CAST IRON INOCULATION - Elkem
CAST IRON INOCULATION - Elkem
CAST IRON INOCULATION - Elkem

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
9. Inoculation and Shrinkage<br />
The solidification of grey iron is characterized<br />
by the formation of a skin type<br />
array of eutectic cells at the mould/metal<br />
interface, followed by the development<br />
of eutectic cells ahead of the advancing<br />
solidification front. Newly formed graphite<br />
compensates partly or fully for the liquid<br />
iron contraction, provided it precipitates<br />
within a relatively rigid “skin”, which is<br />
charac teristic of uninoculated grey iron.<br />
How ever, if the mode of solidification is<br />
changed, the good shrinkage characteristics<br />
can be jeopardized, especially if<br />
a rigid skin cannot be developed at the<br />
mould/metal interface leaving the mould<br />
directly exposed to ferrostatic pressure.<br />
Eventually, the mould may yield under the<br />
ferrostatic pressure from the remaining<br />
liquid, and the increased volume of the<br />
mould cavity becomes too high for compensation<br />
by graphite precipitation at the<br />
end of solidification. Some shrinkage may<br />
occur as a result of excessive dilation of<br />
the mould although mould geometry<br />
will have an influence.<br />
Unfortunately, inoculation changes the<br />
mode of solidification in such a way that<br />
the rigidity of the “skin” is decreased.<br />
Inoculant additions should not become<br />
excessive to avoid shrinkage and yet the<br />
addition should be adequate to ensure<br />
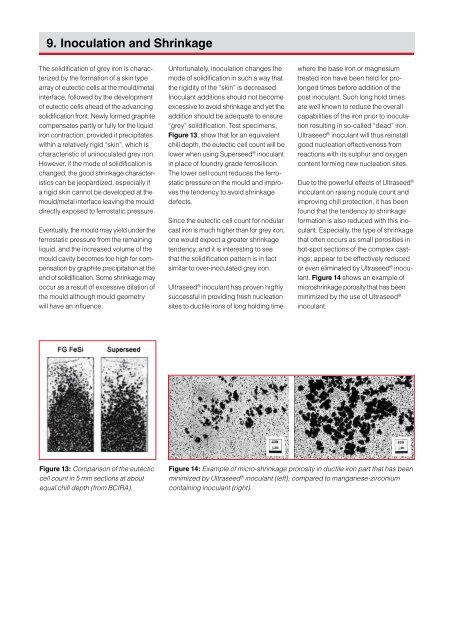
“grey” solidification. Test specimens,<br />
Figure 13, show that for an equivalent<br />
chill depth, the eutectic cell count will be<br />
lower when using Superseed ® inoculant<br />
in place of foundry grade ferrosilicon.<br />
The lower cell count reduces the ferrostatic<br />
pressure on the mould and improves<br />
the tendency to avoid shrinkage<br />
defects.<br />
Since the eutectic cell count for nodular<br />
cast iron is much higher than for grey iron,<br />
one would expect a greater shrinkage<br />
tendency, and it is interesting to see<br />
that the solidification pattern is in fact<br />
similar to over-inoculated grey iron.<br />
Ultraseed ® inoculant has proven highly<br />
successful in providing fresh nucleation<br />
sites to ductile irons of long holding time<br />
where the base iron or magnesium<br />
treated iron have been held for prolonged<br />
times before addition of the<br />
post inoculant. Such long hold times<br />
are well known to reduce the overall<br />
capabilities of the iron prior to inoculation<br />
resulting in so-called “dead” iron.<br />
Ultraseed ® inoculant will thus reinstall<br />
good nucleation effectiveness from<br />
reactions with its sulphur and oxygen<br />
content forming new nucleation sites.<br />
Due to the powerful effects of Ultraseed ®<br />
inoculant on raising nodule count and<br />
improving chill protection, it has been<br />
found that the tendency to shrinkage<br />
formation is also reduced with this inoculant.<br />
Especially, the type of shrinkage<br />
that often occurs as small porosities in<br />
hot-spot sections of the complex castings;<br />
appear to be effec tively reduced<br />
or even eliminated by Ultraseed ® inoculant.<br />
Figure 14 shows an example of<br />
microshrinkage porosity that has been<br />
minimized by the use of Ultraseed ®<br />
inoculant.<br />
Figure 13: Comparison of the eutectic<br />
cell count in 5 mm sections at about<br />
equal chill depth (from BCIRA).<br />
Figure 14: Example of micro-shrinkage prorosity in ductile iron part that has been<br />
minimized by Ultraseed ® inoculant (left), compared to manganese-zirconium<br />
containing inoculant (right).