CAST IRON INOCULATION - Elkem
CAST IRON INOCULATION - Elkem
CAST IRON INOCULATION - Elkem

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>CAST</strong> <strong>IRON</strong> <strong>INOCULATION</strong><br />
THE TECHNOLOGY OF GRAPHITE SHAPE CONTROL<br />
<strong>Elkem</strong> manufactures and markets a<br />
series of high quality inoculants to treat<br />
cast iron and ensure the production of<br />
an ideal graphite shape, distribution<br />
and freedom from chill (cementite). All<br />
inoculants are available in sizes suitable<br />
for ladle or in-stream additions.<br />
This brochure describes some of the<br />
conditions in the production of cast iron<br />
that call for the addition of an inoculant<br />
to ensure the reliable production of a<br />
sound, strong, tough, machinable casting.<br />
The mechanism of inoculation and<br />
graphite nucleation in cast iron during<br />
solidification is also described.<br />
What is Inoculation of Cast Iron<br />
Inoculation is the means of controlling<br />
structures and properties of cast iron<br />
by minimizing undercooling and<br />
increasing the number of nucleation<br />
sites during solidification. An inoculant<br />
is a material added to the liquid iron<br />
just prior to casting that will provide<br />
suitable sites for nucleation of graphite<br />
during the subsequent cooling. Traditionally,<br />
inoculants have been based<br />
on graphite, ferrosilicon or calcium<br />
silicide. Almost exclusively, inoculants<br />
today are ferrosilicon based containing<br />
small quantities of active elements<br />
such as Al, Ba, Ca, Sr, Zr and RE (Rare<br />
Earth metals).<br />
The purpose of inoculation is to assist<br />
in providing sufficient nucleation sites<br />
for dissolved carbon to precipitate<br />
as graphite rather than iron carbide<br />
(cementite, Fe 3<br />
C). This is done by preventing<br />
undercooling below the metastable<br />
eutectic temperature where<br />
carbidic (white) structures are formed.<br />
The iron solidification mechanism is<br />
prone to form chilled iron structures<br />
when the inoculation is inadequate.<br />
There are several reasons why chilled<br />
structures are normally undesirable.<br />
They are hard and brittle and interfere<br />
with machining, necessitate additional<br />
heat treatment operations, resulting in<br />
nonconformance with specifications<br />
and, in general, increase the total cost<br />
of production.<br />
Inoculation changes the structure of<br />
cast iron by altering the solidification<br />
process. A look at the solidification<br />
process for hypoeutectic grey iron<br />
(iron with a carbon equivalent less<br />
than 4.3) helps in understanding the<br />
effect of inoculation.<br />
The first metal to solidify in hypoeutectic<br />
grey iron is primary austenite. As<br />
cooling continues, the remaining iron<br />
grows richer in dissolved carbon. Eventually,<br />
the liquid reaches the eutectic<br />
composition of 4.3% carbon equivalent,<br />
at which final or eutectic solidification<br />
would start under equilibrium conditions.<br />
However, equilibrium solidification does<br />
not occur under practical foundry conditions.<br />
Due to variations in chemistry,<br />
pouring temperature, solidification rate,<br />
section thickness and other conditions,<br />
the metal will cool below the eutectic<br />
temperature before the start of final<br />
solidification.<br />
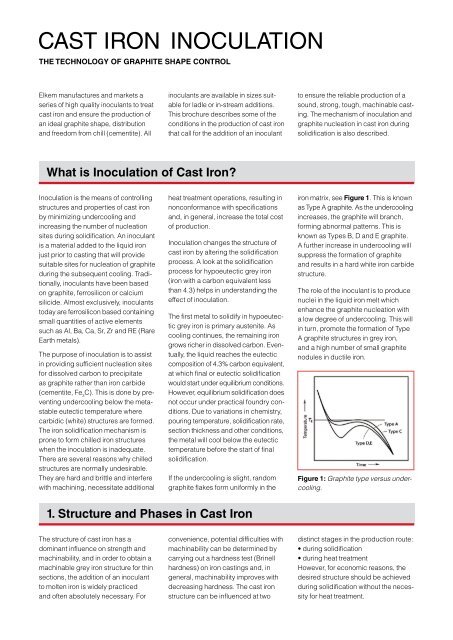
If the undercooling is slight, random<br />
graphite flakes form uniformly in the<br />
iron matrix, see Figure 1. This is known<br />
as Type A graphite. As the undercooling<br />
increases, the graphite will branch,<br />
forming abnormal patterns. This is<br />
known as Types B, D and E graphite.<br />
A further increase in undercooling will<br />
suppress the formation of graphite<br />
and results in a hard white iron carbide<br />
structure.<br />
The role of the inoculant is to produce<br />
nuclei in the liquid iron melt which<br />
enhance the graphite nucleation with<br />
a low degree of undercooling. This will<br />
in turn, promote the formation of Type<br />
A graphite structures in grey iron,<br />
and a high number of small graphite<br />
nodules in ductile iron.<br />
Figure 1: Graphite type versus undercooling.<br />
1. Structure and Phases in Cast Iron<br />
The structure of cast iron has a<br />
domi nant influence on strength and<br />
machinability, and in order to obtain a<br />
machinable grey iron structure for thin<br />
sections, the addition of an inoculant<br />
to molten iron is widely practiced<br />
and often absolutely necessary. For<br />
convenience, potential difficulties with<br />
machinability can be determined by<br />
carrying out a hardness test (Brinell<br />
hardness) on iron castings and, in<br />
general, machinability improves with<br />
decreasing hardness. The cast iron<br />
structure can be influenced at two<br />
distinct stages in the production route:<br />
• during solidification<br />
• during heat treatment<br />
However, for economic reasons, the<br />
desired structure should be achieved<br />
during solidification without the necessity<br />
for heat treatment.