
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Disbonding of Austenitic Weld Overlays<br />
in Hydroprocessing Applications<br />
R. PASCHOLD, ESAB GMBH, SOLINGEN, GERMANY, L. KARLSSON, ESAB AB, GÖTEBORG, SWEDEN AND M. F. GITTOS, TWI, CAMBRIDGE, UK<br />
Many large pressure vessels<br />
operate at high temperatures and<br />
at high hydrogen partial pressures.<br />
These are typically fabricated from<br />
low alloy Cr-Mo steel and internally<br />
weld overlaid with austenitic<br />
stainless steel. During shutdown,<br />
hydrogen accumulates at the<br />
interface between the cladding and<br />
the parent material which<br />
occasionally causes disbonding of<br />
the stainless layer. This paper<br />
discusses mechanisms, testing<br />
and factors influencing the risk of<br />
disbonding, focussing on welding<br />
related aspects.<br />
Large pressure vessels are used in hydrogen<br />
containing environments, for example, in the<br />
petroleum industry in hydrocracking,<br />
hydrodesulphurisation and catalytic reforming<br />
processes as well as in the chemical and coal<br />
conversion industries. Many reactor vessels<br />
operate at high temperatures and at high<br />
hydrogen partial pressures, with 450°C and 15<br />
MPa often being mentioned as typical values [1].<br />
The vessels are generally fabricated from low<br />
alloy, creep resistant steels [1, 2].<br />
It is estimated that well over one thousand<br />
hydroprocessing reactors have been fabricated<br />
from the 2¼Cr-1Mo alloy, some few dozens from<br />
the new generation vanadium modified 3Cr-1Mo<br />
steel and a few from vanadium modified<br />
2¼Cr-1Mo steel. Today, with hydrogen partial<br />
pressures, in some applications, ranging as high<br />
as 35 MPa, the new generation vanadium<br />
modified steels exhibit service life improvements<br />
and, in many cases cost advantages, in high<br />
temperature and high pressure hydroprocessing<br />
reactor applications [3].<br />
Weld cladding overlays<br />
All hydroprocessing reactors require internal<br />
protection of the reactor vessel walls to resist<br />
the high temperature corrosion effects of<br />
sulphur in the process stream. This protection<br />
is generally provided by stainless steel weld<br />
overlays, typically a type 347 (18Cr 8Ni + Nb)<br />
deposit. A stabilised 347 composition overlay<br />
also prevents sensitisation during the final post<br />
weld heat treatment (PWHT) cycle of the<br />
reactor [2, 3].<br />
to 8 or 10 % (or Ferrite Number: FN). Some<br />
specifications also require disbonding tests to<br />
be done by the reactor producer.<br />
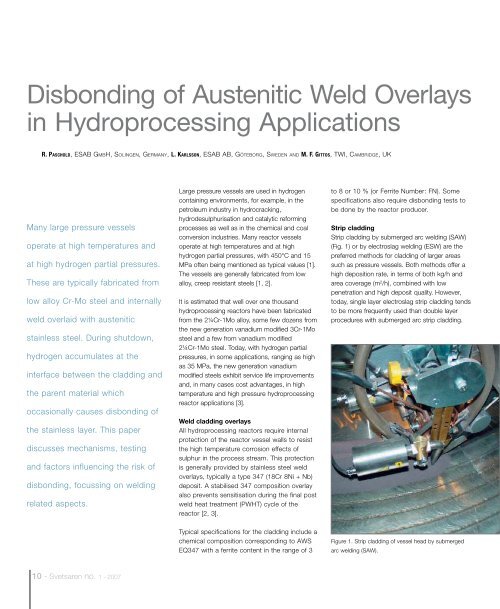
Strip cladding<br />
Strip cladding by submerged arc welding (SAW)<br />
(Fig. 1) or by electroslag welding (ESW) are the<br />
preferred methods for cladding of larger areas<br />
such as pressure vessels. Both methods offer a<br />
high deposition rate, in terms of both kg/h and<br />
area coverage (m 2 /h), combined with low<br />
penetration and high deposit quality. However,<br />
today, single layer electroslag strip cladding tends<br />
to be more frequently used than double layer<br />
procedures with submerged arc strip cladding.<br />
Typical specifications for the cladding include a<br />
chemical composition corresponding to AWS<br />
EQ347 with a ferrite content in the range of 3<br />
Figure 1. Strip cladding of vessel head by submerged<br />
arc welding (SAW).<br />
10 - <strong>Svetsaren</strong> no. 1 - <strong>2007</strong>