Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying
Key Factors for Dense Copper Coating by HVOF Spraying

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
place in preferential to the corrosion of copper coating (Eq.<br />
3) because the corrosion potential of these coatings were<br />
approximately –400 mV and close to that of the free steel<br />
plate at approximately –450 mV. On the other hand, the<br />
corrosion reaction of coating (Eq. 3) takes place exclusively<br />
and preferentially in case of not any and a slight amount of<br />
penetrating pores, respectively. This is because the corrosion<br />
reaction of steel substrate is negligible. This is the case <strong>for</strong> the<br />
copper coated steels under the Cond. C and D because their<br />
corrosion potentials corresponded to that of the free copper<br />
plate around –130 mV.<br />
These results revealed that the coating density at the<br />
fuel/oxygen ratio over 0.66 (Cond. C and D) improved more<br />
rapidly than that at the ratio below 0.56 (Cond. A and B). This<br />
fact implies that a certain important factor exists to improve<br />
the coating density, i.e. compactibility of sprayed particles at<br />
the fuel/oxygen ratio over 0.66. Such a factor was discussed in<br />
the next section.<br />
<strong>Factors</strong> to improve compactibility<br />
The compactness of <strong>HVOF</strong> spray coating was expected to<br />
depend mainly on the trans<strong>for</strong>mation degree of sprayed<br />
particles upon impinging, in other words, amounts of melted<br />
particles and highly de<strong>for</strong>mable particles.<br />
Typical results of capturing spray particles <strong>by</strong> agar gels are<br />
shown in Fig. 6. The spherical particles at the deeper positions<br />
corresponded to unmelted particles, which plunged into the<br />
agar gel without broken off. On the other hand, the fine<br />
particles at the shallower positions corresponded to melted<br />
particles, which were impinged to the gel target, broken into<br />
fine particles and solidified, resulted in being captured near the<br />
surface. As the fuel/oxygen ratio increases, the unmelted<br />
particles at the deeper positions decrease whereas the melted<br />
particles increase, as seen in Fig. 6. In order to show this<br />
phenomenon quantitatively, molten fractions of the sprayed<br />
particles were determined and represented in Fig. 7. At the<br />
ratio of 0.46 under the Cond. A, the molten fraction was 0 wt%.<br />
(<br />
Abundance ratio (%<br />
100<br />
80<br />
60<br />
40<br />
20<br />
TYPE2<br />
TYPE1<br />
TYPE4<br />
TYPE3<br />
0<br />
Cond. A B C D<br />
TYPE5<br />
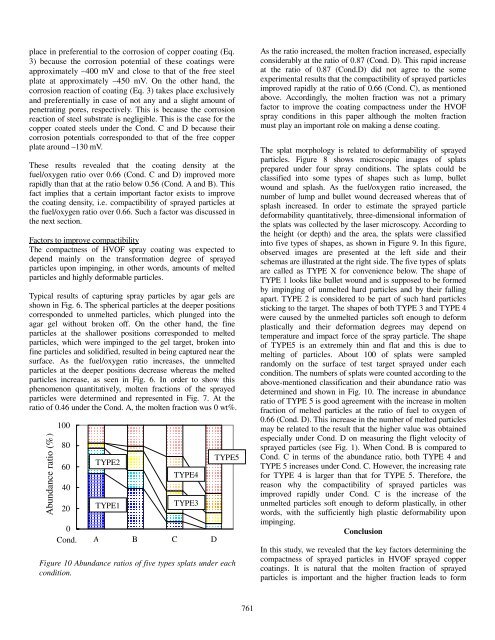
Figure 10 Abundance ratios of five types splats under each<br />
condition.<br />
As the ratio increased, the molten fraction increased, especially<br />
considerably at the ratio of 0.87 (Cond. D). This rapid increase<br />
at the ratio of 0.87 (Cond.D) did not agree to the some<br />
experimental results that the compactibility of sprayed particles<br />
improved rapidly at the ratio of 0.66 (Cond. C), as mentioned<br />
above. Accordingly, the molten fraction was not a primary<br />
factor to improve the coating compactness under the <strong>HVOF</strong><br />
spray conditions in this paper although the molten fraction<br />
must play an important role on making a dense coating.<br />
The splat morphology is related to de<strong>for</strong>mability of sprayed<br />
particles. Figure 8 shows microscopic images of splats<br />
prepared under four spray conditions. The splats could be<br />
classified into some types of shapes such as lump, bullet<br />
wound and splash. As the fuel/oxygen ratio increased, the<br />
number of lump and bullet wound decreased whereas that of<br />
splash increased. In order to estimate the sprayed particle<br />
de<strong>for</strong>mability quantitatively, three-dimensional in<strong>for</strong>mation of<br />
the splats was collected <strong>by</strong> the laser microscopy. According to<br />
the height (or depth) and the area, the splats were classified<br />
into five types of shapes, as shown in Figure 9. In this figure,<br />
observed images are presented at the left side and their<br />
schemas are illustrated at the right side. The five types of splats<br />
are called as TYPE X <strong>for</strong> convenience below. The shape of<br />
TYPE 1 looks like bullet wound and is supposed to be <strong>for</strong>med<br />
<strong>by</strong> impinging of unmelted hard particles and <strong>by</strong> their falling<br />
apart. TYPE 2 is considered to be part of such hard particles<br />
sticking to the target. The shapes of both TYPE 3 and TYPE 4<br />
were caused <strong>by</strong> the unmelted particles soft enough to de<strong>for</strong>m<br />
plastically and their de<strong>for</strong>mation degrees may depend on<br />
temperature and impact <strong>for</strong>ce of the spray particle. The shape<br />
of TYPE5 is an extremely thin and flat and this is due to<br />
melting of particles. About 100 of splats were sampled<br />
randomly on the surface of test target sprayed under each<br />
condition. The numbers of splats were counted according to the<br />
above-mentioned classification and their abundance ratio was<br />
determined and shown in Fig. 10. The increase in abundance<br />
ratio of TYPE 5 is good agreement with the increase in molten<br />
fraction of melted particles at the ratio of fuel to oxygen of<br />
0.66 (Cond. D). This increase in the number of melted particles<br />
may be related to the result that the higher value was obtained<br />
especially under Cond. D on measuring the flight velocity of<br />
sprayed particles (see Fig. 1). When Cond. B is compared to<br />
Cond. C in terms of the abundance ratio, both TYPE 4 and<br />
TYPE 5 increases under Cond. C. However, the increasing rate<br />
<strong>for</strong> TYPE 4 is larger than that <strong>for</strong> TYPE 5. There<strong>for</strong>e, the<br />
reason why the compactibility of sprayed particles was<br />
improved rapidly under Cond. C is the increase of the<br />
unmelted particles soft enough to de<strong>for</strong>m plastically, in other<br />
words, with the sufficiently high plastic de<strong>for</strong>mability upon<br />
impinging.<br />
Conclusion<br />
In this study, we revealed that the key factors determining the<br />
compactness of sprayed particles in <strong>HVOF</strong> sprayed copper<br />
coatings. It is natural that the molten fraction of sprayed<br />
particles is important and the higher fraction leads to <strong>for</strong>m<br />
761