
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
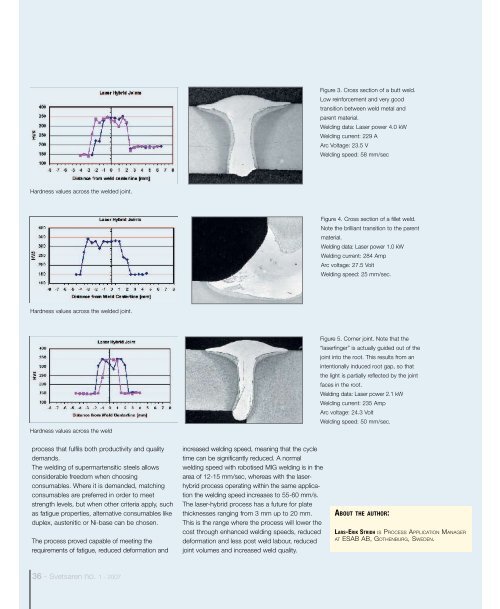
Figure 3. Cross section of a butt weld.<br />
Low reinforcement and very good<br />
transition between weld metal and<br />
parent material.<br />
Welding data: Laser power 4.0 kW<br />
Welding current: 229 A<br />
Arc Voltage: 23.5 V<br />
Welding speed: 58 mm/sec<br />
Hardness values across the welded joint.<br />
Figure 4. Cross section of a fillet weld.<br />
Note the brilliant transition to the parent<br />
material.<br />
Welding data: Laser power 1.0 kW<br />
Welding current: 284 Amp<br />
Arc voltage: 27.5 Volt<br />
Welding speed: 25 mm/sec.<br />
Hardness values across the welded joint.<br />
Hardness values across the weld<br />
Figure 5. Corner joint. Note that the<br />
“laserfinger” is actually guided out of the<br />
joint into the root. This results from an<br />
intentionally induced root gap, so that<br />
the light is partially reflected by the joint<br />
faces in the root.<br />
Welding data: Laser power 2.1 kW<br />
Welding current: 235 Amp<br />
Arc voltage: 24.3 Volt<br />
Welding speed: 50 mm/sec.<br />
process that fulfils both productivity and quality<br />
demands.<br />
The welding of supermartensitic steels allows<br />
considerable freedom when choosing<br />
consumables. Where it is demanded, matching<br />
consumables are preferred in order to meet<br />
strength levels, but when other criteria apply, such<br />
as fatigue properties, alternative consumables like<br />
duplex, austenitic or Ni-base can be chosen.<br />
The process proved capable of meeting the<br />
requirements of fatigue, reduced deformation and<br />
increased welding speed, meaning that the cycle<br />
time can be significantly reduced. A normal<br />
welding speed with robotised MIG welding is in the<br />
area of 12-15 mm/sec, whereas with the laserhybrid<br />
process operating within the same application<br />
the welding speed increases to 55-60 mm/s.<br />
The laser-hybrid process has a future for plate<br />
thicknesses ranging from 3 mm up to 20 mm.<br />
This is the range where the process will lower the<br />
cost through enhanced welding speeds, reduced<br />
deformation and less post weld labour, reduced<br />
joint volumes and increased weld quality.<br />
ABOUT THE AUTHOR:<br />
LARS-ERIK STRIDH IS PROCESS APPLICATION MANAGER<br />
AT ESAB AB, GOTHENBURG, SWEDEN.<br />
36 - <strong>Svetsaren</strong> no. 1 - <strong>2007</strong>