Implementation Strategy V4 - Unipart Logistics
Implementation Strategy V4 - Unipart Logistics
Implementation Strategy V4 - Unipart Logistics

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
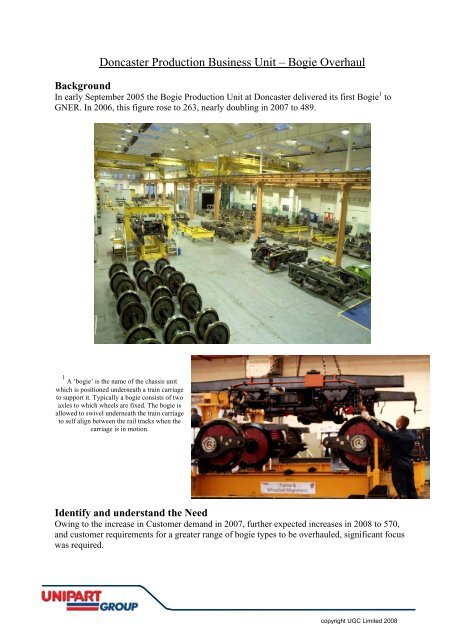
Doncaster Production Business Unit – Bogie Overhaul<br />
Background<br />
In early September 2005 the Bogie Production Unit at Doncaster delivered its first Bogie 1 to<br />
GNER. In 2006, this figure rose to 263, nearly doubling in 2007 to 489.<br />
1 A ‘bogie’ is the name of the chassis unit<br />
which is positioned underneath a train carriage<br />
to support it. Typically a bogie consists of two<br />
axles to which wheels are fixed. The bogie is<br />
allowed to swivel underneath the train carriage<br />
to self align between the rail tracks when the<br />
carriage is in motion.<br />
Identify and understand the Need<br />
Owing to the increase in Customer demand in 2007, further expected increases in 2008 to 570,<br />
and customer requirements for a greater range of bogie types to be overhauled, significant focus<br />
was required.<br />
copyright UGC Limited 2008
Set Objectives<br />
Two main objectives were:<br />
• Increase capacity to meet customer demand<br />
• Maintain a high level of quality to continue to exceed customer expectations.<br />
Grasp the situation<br />
At this stage we wanted to establish the current state of the operations, regardless of the history<br />
or reasons.<br />
Frame Examine<br />
Shot Blast<br />
Strip Area<br />
Process Flow<br />
Bolster Area<br />
Paint<br />
Comm<br />
Cell<br />
Internal<br />
Assembly<br />
Because the process has been broken down into a ‘flow process’ (or Single Piece Flow), our<br />
bogie moves from one stage to the next in a sequence until it has been through all the stages and<br />
is complete. This has a number of benefits, but one of the problems is often how to make this<br />
whole process perform faster (increase our capacity). Think of the analogy of a group of walkers<br />
going on a hike, and for safety reasons they are all joined together by a rope. The speed of the<br />
group is set by the slowest person, and the same is the case for our process. If one of the stages<br />
goes too fast it will run out of parts, and will also produce faster than the next stage requires.<br />
Conversely, if a stage goes too slow, it will stop the next stage through lack of work and the<br />
preceding stage will have finished work with nowhere for the work to go.<br />
Process Mapping of<br />
operations to include all<br />
material and information<br />
flows.<br />
copyright UGC Limited 2008
Grasp the situation (cont’d)<br />
Based on customer demand and available time, Takt = 4hrs (240min)<br />
Having measured the process from end to end the average times for each of the processes were<br />
found to be[figures need adding in here]:<br />
Mins<br />
500<br />
450<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Wash<br />
High Level Dismantle<br />
Low Level Dismantle<br />
1<br />
Shot Blast<br />
Paint<br />
2 3<br />
Frame Exam<br />
Baseline<br />
Bolster Assembly<br />
Assy 1<br />
Assy 2<br />
Faro Arm<br />
Press<br />
Final assy<br />
WSP<br />
Process Time<br />
Takt Rqd<br />
It was necessary to target the ‘bottleneck’ processes to achieve the Takt time and customer<br />
demand, These bottleneck processes restrict the flow of work through the overall process, and as<br />
a consequence set the limit on our overall process capacity, as you can only perform as fast as<br />
your slowest process.<br />
By focusing on our bottlenecks this ensured that:<br />
• we would deliver a direct benefit against the objective of improving capacity<br />
• we could focus our limited resources in specific areas to deliver greatest benefit<br />
• we could tackle areas where often inventory is built up prior to the process. Inventory<br />
hides other wastes.<br />
All issues, that were identified during this process, were collated on a fishbone diagram for later<br />
consideration<br />
4<br />
copyright UGC Limited 2008
Issues i<br />
Product<br />
Locate waste and identify solutions<br />
Behaviour<br />
Training<br />
MAN<br />
No problem<br />
solving<br />
activity<br />
Incorrect<br />
Operation<br />
Training<br />
delays/<br />
waiting<br />
Ergonomics<br />
of processes<br />
Line Balance<br />
Takt<br />
METHOD<br />
Planning<br />
Space<br />
Flow<br />
Layout<br />
Locate<br />
Tooling<br />
Fetch Tooling<br />
Disruption<br />
Process<br />
Constraints<br />
Bottleneck<br />
Visibility<br />
Times<br />
Variation<br />
Issues<br />
Load/ Unload<br />
cycle times<br />
Availability<br />
Tooling<br />
Incorrect<br />
tools used<br />
Missing<br />
Locate<br />
correct Parts<br />
fetch<br />
Parts<br />
Overprocess<br />
Cost of<br />
Consumables<br />
New v Refurb<br />
Paint<br />
Gloves<br />
MACHINE<br />
MAT'L<br />
Fishbone Diagram of Identified Issues in Bogie Overhaul<br />
Many of the issues affected all the areas within the Bogie Overhaul Area, so we had to identify<br />
which were the main areas to focus on with the limited resource available. Based on the Baseline<br />
graph (above) it was recognised there were 4 key areas to focus on to achieve the overall<br />
objective of capacity improvement:<br />
1. Shot Blast<br />
2. Frame Exam<br />
3. Bolster assembly<br />
4. Assembly stage 1<br />
copyright UGC Limited 2008
Implement Solutions<br />
1. Shot Blast<br />
Identified Areas for Improvement<br />
380<br />
240<br />
Current<br />
Target<br />
Non-value added activity<br />
• Poor layout<br />
• Inappropriate tooling<br />
• Poor ergonomics<br />
• Poor utilisation of shot<br />
blast facility<br />
• Fetching parts<br />
Shot<br />
Blast<br />
Airbag Jig<br />
Small Parts<br />
Before<br />
After<br />
Improved loading and material handling of parts<br />
copyright UGC Limited 2008
Implement Solutions (cont’d)<br />
2. Frame Exam<br />
Identified Areas for Improvement<br />
456<br />
240<br />
Current<br />
Target<br />
Non-value added activity<br />
• Poor layout<br />
• Inappropriate tooling<br />
• Excessive variation<br />
• Work imbalance<br />
• Fetching parts<br />
Frame<br />
Exam<br />
During the frame examine<br />
process each part needs to<br />
be assessed as OK,<br />
Repair, or Replace<br />
Stock maintained of<br />
repaired parts ready<br />
to replace those<br />
requiring repair<br />
Storage of change parts<br />
& sub assy<br />
Kanban Board<br />
Material storage &<br />
handling<br />
Workplace<br />
Organisation<br />
copyright UGC Limited 2008
Implement Solutions (cont’d)<br />
3. Bolster Assembly<br />
Identified Areas for Improvement<br />
458<br />
Current Non-value added activity<br />
• Poor layout<br />
• Inappropriate tooling<br />
• Poor process for airbags<br />
240<br />
Target<br />
• Hand painting<br />
• Fetching parts<br />
Bolster<br />
Assy<br />
Improve painting process<br />
Improved Refurbishment<br />
Process<br />
Improved Storage<br />
Improved airbag process and pipework processes by:<br />
• Laying out the Airbag process as a ‘U shaped cell’<br />
• Improving the painting process<br />
• Organising the workplace through 5S<br />
copyright UGC Limited 2008
Implement Solutions (cont’d)<br />
4. Assembly Stage 1<br />
Identified Areas for Improvement<br />
382<br />
240<br />
Current<br />
Target<br />
Non-value added activity<br />
• Poor layout<br />
• Inappropriate tooling<br />
• Overprocessing<br />
• Locating correct tools<br />
• Fetching parts<br />
Assy 1<br />
Old Elbow Fitting<br />
New Elbow Fitting<br />
Bought in new parts:<br />
• Cheaper (compared to labour saving)<br />
• Quicker to fit<br />
• Right first time improvement<br />
Shadow boards for tooling<br />
2 Bin Kanban<br />
system for<br />
consumables<br />
copyright UGC Limited 2008
Review Situation and Results<br />
500<br />
450<br />
2<br />
Baseline<br />
3<br />
400<br />
350<br />
1<br />
4<br />
300<br />
Mins<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
Wash<br />
High Level Dismantle<br />
Low Level Dismantle<br />
Shot Blast<br />
Paint<br />
Frame Exam<br />
Bolster Assembly<br />
Assy 1<br />
Assy 2<br />
Faro Arm<br />
Press<br />
Final assy<br />
WSP<br />
Before<br />
After<br />
Takt Rqd<br />
Improvements made in each of the targeted areas:<br />
1.Shot Blast = 41%<br />
2.Frame Exam = 34%<br />
3.Bolster assembly = 36%<br />
4.Assembly stage 1 = 17%<br />
In addition to the overall process improvements there have been improvements in process<br />
capability as demonstrated by the Frame Examine process variation (below):<br />
Variation<br />
Variation<br />
Improved process stability in Frame Examine Process<br />
copyright UGC Limited 2008
Update Standard Work<br />
Standard Operating<br />
Procedures (SOPs)<br />
were written or updated<br />
to reflect changes in the<br />
process and use of new<br />
tooling and fixtures<br />
Standard Work Layouts were updated for all process stages to establish the ‘standard<br />
condition’, ensure through auditing that the process layout is sustained and also set a benchmark<br />
from which to improve further.<br />
Date<br />
Originator<br />
Area / Team<br />
Ref<br />
Operation<br />
Sequence<br />
27/06/2006<br />
R Woods<br />
From: Bogie High Level Dismantle<br />
To: Bogie Low Level Dismantle<br />
STANDARD PLANNING DOCUMENT<br />
STANDARD WORK LAYOUT<br />
Date: 27/06/2006<br />
Description:<br />
Date<br />
Originator<br />
Area / Team<br />
Ref<br />
Operation<br />
Sequence<br />
27/06/2006<br />
R Woods<br />
From: Bogie High Level Dismantle (27 to 56)<br />
To: Bogie Low Level Dismantle<br />
STANDARD PLANNING DOCUMENT<br />
STANDARD WORK LAYOUT<br />
Date: 27/06/2006<br />
Description:<br />
Work Bench<br />
Tool Cupboard<br />
16<br />
15<br />
SCW<br />
Work Bench<br />
Tool Cupboard<br />
SCW<br />
2<br />
8<br />
17<br />
19 18<br />
20<br />
3<br />
4<br />
25<br />
26<br />
1<br />
38<br />
SCW<br />
Trolley<br />
39 40<br />
41 42<br />
33 29<br />
24<br />
23<br />
9<br />
43<br />
27<br />
32<br />
28<br />
35 34<br />
Shadow Board /<br />
Work Bench<br />
10<br />
14<br />
Scrap<br />
37<br />
36<br />
30<br />
31<br />
5<br />
6<br />
7<br />
Lateral Control<br />
Rack<br />
Scrap<br />
11<br />
13<br />
21<br />
12<br />
22<br />
Quality Check Safey Precaution Std In Process Stock Qty of SIPS Takt Time Cycle Time<br />
Quality Check Safey Precaution Std In Process Stock Qty of SIPS Takt Time Cycle Time<br />
Date Date Date Review Date<br />
Name / Position Name / Position Name / Position Responsibility<br />
Before Improvement<br />
Name / Position<br />
Date Name / Position<br />
Date Name / Position<br />
Date Review Date<br />
After Improvement<br />
Responsibility<br />
copyright UGC Limited 2008
Audit<br />
Having achieved these results it was important to sustain this so that we could improve further.<br />
We did this in a number of ways:<br />
Target Boards – we recognised that the most important part of<br />
all the improvement work was to ensure that we now sustained<br />
it, for a number of reasons;<br />
• We can measure how well the process is being<br />
sustained<br />
• We can measure that we are continuing to gain the<br />
benefits of the improvement<br />
• We can identify further issues (waste) within the<br />
process as the next stage of improvement, and get<br />
better everyday.<br />
Workplace Audit<br />
This ensured we checked the right things and that critical elements of the process were<br />
maintained, for example:<br />
• Checking that all the tooling is present on the shadow board at the end of a shift<br />
• Checking that the Standard Layout is being maintained and any deviations are put on a<br />
3C document<br />
• Checking that the Comm Cell meetings are occurring and questions raised receive<br />
feedback<br />
• Checking whether the Line Manager has visited the area to ‘Go & See’ [Principle 9]<br />
The Communication Centre was set<br />
up to enable effective production<br />
planning processes to be established.<br />
This ensured that all issues affecting<br />
the Bogie Overhaul Facility were<br />
collated in one central location. This is<br />
where support departments<br />
(Maintenance, Quality, Engineering,<br />
Supply Chain) meet with Production<br />
and agree actions in support of the<br />
business objectives.<br />
copyright UGC Limited 2008
Benefits<br />
£100K Benefit<br />
• Increased capacity - 5 bogies week to 7 bogies per week<br />
• Reduced man hours required - 20%<br />
Acknowledgements<br />
A large number of individuals have been fundamental to implementing and continuing the<br />
sustainment of these improvements.<br />
The main team included:<br />
Tony Metcalfe<br />
Ray Herbert<br />
Melissa Freeman<br />
Dave Heaton<br />
Erica King<br />
Mark Hopcraft<br />
Dave Munro<br />
Colin Cunningham<br />
Neil Watson<br />
Robert Davies<br />
Daz Smith<br />
Chris Peach<br />
David Baines<br />
Mark Nogowczyk<br />
For more information, please contact<br />
Mark Nogowczyk<br />
email: mark.nogowczyk@unipartrail.com<br />
copyright UGC Limited 2008