rate of wear, e. g. in PF ducts<br />
can be impressively simulated; the latter being an important forecasting element for the service<br />
and maintenance department.<br />
Existing Situation HPE Upgrade Concept<br />
Same task for similar mills (Serbia /Australia)<br />
This procedure from CFD simulation support has proven to be successful. Based on key<br />
boiler data and parameters, coal / ash analysis as well as information about malfunction,<br />
studies enable HPE to evaluate the intended rehabilitation measures.<br />
In line with the given project task, HPE defines the required scope of measures and related<br />
guarantee values and evaluates budget requirements.<br />
<strong>Modernization</strong> of Combustion Systems 7
Competence in Firing Systems<br />
8<br />
Main Driver for Plant Improvement<br />
Process optimization of the combustion process together with the most advanced grinding<br />
and firing equipment allow HPE to offer efficient rehabilitation work at reasonable costs.<br />
Solutions for burners, grinding equipment as well as the furnace – which have been refined<br />
for over 10 years now – are optimized using the above simulation calculations. Typical firing<br />
problems which can lead to inefficient operations, unnecessary emissions or even plant<br />
damage are the following:<br />
■■Unstable coal firing<br />
■■Support firing<br />
■■Over-high emissions (NOX, CO)<br />
■■Problems with fuel change-overs<br />
■■Incomplete combustion (high UBC values)<br />
■■Over-high furnace end temperature (FEGT)<br />
■■Slagging / fouling problems<br />
■■Furnace wall corrosion<br />
As a rule, in order to reach optimization targets on a sustainable basis, all related systems like<br />
grinding equipment, burners and the furnace need to be considered as a whole. Optimized<br />
grinding is the key to successful firing rehabilitation. Related mill measurements on existing<br />
plants provide valuable information on the optimization potential. Improved grinding perfor-<br />
mance in combination with HPE’s modern burner generation represent proven solutions for<br />
sustainable boiler modernization. However, for successful low NO X firing rehabilitation, infil-<br />
trated air needs to be reduced – it should not exceed 15 % (lignite) or 5 % (bituminous coal)<br />
at furnace exit. Therefore, seal tightness issues also need to be considered – something<br />
which is also beneficial for economic plant operation.<br />
Boiler Height /Flue Gas Path<br />
Low NO x Rehabilitation:<br />
Temperature Profiles<br />
Existing: Jet Burner<br />
λ = 1.29 no OFA<br />
Furnace Exit<br />
➔ Over Fire Air<br />
Burner<br />
Zone<br />
Typical<br />
Flue Gas Temperature<br />
New: RS ® Burner<br />
λ = 1.18 with OFA<br />
not only mills and burners<br />
In connection with a rehabilitation of the firing<br />
equipment, HPE also analyses the impact of<br />
changes in boiler heat transfer due to com-<br />
bustion air reduction – as it is the case with<br />
most low NO X rehabilitations (see also typical<br />
sketch for a revamp with RS ® Burners).<br />
Given obvious variations, we would propose<br />
measures to secure the original steam<br />
parameters either at the turbine entry or<br />
at the district heating extraction system.
Our Own Manufacturing Facilities<br />
Maximum Quality<br />
in contrast to most other solution provider, <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> can utilize its own<br />
manufacturing.<br />
This includes pressure parts for utility steam generators and headers (at “Meeraner Dampf-<br />
kesselbau <strong>GmbH</strong>”), coal mills and burners (“Babcock Fertigungszentrum <strong>GmbH</strong>”), material<br />
handling systems and steel structures (“Donges SteelTec <strong>GmbH</strong>”). As a result, HPE is not<br />
primarily tied to sub-contractors and creates a true “Alliance for Quality”.<br />
Maximum quality is needed in power plant engineering particularly since components are<br />
subject to considerable stresses and must dependably perform their functions for decades<br />
under continuous operations. That is why HPE’s subsidiaries have established special priori-<br />
ties in controlling production quality. Thanks to constant refinements in high-tech materials<br />
involving, for instance, special alloys for pressure parts, components can be used even more<br />
economically and in a more environmentally compatible manner. Based on this experience<br />
and depending on the project prerequisites, co-operation with local partners is also an option.<br />
<strong>Modernization</strong> of Combustion Systems 9
Success Products<br />
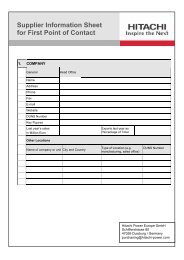
Exemplary for HPE’s competence is<br />
the upgrade in Weisweiler PP at fan mill<br />
N80.75. Instead of the requested contractual<br />
throughput increase of almost 10 %,<br />
the reasonable measures which HPE took<br />
resulted in a 40 % increase<br />
10<br />
The Grinding System –<br />
Key Component with Huge Refurbishment Potential<br />
Optimized grinding in terms of throughput and grinding fineness and by in parallel<br />
minimization of wear is the goal of mill rehabilitations. Even without any firing upgrades,<br />
HPE has attained remarkable plant improvements which, in the main, have impacted<br />
positively on boiler operation efficiencies.<br />
As a specialist for mills with its own technology, HPE possesses enormous competence in all<br />
kinds of mills and coals for new installations and upgrades – the latter also for “Non OEM”<br />
mills. HPE’s comprehensive knowledge on grinding and fluid dynamics within the mills /<br />
classifiers and their optimization potential allows the company to improve matters through<br />
simple design measures backed up by CFD simulation.<br />
DGS ® Mills, NV Mills, N Mills for Lignite<br />
The main challenge behind a lignite mill upgrade is to optimize the contradictory targets of<br />
fuel throughput and grinding fineness in such a way that the increase of fuel throughput –<br />
mostly in connection with improved grinding fineness – can be obtained by a minimum of<br />
wear with consideration given to the permitted conditions (temperature, oxygen content).<br />
Performance can often be improved remarkably without the need to invest in any increase of<br />
fan wheel speed or fan wheel diameter – something usually requiring either an upgrade or<br />
replacement of, for instance, the wheel itself, shafts, bearings, drive and coupling.<br />
Efficient constructive measures either in the preheater section (for DGS ® mills), classifier<br />
(NV, N mills) or in the mill housing are HPE’s specialty for tapping the full potential of the<br />
mill – again supported by cfd simulation.
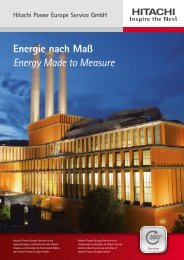
MPS ® Mills for Bituminous Coal<br />
The performance of vertical spindle mills depends on the geometric dimensions, revolution<br />
speed of the grinding table and the grinding force itself.<br />
MPS ® Mill<br />
As a prerequisite for these mill upgrades it needs to be ensured that sufficient delivery air is<br />
available and that the mill primary air pressure as well as mill drive power have the required<br />
margins. This necessitates also investigating the mill motor, PA fans and pf-piping in detail.<br />
Application of the above measures for variable adjustment of dust fineness during operation<br />
also secures higher flexibility during load changes and a temporary increase of pulverized fuel<br />
outlet capacity.<br />
SLS Classifier –<br />
latest classifier design<br />
Passing (%)<br />
99.99<br />
99.90<br />
99.00<br />
90.00<br />
80.00<br />
70.00<br />
60.00<br />
50.00<br />
30<br />
Particle Size in µm<br />
50 63 70 90 150 200 300 500 700<br />
V3 V1 V5<br />
0.01<br />
110 rpm<br />
100 rpm<br />
85 rpm<br />
40.00<br />
400 270 200 140 100 70 50 30<br />
U.S. Standard Sieve<br />
0 rpm<br />
0.1<br />
1.0<br />
V6<br />
10<br />
20<br />
30<br />
40<br />
50<br />
60<br />
Residue R (%)<br />
Measures for increasing grinding capacity:<br />
■ Conversion of existing gearbox or<br />
replacement by new gearbox to increase<br />
the mill table speed<br />
■ Implementation of an adjustable hydraulic<br />
grinding force system<br />
■ Increase of maximal grinding forces by<br />
reinforcement of bearings, drives, tension<br />
frame, tension rod, hydraulic system, etc.<br />
■ Optimization and new design of grinding<br />
rollers and grinding segments<br />
with the latter two being complex solutions<br />
securing capacity increases of up to 60 %<br />
Measures for improved grinding fineness<br />
(steeper distribution curve):<br />
■ Replacement with new dynamic classifiers,<br />
often in existing classifier house<br />
■ Classifier drive equipped with frequency<br />
inverters<br />
Both comparatively simple conversions<br />
which by maintaining pulverized fuel fineness<br />
increase mill throughput by up to 10 %<br />
<strong>Modernization</strong> of Combustion Systems 11
Success Products<br />
12<br />
HPE Burner Fleet<br />
lignite /<br />
brown Coal<br />
Sub<br />
bituminous<br />
State-of-the-art Combustion with Proven Burners<br />
from HPE<br />
HPE’s ongoing burner fleet covers the whole fuel range for thermal applications<br />
■■For all fossil fuels – from anthracite via bituminous and sub-bituminous coal up to lignite,<br />
including pre-dried lignite as well as different kinds of oil and gas qualities<br />
■■For many biomass applications and their dried or torrefied variants<br />
bituminous anthracite biomass<br />
(co-firing)<br />
All burners are based on the same design philosophy, which derives from HPE experts’<br />
knowledge and detailed understanding about the ignition and combustion process.<br />
Full combustion control<br />
HPE’s burners are characterized by excellent ignition thus ensuring controlled combustion<br />
over a wide range together with high flame stability and low emission values. Due to their<br />
features the burners can cope admirably with high fuel flexibility. Firing systems designed for<br />
problematical coals can be significantly simplified. HPE’s burners are designed for stoichio-<br />
metric conditions. This impacts positively on the fouling and slagging behavior – even with the<br />
properties of problematical fuels – and optimally protects the furnace walls against corrosive<br />
flue gas products.<br />
biomass<br />
(stand-alone)<br />
pf dried pf dried pf dried pf dried pf dried pf dried<br />
The principle of staged burner design is focused on fuel treatment to prepare the particles for<br />
pyrolysis and ignition under the required conditions. The characteristic features are expressed<br />
Oil /<br />
Gas<br />
bFG Turn down ratio<br />
(Control range)<br />
by the definition of initiation and course of ignition – with the latter meeting the equation:<br />
IGNITION = PYROLYSIS + OXIDATION<br />
burner<br />
Size MW th<br />
DS ® X X X X X 1 : 3.5 20 – 100<br />
RS ® X X X 1 : 2 30 – 80<br />
DST X X X X X X 1 : 17 20 – 60<br />
ADS X 1 : 4 10 – 60<br />
SG X 1 : 2 20 – 60
All HPE burners are of concentric design with swirl flow in all sections and devices such<br />
as fuel nozzle and deflection cones. The CFD supported design ensures best combustion<br />
performance in line with fuel and furnace requirements.<br />
All burners apply staged combustion as an intermediate sub-stoichiometric primary flame<br />
securing low NO X values, combined with sufficient secondary / tertiary air supply even for<br />
over-stoichiometric combustion.<br />
Following operational highlights characterize HPE-patented burners<br />
■■Excellent flame stability even under high fuel flexibility<br />
■■Stable flame attachment to the fuel nozzle<br />
■■Extensive burner control range with good part load performance<br />
■■Very low NOX emissions due to focus on pyrolysis and ignition processes<br />
■■Benefits of stoichiometric / overstoichiometric operation<br />
(less fouling / slagging, corrosion protection)<br />
■■Easy replacement or adaptation to existing burner<br />
■■Minimum wear with a minimum 5 years / 24,000 hrs. lifetime guaranteed<br />
Secondary Air Swirler – CFD Optimized Design<br />
<strong>Modernization</strong> of Combustion Systems 13
Success Products<br />
DS ® Burners are also suitable for<br />
biomass co-combustion, as shown with<br />
DS ® Burner flame (35 MW),<br />
co-combustion coal (60 %) + sawdust (40 %)<br />
14<br />
DS ® Burner for Bituminous Coal<br />
DS ® Burner<br />
Igniter<br />
Pulverized Fuel<br />
Core Air<br />
Adjustable Swirlers<br />
DS ® burners were introduced early in the 1990s and continuously developed over the<br />
years. Since 1992 more than 1,500 burners of this type have been successfully placed into<br />
operation and applied both in new installations and rehabilitations. This staged burner type<br />
can be used in direct firing systems for nearly all kinds of pulverized solid fuel qualities.<br />
The burner has a concentric design with swirled flow streams in all burner sections. The DS ®<br />
Burner is the first of its kind enabling the above controlled ignition and staged combustion<br />
process. It represents the basis model for the development of the other burner types. Due to<br />
its excellent flame stability, the DS ® Burner comes up with a control range of 1: 3.8 whereas<br />
normal coal burners are limited to 1: 2. The burner is suitable for individual combustion air<br />
supply as well as windbox arrangements.<br />
DS ® W Burner Design for a Windbox Arrangement<br />
Secondary Air<br />
Tertiary Air<br />
Fuel Nozzle
RS ® Burner for Lignite<br />
RS ® Burner<br />
logical progression of a successful burner generation comes in the form of RS ® burner<br />
development for lignite combustion. in contrast to conventional jet burners, the innovative<br />
RS ® burner concept is focused on stable fuel ignition at the burner tip.<br />
This principle coming from DS ® Burner technology has proved its success in many applications<br />
where existing jet burners have been completely refurbished by burners of this type. Close on<br />
150 burners have been installed at a total of 10 boilers.<br />
The new boiler at Boxberg Unit R (670 MW – commissioned by end of 2011) is the first of<br />
its kind which is equipped with RS ® Burners in an “all-wall-firing concept”. This convincing<br />
concept – from the arrangement point of view as well – will be applied in all new lignite boilers<br />
designed by HPE.<br />
Total control over the lignite combustion process<br />
Under the requirement of keeping to the requested NO X emission values, the RS ® Burners permit<br />
over-stoichiometric operations – in contrast to jet burners. This has the following advantages:<br />
■■Reduction of multiple overfire air elevations<br />
■■Reduction of a slagging tendency due to convenient combustion air supply<br />
■■Protection against furnace wall corrosion, especially in cases of high fuel sulfur content<br />
HPE’s main interest within firing rehabilitation lies in replacing jet burners by RS ® Burners with<br />
their favorable operational behavior. It has been proved that this leads to a sustainable solution<br />
of all firing problems.<br />
Secondary Air<br />
Fuel Nozzle<br />
N. B. Where no RS ® Burner refurbishment is intended (e. g. due to budget reasons), HPE<br />
can, of course, also upgrade existing jet burners with RS ® Burner functionality being used<br />
as much as possible. Precondition: HPE’s internal pre-investigation demonstrates that this<br />
is an appropriate measure for meeting the guaranteed performance values.<br />
In contrast to the squared jet burners the<br />
circular-shaped RS ® Burners are equipped<br />
with the described features<br />
For further technical details also consult<br />
the HPE flyer “RS ® Burner”<br />
<strong>Modernization</strong> of Combustion Systems 15
Success Products<br />
16<br />
Biomass, e. g. in the form of<br />
pellets or woodchips, can be used<br />
in HPE’s DST Burners<br />
DST Burner for all Pre-dried Pulverized Fuels<br />
DST Burner<br />
Igniter<br />
Pulverized Fuel<br />
Core Air<br />
Swirlers<br />
The DST burner has recently been developed on the basis of the DS ® burner concept for use<br />
in indirect firing systems. This burner type is the right one for all kinds of pre-dried pulver-<br />
ized fuels. Pulverized fuel loading can be amount from 0.5 kg up to 15 kg fuel / kg medium.<br />
These burners have a considerable turndown rate of up to 1:17 and are thus ideal in support-<br />
ing flexibility issues. DST Burners can be used for atmospheric operation or in pressurized<br />
systems with air and / or oxyfuel atmosphere. Air, inert gas and flue gas with or without oxygen<br />
enrichment can be used as the delivery medium. An extensive testing program has come up<br />
with a convincing performance in a burner test facility as well as during the test period at the<br />
Oxyfuel pilot plant at the Schwarze Pumpe site.<br />
Secondary Air<br />
Tertiary Air<br />
Fuel Nozzle
ADS Burner – Oil / Gas<br />
ADS Burner<br />
Oil Gun<br />
Adjustable Swirler<br />
aDS burners are HPE’s low-nO X answer to the combustion questions surrounding liquid<br />
and gaseous fuels and which are used with industrial boilers and utility steam generators.<br />
They can be designed as single fuel type burners and for multi-fuel operation. ADS Burners<br />
are available for the front wall, opposed installation or as bottom burners; they are also used<br />
as startup burners in utility units.<br />
SG Burner – BFG<br />
SG Burners are used for low calorific fuel like Blast Furnace Gas (BFG / BOFG), mulitfuel<br />
applications like COG, NG and oil. For best combustion performance, fuel and air flows are<br />
also influenced by swirlers and other devices.<br />
SG Burner – BFG<br />
Secondary Air<br />
Swirler<br />
Secondary Air BFG<br />
NG Primary Air<br />
Multi-Spot Gas Nozzles<br />
Oil Nozzle<br />
COG<br />
Igniter<br />
Oil Gun<br />
Contours of temperature:<br />
Eshkol <strong>Power</strong> Station ADS Burner<br />
for Gas Firing<br />
<strong>Modernization</strong> of Combustion Systems 17
Solutions to Increasing Plant Flexibility<br />
18<br />
Priority in Future Plant Optimization is Shifting<br />
in the past, the main issues have been efficiency and availability for producing power<br />
under best economic conditions from a maximum of plant utilization. in future, besides the<br />
network stability requirement there is also the challenge – even from reduced efficiency<br />
and on fulfilling the progressively tougher emission values – of generating and selling<br />
power as often as possible on the power market during the limited high price conditions<br />
so as to secure plant commercial feasibility.<br />
Related challenges of future flexible coal unit operations are<br />
■■Good part load properties combined with a steeper load ramp<br />
■■Frequent startups<br />
■■Extension of coal operation down to lowest minimum load (1-mill operation)<br />
■■Reduction / avoidance of valuable oil / gas during start up, low load<br />
■■Everything done with consideration given to the existing emission limits (mainly NOX) From the firing point of view, HPE has suitable concepts supported by modern low emission<br />
burner technology as described above. Moreover, HPE also possesses concepts for indirect<br />
firing. During energetic optimized operation and / or during low power prices, fuels are ground<br />
and stored independently from the boiler operation and on request are immediately available.<br />
The related integration into existing plants – also in connection with optional utilization of<br />
dried biomass – was investigated by HPE in several studies and is ready for implementation.<br />
Solutions to reduce oil and gas under startup optimization conditions also exist. System<br />
warming by hot gas heating of only one MPS ® mill allows early coal fire for that one mill.<br />
This, in turn, takes over overall system heating for the full coal operation, thus considerably<br />
reducing expensive start-up fuels. Startup technologies without oil / gas are being developed.<br />
Fuel flexibility solution (biomass conversion)<br />
In <strong>Europe</strong> the trend is towards CO2-neutral combustion of biomass such as wood chips,<br />
wood pellets, saw powder and plants / fruits as residues (corn, husk of citrus fruits, olive pits<br />
etc.) and torrefied variants. To this end, HPE recommends boiler modifications for cocombustion<br />
of biomass in utility size plants to avoid high investment cost in new plant. HPE<br />
has suitable burners for solid biofuels as well as references and concepts for handling,<br />
storage and fuel preparation – and this in partly modified bituminous coal and lignite mills.<br />
Precondition for flexibility – Upfront comprehensive investigation<br />
All the systems involved and their elements such as steam, combustion, flue gas cleaning etc.<br />
need to be investigated in detail as to their eligibility for the intended operational mode.<br />
The main criteria such as full load, NOX emissions, boiler performance, plant integration<br />
and adaptation requirements for fuel logistics – including explosion protection for biomass<br />
application – also need to be considered. HPE has the required expertise in overall solutions<br />
for all kinds of flexibility upgrades.
G<br />
<br />
DST Burner<br />
100% Biomass<br />
Capable<br />
Conveying<br />
Cyclone<br />
Coal<br />
Dust<br />
Bunker<br />
An appropriate configuration of existing technologies will not only significantly increase flexibility<br />
of a coal-fired power plant (also one that is optionally biomass-fueled) but also contribute –<br />
from cost savings – to greater plant competitiveness. The above scheme shows how to<br />
retrofit a conventional fossil-fueled power plant into a hybrid-fueled, high load and operationally<br />
flexible power plant – one which assures a maximum utilization of renewable sources and<br />
production of additionally combined heat and power.<br />
By upgrading the firing system with an indirect firing capability it is possible to reduce the<br />
minimum firing rate by approx. 15 %, if permitted by the burner control range. In conjunction<br />
with a retrofit utilizing DST Burners the minimum firing rate can be lowered to about 10 %<br />
thanks to the burners’ wide control range. Below 10 % electrical power can be generated by<br />
using a connected gas turbine, as in the case of gas turbine repowering 5. Implementing an<br />
indirect firing system makes it possible to reach the designed ramp rates of newly build or older<br />
boilers; a reduction of thickness of thick walled components clears the way for reaching a<br />
possible ramp rate of up to 10 % / min. Further ramp rate improvements come from gas turbine<br />
repower ing 5. Thus repowering / topping – using gas turbines either in combined mode<br />
or recovery preheating – makes it possible to improve flexibility by combining two different<br />
generation types in a smart way. It also enables the gross power output to be increased, plant<br />
efficiency enhanced and CO2 emissions cut. The latter can also be achieved by using an<br />
indirect firing system combined with DST Burners burning (e. g.) woody biomass .<br />
Operation improvements<br />
■■Up to 90 % of costly support fuel can be saved by switching very quickly to<br />
minimum stable coal / biomass load during start up.<br />
■■Mill operation for the indirect firing system – preferable during off-peak times –<br />
enhances efficiency due to constant mill speed in the optimum energetic range.<br />
■■Reducing auxiliary power consumption by introducing frequency speed control<br />
to induced and forced draught fans additionally elevates part load efficiency.<br />
<br />
<br />
Fan<br />
Air<br />
<br />
Raw Coal<br />
Bunker<br />
Minimum Load<br />
40 %<br />
<br />
30<br />
20<br />
10<br />
0<br />
10<br />
8<br />
6<br />
4<br />
<br />
<br />
12 % <br />
Ramp Rate<br />
<br />
<br />
Indirect firing<br />
<strong>Power</strong> Output<br />
+30 Δ%<br />
+20<br />
<br />
+10<br />
<strong>Modernization</strong> of Combustion Systems 19<br />
0<br />
Plant Efficiency<br />
+3 Δ%<br />
<br />
+2<br />
+1<br />
0<br />
CO2 Emissions<br />
0 Δ%<br />
<br />
–10<br />
–20<br />
<br />
–30<br />
Reduced wall thickness and<br />
increase in number of separators / headers<br />
DST Burner<br />
100 % biomass capable<br />
5 GT repowering
Rehabilitations – References<br />
Mill Upgrading – Extract<br />
<strong>Power</strong> Plant<br />
Country / MW / Fuel<br />
Frimmersdorf Q<br />
Germany / 300 MW / Lig<br />
Nanticoke<br />
Canada / 512 MW / Bit<br />
Reuter<br />
Germany / 320 MW / Bit<br />
Elverlingsen<br />
Germany / 330 MW / Bit<br />
Veltheim<br />
Germany / 330 MW / Bit<br />
Oroszlany<br />
Hungary / 60 MW / Lig<br />
Neurath C<br />
Germany / 300 MW / Lig<br />
Wilhelmshaven<br />
Germany / 720 MW / Bit<br />
Niederaußem B<br />
Germany / 150 MW / Lig<br />
Amer 9<br />
Netherlands / 600 MW / Bit<br />
Heyden<br />
Germany / 900 MW / Bit<br />
Kiel<br />
Germany / 320 MW / Bit<br />
Mehrum<br />
Germany / 650 MW / Bit<br />
Weisweiler G,H<br />
Germany / 600 MW / Lig<br />
Weisweiler D<br />
Germany / 300 MW / Lig<br />
Nikola Tesla A<br />
Serbia / 308.5 MW / Lig<br />
Kostolac B<br />
Serbia / 348.5 MW / Lig<br />
Atikokan<br />
Canada / 226 MW / Bit<br />
Altbach<br />
Germany / 347.5 MW / Bit<br />
* mills from other suppliers<br />
20<br />
Mill Type<br />
Start-Up /<br />
Retrofit<br />
N 200 1970 / 1998 Retrofit of classifier<br />
E * 1978 / 1998 Retrofit of classifier<br />
MPS 170 1987 / 1998<br />
MPS 170 1982 / 1998<br />
MPS 150 1970 / 1999<br />
Retrofit Measure aim of Retrofit<br />
Replacement of classifier,<br />
sealing system, modification of pf ducts<br />
Replacement of classifier<br />
Retrofit of mill<br />
Replacement of classifier<br />
Retrofit of mill<br />
NV 32 1962 / 2000 New design of classifier<br />
Increase of grinding fineness<br />
Reduction of temperature<br />
Increase of grinding fineness<br />
Reduction of unburnt low NO X firing<br />
Increase of grinding fineness<br />
Reduction of unburnt low NO X firing<br />
Increase of grinding fineness<br />
Reduction of unburnt<br />
Coal change, capacity increase<br />
Increase of grinding fineness<br />
Reduction of unburnt<br />
Mill capacity increase<br />
Increase of grinding fineness<br />
Lifetime extension of wear parts<br />
DGS 90 1973 / 2000 New rotor, RPM increase Mill capacity increase<br />
MPS 235 1976 / 2002<br />
Adjust. grinding force,<br />
modification of classifier outlet<br />
Mill capacity increase<br />
N * 1962 / 2002 Retrofit of classifier Mill capacity increase<br />
MPS 235 1992 / 2003 Retrofit of mill parts Conversion to biomass fuel<br />
MPS 255 1987 / 2005<br />
Adjust. grinding force, RPM increase,<br />
modification of pf ducts<br />
Mill capacity increase<br />
MPS 180 1970 / 2005 Retrofit of dynamic classifier Mill capacity increase<br />
MPS 190<br />
DGS 130<br />
1979 /<br />
2008 / 11<br />
1974 / 75 /<br />
2008<br />
Replacement of classifier<br />
(static to dynamic)<br />
Mill capacity incrase<br />
Increase of grinding fineness<br />
Retrofit of mill parts Mill capacity increase<br />
N 80.75 * 1965 / 2008 Retrofit of mill parts Mill capacity increase<br />
DGS 100<br />
N 275.45 *<br />
MPS 190<br />
(75 inch)<br />
1976 /<br />
2010 / 11 / 12<br />
1991 /<br />
2010 / 12<br />
Redesign of mill parts new rotor,<br />
RPM increase<br />
New design of classifier<br />
Retrofit of mill<br />
Mill capacity increase<br />
Increase of grinding fineness<br />
“Low NO X ready”<br />
Mill capacity increase<br />
Increase of grinding fineness<br />
1985 / 2012 Redesign – engineering of mill parts Conversion to biomass fuel<br />
MPS 150 1997 / 2012 RPM increase, new nozzle ring<br />
Mill capacity increase<br />
Reduction of pressure loss
Firing Rehabilitations with HPE Burners – Extract<br />
<strong>Power</strong> Plant<br />
Country / MW<br />
Sostanj III<br />
Slovenia / 275 MW<br />
Niederaußem B<br />
Germany / 150 MW<br />
Niederaußem A<br />
Germany / 150 MW<br />
EDF Vitry 3<br />
France / 250 MW<br />
EDF Vitry 4<br />
France / 250 MW<br />
Ontario <strong>Power</strong>, Nanticoke Unit 2 + 4<br />
Canada / 500 MW<br />
Cascades Arnsberg, Unit 1<br />
Germany / 60 t / h<br />
Heyden P.S.<br />
Germany / 900 MW<br />
Ljubljana Boiler 3<br />
Slovenia / 50 MW-CHP<br />
Neurath A<br />
Germany / 320 MW<br />
Neurath B<br />
Germany / 320 MW<br />
Cascades Arnsberg, Unit 2<br />
Germany / 60 t / h<br />
Ontario <strong>Power</strong>, Nanticoke Unit 1<br />
Canada / 500 MW<br />
GKW Kiel<br />
Germany / 350 MW<br />
Niederaußem, Unit C1 / C2<br />
Germany / 300 MW<br />
GKW Hannover, Boiler 1+ 2<br />
Germany / 145 MW<br />
Stockstadt, Boiler 9<br />
Germany / 165 t / h<br />
Wilhelmshaven<br />
Germany / 800 MW<br />
Weiher P.S.<br />
Germany / 650 MW<br />
Eshkol C, Boiler 6 + 7<br />
Israel / 230 MW<br />
Sostanj IV, Unit 5<br />
Slovenia / 345 MW<br />
Eshkol D, Boiler 8 + 9<br />
Israel / 230 MW<br />
Ontario <strong>Power</strong>, Nanticoke Unit 5<br />
Canada / 500 MW<br />
Narcea<br />
Spain / 350 MW<br />
La Robla<br />
Spain / 350 MW<br />
TENT A5<br />
Serbia / 308.5 MW<br />
La Cygne – Kansas<br />
USA / 715 MW<br />
burner<br />
Type<br />
Fuel Kind of firing<br />
no. of<br />
burners<br />
burner<br />
load MW th<br />
year of<br />
Commissioning<br />
RS ® Lignite Tangential 4 31 1994<br />
RS ® Lignite Tangential 6 76 1996<br />
RS ® Lignite Tangential 6 76 1998<br />
DS ® Bituminous Front 24 35 1998<br />
DS ® Bituminous Front 24 35 1999<br />
DS ® Bituminous Opposite 80 35 1999<br />
DS ® Semi-anthracite Opposite 8 6 1999<br />
DS ® Bituminous Opposite 32 66 1999<br />
RS ® Lignite Tangential 12 23 2000<br />
RS ® Lignite Tangential 18 58 2000<br />
RS ® Lignite Tangential 18 58 2000<br />
DS ® Semi-anthracite Opposite 8 6 2000<br />
DS ® Bituminous Opposite 40 35 2000<br />
DS ® Bituminous Front 24 33 2000<br />
RS ® Lignite Roof 2 x 6 76 2001<br />
DS ® Bituminous Opposite 16 44 2001<br />
DS ® Bituminous Front 4 35 2001<br />
DS ® Bituminous Opposite 32 59 2002<br />
DS ® Bituminous Front 24 70 2002<br />
ADS<br />
Heavy fuel oil,<br />
natural gas<br />
Opposite 2 x 16 40 2002<br />
RS ® Lignite Tangential 24 46 2003<br />
ADS<br />
Heavy fuel oil,<br />
natural gas<br />
Opposite 2 x 16 40 2003<br />
DS ® Sub-bituminous Opposite 40 35 2006<br />
DS ® Anthracite Roof 24 36 2006<br />
DS ® Semi-anthracite Roof 24 36 2007<br />
RS ® Lignite Tangential 18 54 2012<br />
DS ® Sub-bituminous Opposite 56 35 2012<br />
<strong>Modernization</strong> of Combustion Systems 21
Inspire the Next<br />
22
<strong>Modernization</strong> of Combustion Systems 23
<strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong><br />
Schifferstraße 80<br />
47059 Duisburg, Germany<br />
Phone +49.203.8038-0<br />
Fax +49.203.8038-1809<br />
infobox@hitachi-power.com<br />
www.hitachi-power.com<br />
© <strong>Hitachi</strong> <strong>Power</strong> <strong>Europe</strong> <strong>GmbH</strong> / 06.2012 / Printed on chlorine-free bleached paper