Arc Welding of Specific Steels and Cast Irons
Arc Welding of Specific Steels and Cast Irons
Arc Welding of Specific Steels and Cast Irons

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Arc</strong> <strong>Welding</strong> <strong>of</strong> Heat-Resistant Low-Alloy Steel<br />
2.2 Cold cracking<br />
Cold cracking may occur in welds <strong>of</strong> heat-resistant low-alloy steel, caused by the combined<br />
effects <strong>of</strong> low ductility <strong>of</strong> the weld, residual stresses <strong>and</strong> diffusible hydrogen in the weld. Cold<br />
cracking is also known as hydrogen-assisted cracking <strong>and</strong> hydrogen-induced cracking. It<br />
generally occurs at temperatures below 200℃ immediately upon cooling, or after a period <strong>of</strong><br />
several hours or days (Delayed cracking). The time taken before a cold crack occurs depends<br />
on the type <strong>of</strong> weld, the magnitude <strong>of</strong> welding stress (or plate thickness), <strong>and</strong> the hydrogen<br />
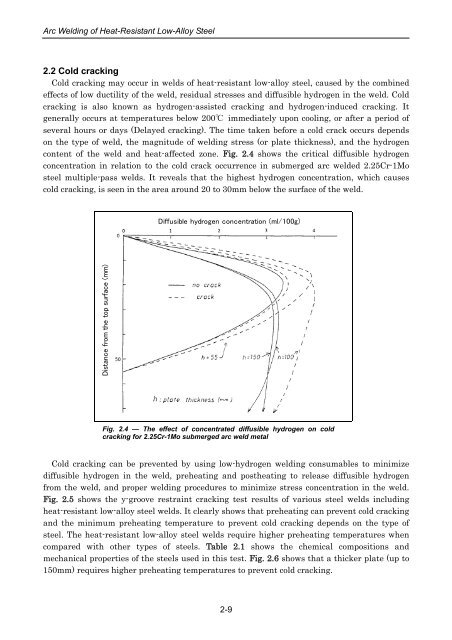
content <strong>of</strong> the weld <strong>and</strong> heat-affected zone. Fig. 2.4 shows the critical diffusible hydrogen<br />
concentration in relation to the cold crack occurrence in submerged arc welded 2.25Cr-1Mo<br />
steel multiple-pass welds. It reveals that the highest hydrogen concentration, which causes<br />
cold cracking, is seen in the area around 20 to 30mm below the surface <strong>of</strong> the weld.<br />
Diffusible hydrogen concentration (ml/100g)<br />
Distance from the top surface (mm)<br />
Fig. 2.4 — The effect <strong>of</strong> concentrated diffusible hydrogen on cold<br />
cracking for 2.25Cr-1Mo submerged arc weld metal<br />
Cold cracking can be prevented by using low-hydrogen welding consumables to minimize<br />
diffusible hydrogen in the weld, preheating <strong>and</strong> postheating to release diffusible hydrogen<br />
from the weld, <strong>and</strong> proper welding procedures to minimize stress concentration in the weld.<br />
Fig. 2.5 shows the y-groove restraint cracking test results <strong>of</strong> various steel welds including<br />
heat-resistant low-alloy steel welds. It clearly shows that preheating can prevent cold cracking<br />
<strong>and</strong> the minimum preheating temperature to prevent cold cracking depends on the type <strong>of</strong><br />
steel. The heat-resistant low-alloy steel welds require higher preheating temperatures when<br />
compared with other types <strong>of</strong> steels. Table 2.1 shows the chemical compositions <strong>and</strong><br />
mechanical properties <strong>of</strong> the steels used in this test. Fig. 2.6 shows that a thicker plate (up to<br />
150mm) requires higher preheating temperatures to prevent cold cracking.<br />
2-9