AMMTIAC Quarterly, Vol. 2, No. 2 - Advanced Materials ...
AMMTIAC Quarterly, Vol. 2, No. 2 - Advanced Materials ...
AMMTIAC Quarterly, Vol. 2, No. 2 - Advanced Materials ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Amplitude<br />
150<br />
0<br />
-150<br />
0 50 100 150<br />
time(µs)<br />
150<br />
Figure 2. Waveforms for a Three-Layer Structure, Aluminum-<br />
Adhesive-Aluminum, (a) <strong>No</strong>n-Corroded Region, (b) Corroded Region<br />
at the Bottom, (c) Corroded Region at the Top. (Reprinted with<br />
permission from[6] © 2000 American Institute of Physics.)<br />
Guided ultrasonic waves have been applied for inspecting pipes by<br />
using an array of transducers around a pipe to focus energy at particular<br />
positions on the pipe circumference at chosen axial locations.[5]<br />
Although good results were obtained in a laboratory environment,<br />
this technique was not as successful in actual shipboard tests of piping<br />
where pipe elbows, hangers, flanges, valves, welds, etc., add significant<br />
complexity. However, this approach still has the potential to<br />
be applied to more complex structures if coherent noise can be controlled<br />
and algorithms can be developed to interpret waveforms.<br />
Prior work has shown that guided waves also have some potential<br />
for inspection of multilayer aircraft structures for hidden corrosion<br />
and cracking.[6] Figure 2 (a, b, and c) shows guided wave waveforms<br />
from a three-layer aircraft structure of aluminum-adhesivealuminum.<br />
The first signal is from a non-corroded region (Figure<br />
2a), the second is from a corroded region in the bottom aluminum<br />
plate (Figure 2b), and the third is from a corroded region in the top<br />
aluminum plate (Figure 2c).<br />
<strong>No</strong>n-contact air-coupled transducers can be used to apply guided<br />
waves to the inspection of thinning in aluminum plates.[7] In this<br />
application, a pair of micromachined gas (air)-coupled capacitive<br />
transducers is used for the generation and detection of guided plate<br />
modes. Features in the dispersive behavior of selected guided wave<br />
modes were used for the detection of plate thinning. Mode cutoff<br />
measurements provided a qualitative detection of plate thinning,<br />
while frequency shift measurements were able to provide a quantitative<br />
measure of plate thinning. The experimental setup with aircoupled<br />
transducers is shown in Figure 3.<br />
<strong>No</strong>n-contacting electromagnetic acoustic transducers (EMATs)<br />
can also be used to generate and detect shear horizontal (SH)-guide<br />
waves for inspection and mapping of corrosion in pipe walls and<br />
plates.[8] The SH waves have a pure shear-motion parallel to the<br />
surfaces and perpendicular to the plane of incidence. SH-guided<br />
waves have a unique feature in contrast to guided waves with inplane<br />
polarization; the lowest order mode has no dispersion and the<br />
dispersion of the higher order modes is much weaker than modes<br />
Receiving<br />
Module<br />
RITEC<br />
RAM-10000<br />
Gated<br />
Amplifier<br />
Amplitude<br />
(a)<br />
0<br />
-150<br />
Charge Amplifier<br />
Simulated Hidden Corrision<br />
Test Plate<br />
AC/DC<br />
Decoupler<br />
200V Bias<br />
Transmitter<br />
Receiver<br />
Control/Acquisition<br />
Computer<br />
Monitor Signals<br />
Oscilloscope<br />
Figure 3. Experimental Setup for Gas (Air) – Coupled Ultrasonic<br />
Guided Wave Detection of Thinning Defects in Aluminum Plates.[7]<br />
Amplitude<br />
(c)<br />
150<br />
0 50 100 150<br />
time(µs)<br />
0<br />
-150<br />
(b)<br />
0 50 100 150<br />
time(µs)<br />
with polarization in the plane of incidence. As a result, SH-guided<br />
waves could be economically and reliably used to detect and map<br />
corrosion in plates and pipes. Couplant free excitation and the<br />
resultant simplified waveforms add to the versatility and usefulness<br />
of the technique.<br />
A shorter range wave technique that utilizes creeping (or lateral<br />
waves) and head waves in parallel or near-parallel walled metal<br />
structures has been commercialized in the United Kingdom.[9] The<br />
technique utilizes a transducer at the critical angle to generate creeping<br />
and head waves, and a second receiving transducer is placed up<br />
to one meter away. The unique way in which the waves propagate<br />
provides complete isonification of the plate or pipe with little attenuation.<br />
This allows the probes to be well separated compared to traditional<br />
creeping wave inspection. The technique is also applicable<br />
to corrosion in pipes under pipe supports, and the instrumentation<br />
has been field proven.<br />
Ultrasonics<br />
Confidence in ultrasonic inspection to detect and quantify<br />
corrosion in field applications has often required the disassembly of<br />
systems and testing in water baths. Results of various tests have<br />
shown that the detection of hidden corrosion on various aluminum<br />
alloys of varying thickness was useful above 10% metal loss, but the<br />
technique was not applicable for metal loss below 10%.<br />
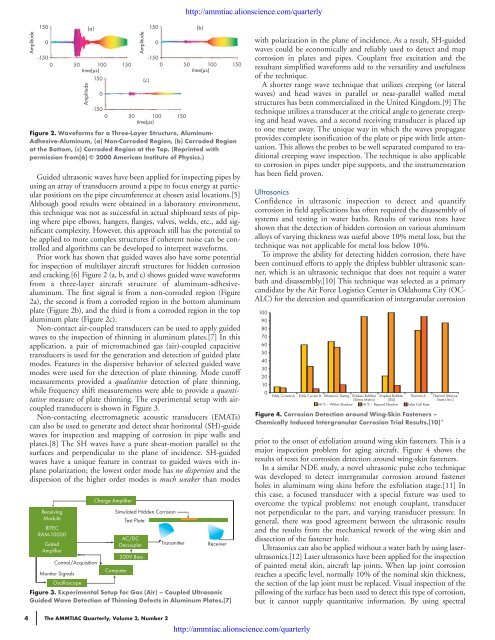
To improve the ability for detecting hidden corrosion, there have<br />
been continued efforts to apply the dripless bubbler ultrasonic scanner,<br />
which is an ultrasonic technique that does not require a water<br />
bath and disassembly.[10] This technique was selected as a primary<br />
candidate by the Air Force Logistics Center in Oklahoma City (OC-<br />
ALC) for the detection and quantification of intergranular corrosion<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0 Eddy Current A Eddy Current B Ultrasonic Testing Dripless Bubbler<br />
(Sierra Matrix)<br />
Dripless Bubbler<br />
(ISU)<br />
Thermal A<br />
Hit % – Within Shadow Hit % – Beyond Shadow False Call Rate<br />
Thermal (Wayne<br />
State Univ.)<br />
Figure 4. Corrosion Detection around Wing-Skin Fasteners –<br />
Chemically Induced Intergranular Corrosion Trial Results.[10]*<br />
prior to the onset of exfoliation around wing skin fasteners. This is a<br />
major inspection problem for aging aircraft. Figure 4 shows the<br />
results of tests for corrosion detection around wing-skin fasteners.<br />
In a similar NDE study, a novel ultrasonic pulse echo technique<br />
was developed to detect intergranular corrosion around fastener<br />
holes in aluminum wing skins before the exfoliation stage.[11] In<br />
this case, a focused transducer with a special fixture was used to<br />
overcome the typical problems: not enough couplant, transducer<br />
not perpendicular to the part, and varying transducer pressure. In<br />
general, there was good agreement between the ultrasonic results<br />
and the results from the mechanical rework of the wing skin and<br />
dissection of the fastener hole.<br />
Ultrasonics can also be applied without a water bath by using laserultrasonics.[12]<br />
Laser ultrasonics have been applied for the inspection<br />
of painted metal skin, aircraft lap joints. When lap joint corrosion<br />
reaches a specific level, normally 10% of the nominal skin thickness,<br />
the section of the lap joint must be replaced. Visual inspection of the<br />
pillowing of the surface has been used to detect this type of corrosion,<br />
but it cannot supply quantitative information. By using spectral<br />
4<br />
The <strong>AMMTIAC</strong> <strong>Quarterly</strong>, <strong>Vol</strong>ume 2, Number 2