Arc Welding of Specific Steels and Cast Irons
Arc Welding of Specific Steels and Cast Irons
Arc Welding of Specific Steels and Cast Irons

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Arc</strong> <strong>Welding</strong> <strong>of</strong> High-Strength Steel<br />
3. <strong>Welding</strong> processes <strong>and</strong> procedures<br />
In order to get a satisfactory result in welding high-strength steels, suitable welding<br />
consumables should be selected <strong>and</strong> appropriate welding processes <strong>and</strong> procedures should be<br />
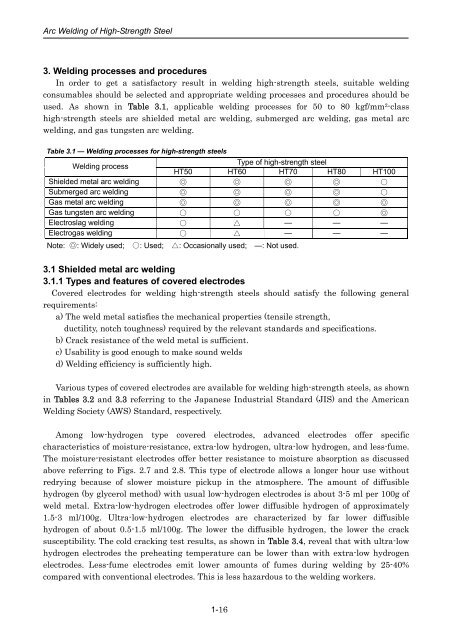
used. As shown in Table 3.1, applicable welding processes for 50 to 80 kgf/mm 2 -class<br />
high-strength steels are shielded metal arc welding, submerged arc welding, gas metal arc<br />
welding, <strong>and</strong> gas tungsten arc welding.<br />
Table 3.1 — <strong>Welding</strong> processes for high-strength steels<br />
<strong>Welding</strong> process<br />
Type <strong>of</strong> high-strength steel<br />
HT50 HT60 HT70 HT80 HT100<br />
Shielded metal arc welding ◎ ◎ ◎ ◎ ○<br />
Submerged arc welding ◎ ◎ ◎ ◎ ○<br />
Gas metal arc welding ◎ ◎ ◎ ◎ ◎<br />
Gas tungsten arc welding ○ ○ ○ ○ ◎<br />
Electroslag welding ○ △ — — —<br />
Electrogas welding ○ △ — — —<br />
Note: ◎: Widely used; ○: Used; △: Occasionally used; —: Not used.<br />
3.1 Shielded metal arc welding<br />
3.1.1 Types <strong>and</strong> features <strong>of</strong> covered electrodes<br />
Covered electrodes for welding high-strength steels should satisfy the following general<br />
requirements:<br />
a) The weld metal satisfies the mechanical properties (tensile strength,<br />
ductility, notch toughness) required by the relevant st<strong>and</strong>ards <strong>and</strong> specifications.<br />
b) Crack resistance <strong>of</strong> the weld metal is sufficient.<br />
c) Usability is good enough to make sound welds<br />
d) <strong>Welding</strong> efficiency is sufficiently high.<br />
Various types <strong>of</strong> covered electrodes are available for welding high-strength steels, as shown<br />
in Tables 3.2 <strong>and</strong> 3.3 referring to the Japanese Industrial St<strong>and</strong>ard (JIS) <strong>and</strong> the American<br />
<strong>Welding</strong> Society (AWS) St<strong>and</strong>ard, respectively.<br />
Among low-hydrogen type covered electrodes, advanced electrodes <strong>of</strong>fer specific<br />
characteristics <strong>of</strong> moisture-resistance, extra-low hydrogen, ultra-low hydrogen, <strong>and</strong> less-fume.<br />
The moisture-resistant electrodes <strong>of</strong>fer better resistance to moisture absorption as discussed<br />
above referring to Figs. 2.7 <strong>and</strong> 2.8. This type <strong>of</strong> electrode allows a longer hour use without<br />
redrying because <strong>of</strong> slower moisture pickup in the atmosphere. The amount <strong>of</strong> diffusible<br />
hydrogen (by glycerol method) with usual low-hydrogen electrodes is about 3-5 ml per 100g <strong>of</strong><br />
weld metal. Extra-low-hydrogen electrodes <strong>of</strong>fer lower diffusible hydrogen <strong>of</strong> approximately<br />
1.5-3 ml/100g. Ultra-low-hydrogen electrodes are characterized by far lower diffusible<br />
hydrogen <strong>of</strong> about 0.5-1.5 ml/100g. The lower the diffusible hydrogen, the lower the crack<br />
susceptibility. The cold cracking test results, as shown in Table 3.4, reveal that with ultra-low<br />
hydrogen electrodes the preheating temperature can be lower than with extra-low hydrogen<br />
electrodes. Less-fume electrodes emit lower amounts <strong>of</strong> fumes during welding by 25-40%<br />
compared with conventional electrodes. This is less hazardous to the welding workers.<br />
1-16