

Hydrogen embrittlement in power plant steels - Indian Academy of ...
Hydrogen embrittlement in power plant steels - Indian Academy of ...
Hydrogen embrittlement in power plant steels - Indian Academy of ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
440 R K Dayal and N Parvathavarth<strong>in</strong>i<br />
4.2 <strong>Hydrogen</strong> <strong>embrittlement</strong><br />
The energy absorption ability <strong>of</strong> steel is markedly dim<strong>in</strong>ished <strong>in</strong> the presence <strong>of</strong> hydrogen.<br />
The presence <strong>of</strong> hydrogen <strong>in</strong> steel reduces tensile ductility and causes premature failure under<br />
static load that depends on the stress and time. This phenomenon is known as hydrogen<br />
<strong>embrittlement</strong>.<br />
4.2a <strong>Hydrogen</strong> <strong>in</strong>duced crack<strong>in</strong>g (HIC) <strong>in</strong> steel weldments: Dur<strong>in</strong>g weld<strong>in</strong>g process hydrogen<br />
is absorbed <strong>in</strong>to the molten weld pool. As the weld metal solidifies, solubility <strong>of</strong> hydrogen<br />
decreases because <strong>of</strong> decrease <strong>in</strong> temperature and hydrogen present <strong>in</strong> the weld metal becomes<br />
supersaturated and diffuses away from the weld fusion zone to the heat-affected zone (HAZ)<br />
where hydrogen concentration is lower. In the HAZ, due to heat<strong>in</strong>g and cool<strong>in</strong>g cycles, transformation<br />
products <strong>of</strong> high hardness are produced. This region <strong>of</strong> high hardness and low<br />
ductility is subjected to a relatively high tensile load imposed by the contract<strong>in</strong>g weld fusion<br />
zone result<strong>in</strong>g <strong>in</strong> crack<strong>in</strong>g <strong>in</strong> the presence <strong>of</strong> hydrogen (HIC) with<strong>in</strong> a few hours <strong>of</strong> completion<br />
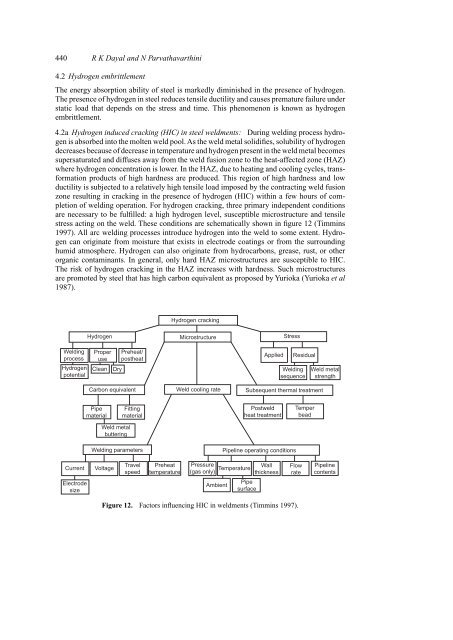
<strong>of</strong> weld<strong>in</strong>g operation. For hydrogen crack<strong>in</strong>g, three primary <strong>in</strong>dependent conditions<br />
are necessary to be fulfilled: a high hydrogen level, susceptible microstructure and tensile<br />
stress act<strong>in</strong>g on the weld. These conditions are schematically shown <strong>in</strong> figure 12 (Timm<strong>in</strong>s<br />
1997). All arc weld<strong>in</strong>g processes <strong>in</strong>troduce hydrogen <strong>in</strong>to the weld to some extent. <strong>Hydrogen</strong><br />
can orig<strong>in</strong>ate from moisture that exists <strong>in</strong> electrode coat<strong>in</strong>gs or from the surround<strong>in</strong>g<br />
humid atmosphere. <strong>Hydrogen</strong> can also orig<strong>in</strong>ate from hydrocarbons, grease, rust, or other<br />
organic contam<strong>in</strong>ants. In general, only hard HAZ microstructures are susceptible to HIC.<br />
The risk <strong>of</strong> hydrogen crack<strong>in</strong>g <strong>in</strong> the HAZ <strong>in</strong>creases with hardness. Such microstructures<br />
are promoted by steel that has high carbon equivalent as proposed by Yurioka (Yurioka et al<br />
1987).<br />
<strong>Hydrogen</strong> crack<strong>in</strong>g<br />
<strong>Hydrogen</strong><br />
Microstructure<br />
Stress<br />
Weld<strong>in</strong>g<br />
process<br />
<strong>Hydrogen</strong><br />
potential<br />
Proper<br />
use<br />
Clean<br />
Dry<br />
Preheat/<br />
postheat<br />
Applied<br />
Residual<br />
Weld<strong>in</strong>g<br />
sequence<br />
Weld metal<br />
strength<br />
Carbon equivalent<br />
Weld cool<strong>in</strong>g rate<br />
Subsequent thermal treatment<br />
Pipe<br />
material<br />
Fitt<strong>in</strong>g<br />
material<br />
Postweld<br />
heat treatment<br />
Temper<br />
bead<br />
Weld metal<br />
butter<strong>in</strong>g<br />
Weld<strong>in</strong>g parameters<br />
Pipel<strong>in</strong>e operat<strong>in</strong>g conditions<br />
Current<br />
Electrode<br />
size<br />
Voltage<br />
Travel<br />
speed<br />
Preheat<br />
temperature<br />
Pressure<br />
(gas only) Temperature<br />
Ambient<br />
Pipe<br />
surface<br />
Wall<br />
thickness<br />
Flow<br />
rate<br />
Pipel<strong>in</strong>e<br />
contents<br />
Figure 12. Factors <strong>in</strong>fluenc<strong>in</strong>g HIC <strong>in</strong> weldments (Timm<strong>in</strong>s 1997).













