
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Practical applications of ESAB strip<br />
cladding technology<br />
GABRIELE GALLAZZI, ESAB ITALY, SOLVEIG RIGDAL AND MARTIN KUBENKA, ESAB AB, GOTHENBURG SWEDEN.<br />
Stainless steel strip cladding is a<br />
flexible and economical way of<br />
depositing a corrosion-resistant<br />
protective layer on a load-bearing<br />
mild or low-alloy steel. Strip<br />
cladding is, therefore, frequently<br />
used in the production of<br />
components for the chemical,<br />
petrochemical and nuclear<br />
industries. This article discusses<br />
two strip cladding methods and<br />
describes applications at two<br />
major Italian fabricators – SICES<br />
and Ansaldo Camozzi.<br />
The two most productive systems for surfacing<br />
large components which are subjected to corrosion<br />
or wear are submerged arc and electroslag<br />
cladding, using a strip electrode. Both proceses are<br />
characterised by a high deposition rate and low<br />
dilution and they are suitable for surfacing flat and<br />
curved objects such as heat exchanger tube sheets<br />
and pressure vessels. Submerged arc welding<br />
(SAW) is most frequently used but, if higher<br />
productivity and restricted dilution rates are required,<br />
electroslag welding (ESW) is recommended.<br />
SAW strip cladding<br />
The well-known SAW method has been widely<br />
used with strip electrodes since the mid-1960s.<br />
A strip electrode, normally measuring 60 mm x<br />
0.5 mm or 90 mm x 0.5 mm, is used as the<br />
(usually positive) electrode and an electric arc is<br />
formed between the strip and the workpiece.<br />
Flux is used to form a molten slag to protect the<br />
weld pool from the atmosphere and helps to<br />
form a smooth weld bead surface.<br />
ESW strip cladding<br />
Electroslag strip cladding, which is a further<br />
development of submerged arc strip cladding, has<br />
quickly established itself as a reliable high<br />
deposition rate process. ESW strip cladding relates<br />
to the resistance welding processes and is based<br />
on the ohmic resistance heating in a shallow layer<br />
of liquid electro conductive slag. The heat<br />
generated by the molten slag pool melts the<br />
surface of the base material and the strip electrode<br />
end, which is dipping in the slag and the flux. The<br />
penetration is less for ESW than for SAW since<br />
there is no arc between the strip electrode and the<br />
parent material.<br />
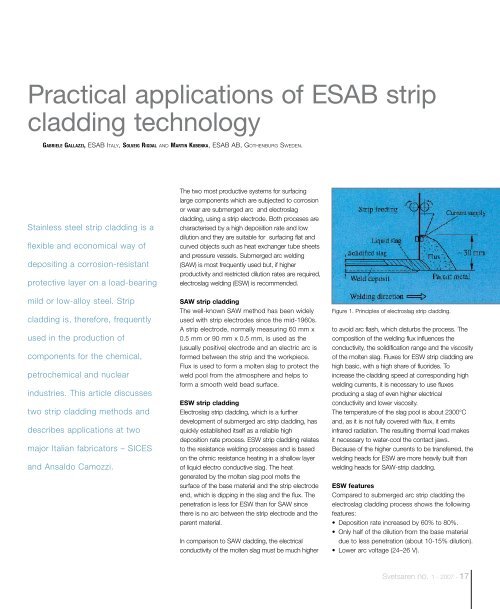
In comparison to SAW cladding, the electrical<br />
conductivity of the molten slag must be much higher<br />
Figure 1. Principles of electroslag strip cladding.<br />
to avoid arc flash, which disturbs the process. The<br />
composition of the welding flux influences the<br />
conductivity, the solidification range and the viscosity<br />
of the molten slag. Fluxes for ESW strip cladding are<br />
high basic, with a high share of fluorides. To<br />
increase the cladding speed at corresponding high<br />
welding currents, it is necessary to use fluxes<br />
producing a slag of even higher electrical<br />
conductivity and lower viscosity.<br />
The temperature of the slag pool is about 2300°C<br />
and, as it is not fully covered with flux, it emits<br />
infrared radiation. The resulting thermal load makes<br />
it necessary to water-cool the contact jaws.<br />
Because of the higher currents to be transferred, the<br />
welding heads for ESW are more heavily built than<br />
welding heads for SAW-strip cladding.<br />
ESW features<br />
Compared to submerged arc strip cladding the<br />
electroslag cladding process shows the following<br />
features:<br />
• Deposition rate increased by 60% to 80%.<br />
• Only half of the dilution from the base material<br />
due to less penetration (about 10-15% dilution).<br />
• Lower arc voltage (24–26 V).<br />
<strong>Svetsaren</strong> no. 1 - <strong>2007</strong> - 17