optimization of process parameters of wire edm using zinc ... - ijater
optimization of process parameters of wire edm using zinc ... - ijater
optimization of process parameters of wire edm using zinc ... - ijater

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
International Journal <strong>of</strong> Advanced Technology & Engineering Research (IJATER)<br />
OPTIMIZATION OF PROCESS PARAMETERS OF<br />
WIRE EDM USING ZINC-COATED BRASS WIRE<br />
Authors: 1 Manoj Malik, 2 Rakesh Kumar Yadav, 3 Nitesh Kumar, 4 Deepak Sharma, 5 Manoj<br />
Abstract<br />
Wire electrical discharge machining is a widely accepted<br />
non-traditional material removal <strong>process</strong> used to manufacture<br />
components with intricate pr<strong>of</strong>iles. In <strong>wire</strong> EDM, the<br />
conductive materials are machined with a series <strong>of</strong> electrical<br />
discharges (sparks) that are produced between an accurately<br />
positioned moving <strong>wire</strong> (the electrode) and the work piece.<br />
High frequency pulses <strong>of</strong> alternating or direct current is discharged<br />
from the <strong>wire</strong> to the work piece with a very small<br />
spark gap through insulated dielectric fluid (water). In this<br />
paper there are three factors has been taken for <strong>optimization</strong><br />
i.e. Metal removal rate, Electrode wear rate, and Surface<br />
roughness <strong>using</strong> Zinc-coated brass <strong>wire</strong>.<br />
Keywords: - WEDM, Metal removal rate, surface finish, taguchi<br />
method, Electrode wear rate.<br />
I. Introduction<br />
Recently, non-conventional machining is well established<br />
used by component manufacturer as a manufacturing<br />
method. Non-conventional is not involved with the high<br />
force, without tool ware and the most things for the environment<br />
it is a green <strong>process</strong>. The <strong>process</strong> is not deal with<br />
the metal chip and only water is used as an electrode. Wire<br />
electrical discharge machining (<strong>wire</strong>-EDM), EDM die sinking,<br />
water jet cutting and laser cutting are the most regularly<br />
used by the manufacturer. Wire-EDM as a precision cutting<br />
technology is possible to fabricate from a small range <strong>of</strong><br />
product until a large size <strong>of</strong> component. All type <strong>of</strong> good<br />
conductivity metal such as mild steel and copper are possible<br />
to be cut <strong>using</strong> <strong>wire</strong>-EDM. However, machine setting varies<br />
for each type <strong>of</strong> metals. So, certain <strong>parameters</strong> need to be<br />
clearly defined for each <strong>of</strong> materials. In <strong>wire</strong>-EDM, to cut<br />
two types <strong>of</strong> material in one time or parallel cutting is a big<br />
challenge. Machine setting for both <strong>of</strong> the materials need to<br />
be considered and optimized. Besides that, the machine setting<br />
is also base on the curve or pr<strong>of</strong>ile to be cut.<br />
The setting is easy tuned for a straight line and become more<br />
difficult for the curve or part which is involving an angle.<br />
Limitation <strong>of</strong> cutting speed is applied by Sanchez et. al.<br />
(2007) in order to minimize the errors at different zones <strong>of</strong><br />
the corner. Ninety degree angle is the most difficult section<br />
to be cut by <strong>wire</strong>-EDM because <strong>of</strong> the dramatically<br />
direction changing. Wire electrical discharge machining<br />
<strong>process</strong> is a highly complex, time varying & stochastic<br />
<strong>process</strong>. The <strong>process</strong> output is affected by large no <strong>of</strong><br />
input variables. Therefore a suitable selection <strong>of</strong> input variables<br />
for the <strong>wire</strong> electrical discharge machining (WEDM)<br />
<strong>process</strong> relies heavily on the operators technology & experience<br />
because <strong>of</strong> their numerous & diverse range. WEDM is<br />
extensively used in machining <strong>of</strong> conductive materials when<br />
precision is <strong>of</strong> prime importance. Rough cutting operation in<br />
<strong>wire</strong> EDM is treated as challenging one because improvement<br />
<strong>of</strong> more than one performance measures viz. Metal<br />
removal rate (MRR), surface finish & cutting width are<br />
sought to obtain precision work. In this paper an approach to<br />
determine <strong>parameters</strong> setting is proposed. Using taguchi’s<br />
parameter design, significant machining <strong>parameters</strong> affecting<br />
the performance measures are identified as pulse peak<br />
current, pulse on time, and duty factor. The effect <strong>of</strong> each<br />
control factor on the performance measure is studied individually<br />
<strong>using</strong> the plots <strong>of</strong> signal to noise ratio. The study<br />
demonstrates that the WEDM <strong>process</strong> <strong>parameters</strong> can be<br />
adjusted so as to achieve better metal removal<br />
rate, surface finish, electrode wear rate.<br />
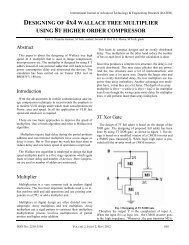
Fig. 1 Wire EDM Set-up<br />
Table1<br />
PROCESS PARAMETERS OF MICRO WIRE EDM PROCESS<br />
S. PARAMETERS RANGE<br />
ISSN No: 2250-3536 Volume 2, Issue 4, July 2012 127
International Journal <strong>of</strong> Advanced Technology & Engineering Research (IJATER)<br />
No.<br />
1 Frequency 0-200 KHz<br />
2 Pulse width 1-10 μs<br />
3 gap % <strong>of</strong> voltage 60-100%<br />
4 gain 0-100<br />
5 pulse peak current 40A<br />
6 output voltage 60-250V<br />
7 Dwell time 0-20s<br />
8 polarity +/-<br />
9 hole diameter 0.05 -1 mm<br />
10 spindle speed 100-1000 rev/min<br />
II. LITERATURE REVIEW<br />
The material removal mechanism <strong>of</strong> WEDM is very similar<br />
to the conventional EDM <strong>process</strong> involving the erosion effect<br />
produced by the electrical discharges (sparks). In<br />
WEDM, material is eroded from the work piece by a series<br />
<strong>of</strong> discrete sparks occurring between the work piece and the<br />
<strong>wire</strong> separated by a stream <strong>of</strong> dielectric fluid, which is continuously<br />
fed to the machining zone. However, today's<br />
WEDM <strong>process</strong> is commonly conducted on work pieces that<br />
are totally submerged in a tank filled with dielectric fluid.<br />
Such a submerged method <strong>of</strong> WEDM promotes temperature<br />
stabilisation and efficient flushing especially in cases where<br />
the work piece has varying thickness. The WEDM <strong>process</strong><br />
makes use <strong>of</strong> electrical energy generating a channel <strong>of</strong> plasma<br />
between the cathode and anode, and turns it into thermal<br />
energy at a temperature in the range <strong>of</strong> 8000-12,000 OC or<br />
as high as 20,000 OC initializing a substantial amount <strong>of</strong><br />
heating and melting <strong>of</strong> material on the surface <strong>of</strong> each pole.<br />
When the pulsating direct current power supply occurring<br />
between 20,000 and 30,000 Hz is turned <strong>of</strong>f, the plasma<br />
channel breaks down. This causes a sudden reduction in the<br />
temperature allowing the circulating dielectric fluid to implore<br />
the plasma channel and flush the molten particles from<br />
the pole Surfaces in the form <strong>of</strong> microscopic debris. While<br />
the material removal mechanisms <strong>of</strong> EDM and WEDM are<br />
similar, their functional characteristics are not identical.<br />
WEDM uses a thin <strong>wire</strong> continuously feeding through the<br />
work piece by a micro<strong>process</strong>or, which enable parts <strong>of</strong> complex<br />
shapes to be machined with exceptional high accuracy.<br />
A varying degree <strong>of</strong> taper ranging from lSO for a 100 mm<br />
thick to 30" for a 400 mm thick work piece can also be obtained<br />
on the cut surface. The micro<strong>process</strong>or also constantly<br />
maintains the gap between the <strong>wire</strong> and the wok piece,<br />
which varies from 0.025 to 0.05 mm. WEDM, eliminates the<br />
need for elaborate pre-shaped electrodes, which are commonly<br />
required in EDM to perform the roughing and finishing<br />
operations. In the case <strong>of</strong> WEDM, the <strong>wire</strong> has to make<br />
several machining passes along the pr<strong>of</strong>ile to be machined to<br />
attain the required dimensional accuracy and surface finish<br />
(SF) quality.<br />
Kunieda and Furudate tested the feasibility <strong>of</strong> conducting<br />
dry WEDM to improve the accuracy <strong>of</strong> the finishing operations,<br />
which was conducted in a gas atmosphere without<br />
<strong>using</strong> dielectric fluid. In addition, WEDM uses deionised<br />
water instead <strong>of</strong> hydrocarbon oil as the dielectric fluid and<br />
contains it within the sparking zone. The deionised water is<br />
not suitable for conventional EDM as it causes rapid electrode<br />
wear, but its low viscosity and rapid cooling rate make<br />
it ideal for WEDM.<br />
III. EXPERIMENTAL SETUP<br />
3.1 GREY BASED TAGUCHI METHOD:-<br />
Genichi Taguchi, a Japanese scientist, developed a technique<br />
based on OA <strong>of</strong> experiments. This technique has been<br />
widely used in different fields <strong>of</strong> engineering to optimize the<br />
<strong>process</strong> <strong>parameters</strong>. The integration <strong>of</strong> DOE with parametric<br />
<strong>optimization</strong> <strong>of</strong> <strong>process</strong> can be achieved in the Taguchi<br />
method. An OA provides a set <strong>of</strong> well-balanced experiments,<br />
and Taguchi’s signal-to-noise. (S/N) ratios, which are<br />
logarithmic functions <strong>of</strong> the desired output, serve as objective<br />
functions for <strong>optimization</strong>. It helps to learn the whole<br />
parameter space with a small number (minimum experimental<br />
runs) <strong>of</strong> experiments. OA and S/N ratios are used to study<br />
the effects <strong>of</strong> control factors and noise factors and to determine<br />
the best quality characteristics for particular applications.<br />
Fig.2. Principle <strong>of</strong> <strong>wire</strong> EDM<br />
The optimal <strong>process</strong> <strong>parameters</strong> obtained from the Taguchi<br />
method are insensitive to the variation <strong>of</strong> environmental<br />
conditions and other noise factors. However, originally, Taguchi<br />
method was designed to optimize single-performance<br />
characteristics. Optimization <strong>of</strong> multiple performance characteristics<br />
is not straightforward and much more complicated<br />
than that <strong>of</strong> single-performance characteristics. To solve the<br />
multiple performance characteristics problems, the Taguchi<br />
ISSN No: 2250-3536 Volume 2, Issue 4, July 2012 128
International Journal <strong>of</strong> Advanced Technology & Engineering Research (IJATER)<br />
method is coupled with grey relational analysis. Grey relational<br />
analysis was first proposed by Deng in 1982 to fulfil<br />
the crucial mathematical criteria for dealing with poor, incomplete,<br />
and uncertain system This grey-based Taguchi<br />
technique has been widely used indifferent fields <strong>of</strong> engineering<br />
to solve multi-response <strong>optimization</strong> problems.<br />
The taguchi method can be obtained by step by step procedure<br />
as shown in fig. 3 below:<br />
Table 2. Electrical discharge machining condition<br />
Work condition<br />
Electrode<br />
Work piece<br />
Voltage<br />
Peak current<br />
Pulse duration<br />
Description<br />
Brass <strong>wire</strong> with <strong>zinc</strong> coated, diameter 9 mm,<br />
Length 70 mm<br />
Tungsten Carbide ceramic, square shape<br />
(100x100x7mm)<br />
120 to 200 V<br />
8 to 64 A<br />
1.6 to 50 μs<br />
Interval time 3.2 to 800<br />
Dielectric fluid Kerosene<br />
3.2 DESIGN OF EXPERIMENT:<br />
As per the taguchi quality design concept L9 orthogonal<br />
array table was arbitrarily chosen to study <strong>optimization</strong><br />
<strong>process</strong>.<br />
1. Three control factors were chosen each at 3 levels<br />
A- Pulse on time (μs)<br />
B- Duty factor = (pulse on time/(pulse on time + pulse <strong>of</strong><br />
time))<br />
C- Pulse peak current (A)<br />
2. Three response <strong>parameters</strong> were measured<br />
(I) Metal removal rate i.e. MRR (g/min)<br />
(II) Electrode wear rate i.e. EWR (%)<br />
(III)Surface roughness i.e. SR (μm)<br />
Table 3. Machining <strong>parameters</strong> & their levels<br />
Fig. 3. Grey-based taguchi method procedure<br />
In this paper, the cutting <strong>of</strong> Tungsten Carbide ceramic <strong>using</strong><br />
electro-discharge machining (EDM) with a graphite electrode<br />
by <strong>using</strong> Taguchi methodology has been reported by<br />
Radzi et al. The Taguchi method is used to formulate the<br />
experimental layout, to analyse the effect <strong>of</strong> each parameter<br />
on the machining characteristics, and to predict the optimal<br />
choice for each EDM parameter such as peak current, voltage,<br />
pulse duration and interval time. It is found that these<br />
<strong>parameters</strong> have a significant influence on machining characteristic<br />
such as metal removal rate (MRR), electrode wear<br />
rate (EWR) and surface roughness (SR). The analysis <strong>of</strong> the<br />
Taguchi method reveals that, in general the peak current<br />
significantly affects the EWR and SR, while, the pulse duration<br />
mainly affects the MRR.<br />
Symbol Parameter Unit Level<br />
1<br />
Level<br />
2<br />
Level<br />
3<br />
A Pulse on μs 5 100 200<br />
time<br />
B Duty factor - 0.2 0.4 0.6<br />
C<br />
Pulse peak<br />
current<br />
3.3 EXPERIMENTAL RESULTS:<br />
A 1 5 7<br />
The experimental results obtained in EDM are given below:<br />
Table 3. Experimental results <strong>of</strong> <strong>process</strong><br />
A B C MRR EWR RA<br />
1 1 1 0.0024 29.896 3.01<br />
1 2 2 0.0058 5.253 2.78<br />
ISSN No: 2250-3536 Volume 2, Issue 4, July 2012 129
International Journal <strong>of</strong> Advanced Technology & Engineering Research (IJATER)<br />
1 3 3 0.0097 4.897 3.45<br />
2 1 2 0.0066 2.345 2.95<br />
2 2 3 0.0087 0.765 2.98<br />
2 3 1 0.0029 28.906 2.5<br />
3 1 3 0.59 0.234 2.12<br />
3 2 1 0.0031 28.865 2.56<br />
3 3 2 0.0037 0.789 2.01<br />
V. REFERANCES<br />
IV. CONCLUSION<br />
1. It can be seen from the graph 1 for MRR to b maximum<br />
factor A, B has to be at level 2 & factor c has to<br />
be at level 3.<br />
2. Pulse peak current is the most critical factor affecting<br />
MRR& duty factor is the least significant parameter.<br />
3. For minimum EWR factor A, C has to be at level 3 &<br />
factor B has to be at level 1.<br />
4. Pulse peak current is the most critical factor affecting<br />
EWR& duty factor is the least significant parameter.<br />
5. For minimum surface roughness factor A, B has to be<br />
at level 3 & factor C has to be at level 2.<br />
6. Pulse on time is the most critical factor affecting surface<br />
roughness & duty factor is the least significant parameter.<br />
[1] Y.S. Liao, Y.Y. Chu and M.T. Yan, Study <strong>of</strong> <strong>wire</strong> breaking<br />
<strong>process</strong> and monitoring <strong>of</strong> WEDM, International Journal <strong>of</strong> Machine<br />
Tools & Manufacture, 37 (1997) pp. 555-567.<br />
[2] R. E. Williams and K. P. Rajurkar, Study <strong>of</strong> <strong>wire</strong> electrical discharged<br />
machine surface characteristics, Journal <strong>of</strong> Materials<br />
Processing Technology,28(1991) pp. 127-138<br />
[3] S.S Mohapatra, Amar pattnaik, Optimization <strong>of</strong> WEDM <strong>process</strong><br />
<strong>parameters</strong> <strong>using</strong> Taguchi method, International Journal <strong>of</strong> Advanced<br />
manufacturing Technology (2006)<br />
[4] P.J Ross. Taguchi Techniques For Quality Engineering. New<br />
York, McGraw-Hill ,1984<br />
[5] Y.S Liao , J.T.Huang, A study on the machining parameter<br />
<strong>optimization</strong> <strong>of</strong> WEDM, Journal <strong>of</strong> Material Processing Technology,71(1997)<br />
pp. 487-493<br />
[6] Mohd Amri Lajis , H.C.D. Mohd Radzi, The Implementation <strong>of</strong><br />
Taguchi Method on EDM Process <strong>of</strong>Tungsten Carbide, European<br />
Journal <strong>of</strong> Scientific Research ISSN 1450-216X Vol.26 No.4<br />
(2009), pp.609-617<br />
[7] C.L.Lin, J.L.lin & T.C.Ko ,Optimization <strong>of</strong> the EDM <strong>process</strong><br />
based on the Orthogonal Array with Fuzzy Logic and Grey Relational<br />
Analysis Method, International Journal <strong>of</strong> Advanced manufacturing<br />
Technology,19(2002) pp. 271-277<br />
[8] Mu-Tian Yan , Hsing – Tsung Chien,Monitoring & Control <strong>of</strong><br />
the micro <strong>wire</strong> –EDM <strong>process</strong>, International Journal <strong>of</strong> Machine<br />
Tools & Manufacture ,47(2007)pp.148-157.<br />
[9] S.H.Lee, X.P Li, Study <strong>of</strong> the effect <strong>of</strong> machining <strong>parameters</strong><br />
on the machining characteristics in electrical discharge machining<br />
<strong>of</strong> tungsten carbide, Journals <strong>of</strong> Material Processing Technology<br />
115 (2001) pp.344-358.<br />
[10] Condra L W (1993), Reliability improvement with design <strong>of</strong><br />
experiments, Marcel Dekker,<br />
[11] Bagchi Tapan P. (1993), Taguchi methods explained, practical<br />
steps to robust design, Prentice Hall <strong>of</strong> India, India Private Limited,<br />
New Delhi.<br />
[12] Berger P D, Maurer R E (2002), Experimental design, Thomson-Duxbury,<br />
Singapore.<br />
[13] Bhattacharya B, Manna A (1998), Taguchi Method based parametric<br />
study <strong>of</strong> CNC Wire-cut-<br />
[14] EDM during machining <strong>of</strong> Al-SiC –MMC. Industrial Engineering<br />
Journal, 83, 62-65.<br />
[15] Hines J W (1997), Fuzzy and neural approaches in engineering,<br />
John Willy and Sons, Inc., New York,<br />
[16] Ho K. H., Newman S. T. (2003), State <strong>of</strong> the art electrical<br />
discharge machining (EDM), International Journal <strong>of</strong> Machine<br />
Tools & Manufacture. 43, 1287-1300.<br />
[17] Ho K. H., Newman S. T. Rahimifard S. Allen R. D. (2004),<br />
State <strong>of</strong> the art in <strong>wire</strong> electrical discharge machining (WEDM),<br />
International Journal <strong>of</strong> Machine Tools & Manufacture. (Articlein<br />
press)<br />
Biographies<br />
1 MANOJ MALIK (MAIN AUTHOR) B.Tech. and<br />
M.Tech. from Maharishi Dayanand University, Rohtak. His<br />
research areas include Manufacturing and Automation field.<br />
manojkumarmalik1984@gmail.com<br />
2 RAKESH KUMAR YADAV, Assistant Pr<strong>of</strong>essor, Al-<br />
Falah School <strong>of</strong> Engineering & Technology, Faridabad<br />
rkymech@gmail.com<br />
3 NITESH KUMAR, Assistant Pr<strong>of</strong>essor, Rawal Institute <strong>of</strong><br />
Engineering & Technology, Faridabad<br />
nitesh.bitspilani@gmail.com<br />
4 HARICHAND, Assistant Pr<strong>of</strong>essor, Rawal Institute <strong>of</strong><br />
Engineering & Technology, Faridabad<br />
harichand88@gmail.com<br />
5 DEEPAK SHARMA, Assistant Pr<strong>of</strong>essor, Rawal Institute<br />
<strong>of</strong> Engineering & Technology, Faridabad<br />
6 MANOJ, Lecturer, Rawal Institute <strong>of</strong> Engineering & Technology,<br />
Faridabad.<br />
mrdudeja@gmail.com<br />
ISSN No: 2250-3536 Volume 2, Issue 4, July 2012 130