Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
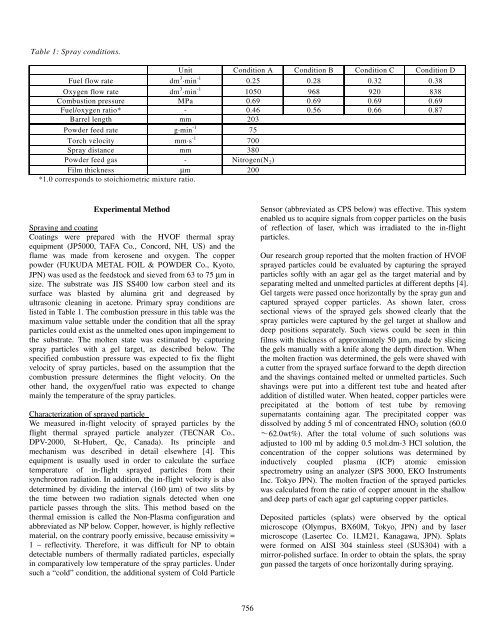
Table 1: Spray conditions.<br />
Unit Condition A Condition B Condition C Condition D<br />
Fuel flow rate dm 3·min -1 0.25 0.28 0.32 0.38<br />
Oxygen flow rate dm 3·min -1 1050 968 920 838<br />
Combustion pressure MPa 0.69 0.69 0.69 0.69<br />
Fuel/oxygen ratio* - 0.46 0.56 0.66 0.87<br />
Barrel length mm 203<br />
Powder feed rate g·min -1 75<br />
Torch velocity mm·s -1 700<br />
Spray distance mm 380<br />
Powder feed gas - Nitrogen(N 2 )<br />
Film thickness µm 200<br />
*1.0 corresponds to stoichiometric mixture ratio.<br />
Experimental Method<br />
<strong>Spraying</strong> and coating<br />
<strong>Coating</strong>s were prepared with the <strong>HVOF</strong> thermal spray<br />
equipment (JP5000, TAFA Co., Concord, NH, US) and the<br />
flame was made from kerosene and oxygen. The copper<br />
powder (FUKUDA METAL FOIL & POWDER Co., Kyoto,<br />
JPN) was used as the feedstock and sieved from 63 to 75 µmin<br />
size. The substrate was JIS SS400 low carbon steel and its<br />
surface was blasted <strong>by</strong> alumina grit and degreased <strong>by</strong><br />
ultrasonic cleaning in acetone. Primary spray conditions are<br />
listed in Table 1. The combustion pressure in this table was the<br />
maximum value settable under the condition that all the spray<br />
particles could exist as the unmelted ones upon impingement to<br />
the substrate. The molten state was estimated <strong>by</strong> capturing<br />
spray particles with a gel target, as described below. The<br />
specified combustion pressure was expected to fix the flight<br />
velocity of spray particles, based on the assumption that the<br />
combustion pressure determines the flight velocity. On the<br />
other hand, the oxygen/fuel ratio was expected to change<br />
mainly the temperature of the spray particles.<br />
Characterization of sprayed particle<br />
We measured in-flight velocity of sprayed particles <strong>by</strong> the<br />
flight thermal sprayed particle analyzer (TECNAR Co.,<br />
DPV-2000, St-Hubert, Qc, Canada). Its principle and<br />
mechanism was described in detail elsewhere [4]. This<br />
equipment is usually used in order to calculate the surface<br />
temperature of in-flight sprayed particles from their<br />
synchrotron radiation. In addition, the in-flight velocity is also<br />
determined <strong>by</strong> dividing the interval (160 µm) of two slits <strong>by</strong><br />
the time between two radiation signals detected when one<br />
particle passes through the slits. This method based on the<br />
thermal emission is called the Non-Plasma configuration and<br />
abbreviated as NP below. <strong>Copper</strong>, however, is highly reflective<br />
material, on the contrary poorly emissive, because emissivity =<br />
1 – reflectivity. There<strong>for</strong>e, it was difficult <strong>for</strong> NP to obtain<br />
detectable numbers of thermally radiated particles, especially<br />
in comparatively low temperature of the spray particles. Under<br />
such a “cold” condition, the additional system of Cold Particle<br />
Sensor (abbreviated as CPS below) was effective. This system<br />
enabled us to acquire signals from copper particles on the basis<br />
of reflection of laser, which was irradiated to the in-flight<br />
particles.<br />
Our research group reported that the molten fraction of <strong>HVOF</strong><br />
sprayed particles could be evaluated <strong>by</strong> capturing the sprayed<br />
particles softly with an agar gel as the target material and <strong>by</strong><br />
separating melted and unmelted particles at different depths [4].<br />
Gel targets were passed once horizontally <strong>by</strong> the spray gun and<br />
captured sprayed copper particles. As shown later, cross<br />
sectional views of the sprayed gels showed clearly that the<br />
spray particles were captured <strong>by</strong> the gel target at shallow and<br />
deep positions separately. Such views could be seen in thin<br />
films with thickness of approximately 50 µm, made <strong>by</strong> slicing<br />
the gels manually with a knife along the depth direction. When<br />
the molten fraction was determined, the gels were shaved with<br />
a cutter from the sprayed surface <strong>for</strong>ward to the depth direction<br />
and the shavings contained melted or unmelted particles. Such<br />
shavings were put into a different test tube and heated after<br />
addition of distilled water. When heated, copper particles were<br />
precipitated at the bottom of test tube <strong>by</strong> removing<br />
supernatants containing agar. The precipitated copper was<br />
dissolved <strong>by</strong> adding 5 ml of concentrated HNO 3 solution (60.0<br />
62.0wt%). After the total volume of such solutions was<br />
adjusted to 100 ml <strong>by</strong> adding 0.5 mol.dm-3 HCl solution, the<br />
concentration of the copper solutions was determined <strong>by</strong><br />
inductively coupled plasma (ICP) atomic emission<br />
spectrometry using an analyzer (SPS 3000, EKO Instruments<br />
Inc. Tokyo JPN). The molten fraction of the sprayed particles<br />
was calculated from the ratio of copper amount in the shallow<br />
and deep parts of each agar gel capturing copper particles.<br />
Deposited particles (splats) were observed <strong>by</strong> the optical<br />
microscope (Olympus, BX60M, Tokyo, JPN) and <strong>by</strong> laser<br />
microscope (Lasertec Co. 1LM21, Kanagawa, JPN). Splats<br />
were <strong>for</strong>med on AISI 304 stainless steel (SUS304) with a<br />
mirror-polished surface. In order to obtain the splats, the spray<br />
gun passed the targets of once horizontally during spraying.<br />
756