Pages • Multi-Mat® Concept • Lamina Multi-Mat® full ... - Tikontools
Pages • Multi-Mat® Concept • Lamina Multi-Mat® full ... - Tikontools
Pages • Multi-Mat® Concept • Lamina Multi-Mat® full ... - Tikontools

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
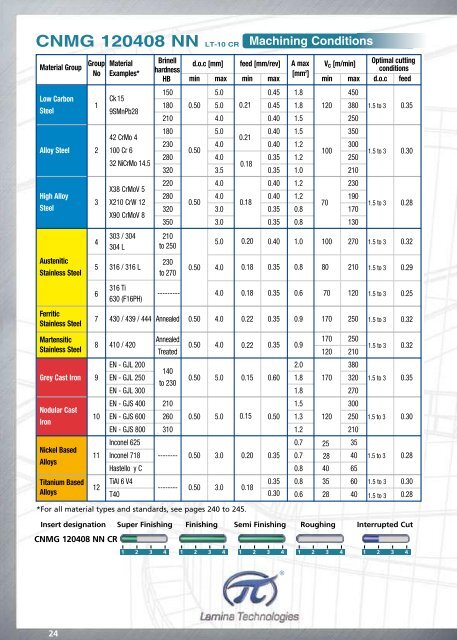
CNMG 120408 NN LT-10 CR<br />
Material Group Group Material Brinell<br />
No Examples*<br />
hardness<br />
HB<br />
Low Carbon<br />
Steel<br />
1<br />
Ck 15<br />
9SMnPb28<br />
42 CrMo 4<br />
Alloy Steel 2 100 Cr 6<br />
High Alloy<br />
Steel<br />
32 NiCrMo 14.5<br />
X38 CrMoV 5<br />
3 X210 CrW 12<br />
4<br />
X90 CrMoV 8<br />
303 / 304 210<br />
304 L to 250<br />
Austenitic<br />
230<br />
5 316 / 316 L<br />
Stainless Steel to 270<br />
Ferritic<br />
Stainless Steel<br />
6<br />
316 Ti<br />
630 (F16PH)<br />
*For all material types and standards, see pages 240 to 245.<br />
Machining Conditions<br />
d.o.c [mm] feed [mm/rev] A max Vc [m/min] Optimal cutting<br />
[mm<br />
min max min max<br />
2 conditions<br />
]<br />
min max d.o.c feed<br />
150 5.0 0.45 1.8<br />
180 0.50 5.0 0.21 0.45 1.8 120 380 1.5 to 3 0.35<br />
210 4.0 0.40 1.5<br />
180 5.0 0.40 1.5<br />
0.21<br />
230<br />
4.0 0.40 1.2<br />
0.50<br />
280 4.0 0.35 1.2<br />
0.18<br />
320 3.5 0.35 1.0<br />
220 4.0 0.40 1.2<br />
280<br />
4.0 0.40 1.2<br />
0.50<br />
0.18<br />
320 3.0 0.35 0.8<br />
350 3.0 0.35 0.8<br />
0.50 4.0<br />
--------- 4.0<br />
7 430 / 439 / 444 Annealed 0.50 4.0<br />
®<br />
300<br />
100 1.5 to 3 0.30<br />
250<br />
190<br />
70 1.5 to 3 0.28<br />
170<br />
5.0 0.20 0.40 1.0 100 270 1.5 to 3 0.32<br />
Martensitic<br />
Annealed<br />
170<br />
8 410 / 420 0.50 4.0 0.22 0.35 0.9<br />
Stainless Steel Treated 120<br />
0.18<br />
0.18<br />
0.22<br />
0.35 0.8 80 210 1.5 to 3 0.29<br />
0.35 0.6 70 120 1.5 to 3 0.25<br />
0.35 0.9 170 250 1.5 to 3 0.32<br />
1.5 to 3 0.32<br />
EN - GJL 200<br />
2.0<br />
380<br />
140<br />
Grey Cast Iron 9 EN - GJL 250<br />
0.50 5.0 0.15 0.60 1.8 170 320 1.5 to 3 0.35<br />
to 230<br />
EN - GJL 300 1.8<br />
270<br />
Nodular Cast<br />
Iron<br />
Nickel Based<br />
Alloys<br />
Titanium Based<br />
Alloys<br />
EN - GJS 400 210 1.5<br />
10 EN - GJS 600 260 0.50 5.0<br />
EN - GJS 800 310 1.2<br />
0.50 1.3 120 250 1.5 to 3 0.30<br />
Inconel 625 0.7 25 35<br />
11 Inconel 718 -------- 0.50 3.0 0.20 0.35 0.7<br />
12<br />
Insert designation<br />
CNMG 20408 NN CR<br />
Hastello y C 0.8 40 65<br />
0.15<br />
40 1.5 to 3 0.28<br />
TiAl 6 V4<br />
0.35 0.8 35 60 1.5 to 3 0.30<br />
-------- 0.50 3.0 0.18<br />
T40 0.30 0.6 28 40 1.5 to 3 0.28<br />
Super Finishing Finishing Semi Finishing Roughing Interrupted Cut<br />
2 3 4 2 3 4 2 3 4 2 3 4 2 3 4<br />
28<br />
450<br />
250<br />
350<br />
210<br />
230<br />
130<br />
250<br />
210<br />
300<br />
210<br />
CNMG 120408 WM<br />
Material Group<br />
Low Carbon<br />
Steel<br />
Group Material Brinell<br />
No Examples*<br />
1<br />
Ck 15<br />
9SMnPb28<br />
42 CrMo 4<br />
Alloy Steel 2 100 Cr 6<br />
High Alloy<br />
Steel<br />
32 NiCrMo 14.5<br />
X38 CrMoV 5<br />
3 X210 CrW 12<br />
4<br />
X90 CrMoV 8<br />
hardness<br />
HB<br />
303 / 304 210<br />
304 L to 250<br />
Austenitic<br />
230<br />
5 316 / 316 L<br />
Stainless Steel to 270<br />
Ferritic<br />
Stainless Steel<br />
6<br />
316 Ti<br />
630 (F16PH)<br />
*For all material types and standards, see pages 240 to 245.<br />
®<br />
Machining Conditions<br />
d.o.c [mm] feed [mm/rev] A max Vc [m/min] Optimal cutting<br />
[mm<br />
min max min max<br />
2 conditions<br />
]<br />
min max d.o.c feed<br />
150 5.0 0.70 1.2 330<br />
180 0.5 5.0 0.21 0.45(0.70) 1.2 180 280 1.5 to 3 0.35<br />
210 4.0 0.40(0.60) 1.2 250<br />
180 5.0 0.65 1.0 280<br />
0.21<br />
230<br />
4.0 0.40(0.60) 1.0<br />
250<br />
0.5<br />
120<br />
280 4.0 0.35(0.60) 1.0 210<br />
0.18<br />
320 3.5 0.35(0.50) 1.0 180<br />
220 4.0 0.60 0.8 190<br />
280<br />
4.0 0.40(0.60) 0.8<br />
150<br />
0.5<br />
0.18<br />
70<br />
320 3.0 0.35(0.60) 0.8 130<br />
350 3.0 0.35(0.50) 0.8 100<br />
---------<br />
1.5 to 3 0.30<br />
1.5 to 3 0.28<br />
7 430 / 439 / 444 Annealed 0.5 4.0 0.22 0.50 0.8 170 250 1.5 to 3 0.32<br />
Martensitic<br />
Annealed<br />
170 250<br />
8 410 / 420 0.5 4.0 0.22 0.50 0.8<br />
Stainless Steel Treated 120 190<br />
1.5 to 3 0.32<br />
EN - GJL 200<br />
1.2 250<br />
140<br />
Grey Cast Iron 9 EN - GJL 250<br />
0.5 5.0 0.15 0.70 1.2 170 230 1.5 to 3 0.35<br />
to 230<br />
EN - GJL 300 1.2 210<br />
Nodular Cast<br />
Iron<br />
Nickel Based<br />
Alloys<br />
Titanium Based<br />
Alloys<br />
EN - GJS 400 210 1.0 230<br />
10 EN - GJS 600 260 0.5 5.0<br />
0.60 1.0 120 190 1.5 to 3 0.30<br />
EN - GJS 800 310 1.0 150<br />
Inconel 625<br />
11 Inconel 718 --------<br />
12<br />
Insert designation<br />
Hastello y C<br />
TiAl 6 V4<br />
T40<br />
CNMG 20408 WM<br />
--------<br />
Wiper inserts are not recommended for austenitic stainless<br />
0.15<br />
Wiper inserts are not recommended for exotic materials<br />
Super Finishing Finishing Semi Finishing Roughing Interrupted Cut<br />
2 3 4 2 3 4 2 3 4 2 3 4 2 3 4<br />
24 25<br />
CNMG