

Nya Svetsaren 1, 1999. - Luleå University of Technology
Nya Svetsaren 1, 1999. - Luleå University of Technology
Nya Svetsaren 1, 1999. - Luleå University of Technology

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
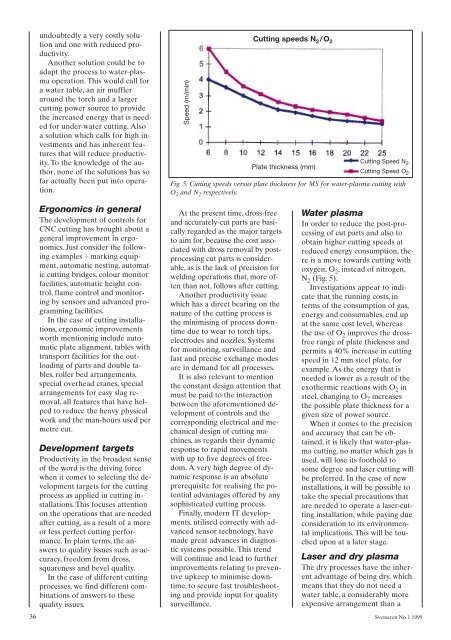
undoubtedly a very costly solutionand one with reduced productivity.Another solution could be toadapt the process to water-plasmaoperation. This would call fora water table, an air muffleraround the torch and a largercutting power source to providethe increased energy that is neededfor under-water cutting. Alsoa solution which calls for high investmentsand has inherent featuresthat will reduce productivity.To the knowledge <strong>of</strong> the author,none <strong>of</strong> the solutions has s<strong>of</strong>ar actually been put into operation.Cutting speeds N 2 /O 2Cutting Speed N 2Plate thickness (mm)Cutting Speed O 2Fig. 5. Cutting speeds versus plate thickness for MS for water-plasma cutting withO 2 and N 2 respectively.Speed (m/min)Ergonomics in generalThe development <strong>of</strong> controls forCNC cutting has brought about ageneral improvement in ergonomics.Just consider the followingexamples – marking equipment,automatic nesting, automaticcutting bridges, colour monitorfacilities, automatic height control,flame control and monitoringby sensors and advanced programmingfacilities.In the case <strong>of</strong> cutting installations,ergonomic improvementsworth mentioning include automaticplate alignment, tables withtransport facilities for the outloading<strong>of</strong> parts and double tables,roller bed arrangements,special overhead cranes, specialarrangements for easy slag removal,all features that have helpedto reduce the heavy physicalwork and the man-hours used permetre cut.Development targetsProductivity in the broadest sense<strong>of</strong> the word is the driving forcewhen it comes to selecting the developmenttargets for the cuttingprocess as applied in cutting installations.This focuses attentionon the operations that are neededafter cutting, as a result <strong>of</strong> a moreor less perfect cutting performance.In plain terms, the answersto quality issues such as accuracy,freedom from dross,squareness and bevel quality.In the case <strong>of</strong> different cuttingprocesses, we find different combinations<strong>of</strong> answers to thesequality issues.At the present time, dross-freeand accurately-cut parts are basicallyregarded as the major targetsto aim for, because the cost associatedwith dross removal by postprocessingcut parts is considerable,as is the lack <strong>of</strong> precision forwelding operations that, more <strong>of</strong>tenthan not, follows after cutting.Another productivity issuewhich has a direct bearing on thenature <strong>of</strong> the cutting process isthe minimising <strong>of</strong> process downtimedue to wear to torch tips,electrodes and nozzles. Systemsfor monitoring, surveillance andfast and precise exchange modesare in demand for all processes.It is also relevant to mentionthe constant design attention thatmust be paid to the interactionbetween the aforementioned development<strong>of</strong> controls and thecorresponding electrical and mechanicaldesign <strong>of</strong> cutting machines,as regards their dynamicresponse to rapid movementswith up to five degrees <strong>of</strong> freedom.A very high degree <strong>of</strong> dynamicresponse is an absoluteprerequisite for realising the potentialadvantages <strong>of</strong>fered by anysophisticated cutting process.Finally, modern IT developments,utilised correctly with advancedsensor technology, havemade great advances in diagnosticsystems possible. This trendwill continue and lead to furtherimprovements relating to preventiveupkeep to minimise downtime,to secure fast troubleshootingand provide input for qualitysurveillance.Water plasmaIn order to reduce the post-processing<strong>of</strong> cut parts and also toobtain higher cutting speeds atreduced energy consumption, thereis a move towards cutting withoxygen, O 2 , instead <strong>of</strong> nitrogen,N 2 (Fig. 5).Investigations appear to indicatethat the running costs, interms <strong>of</strong> the consumption <strong>of</strong> gas,energy and consumables, end upat the same cost level, whereasthe use <strong>of</strong> O 2 improves the drossfreerange <strong>of</strong> plate thickness andpermits a 40% increase in cuttingspeed in 12 mm steel plate. forexample. As the energy that isneeded is lower as a result <strong>of</strong> theexothermic reactions with O 2 insteel, changing to O 2 increasesthe possible plate thickness for agiven size <strong>of</strong> power source.When it comes to the precisionand accuracy that can be obtained,it is likely that water-plasmacutting, no matter which gas isused, will lose its foothold tosome degree and laser cutting willbe preferred. In the case <strong>of</strong> newinstallations, it will be possible totake the special precautions thatare needed to operate a laser-cuttinginstallation, while paying dueconsideration to its environmentalimplications. This will be touchedupon at a later stage.Laser and dry plasmaThe dry processes have the inherentadvantage <strong>of</strong> being dry, whichmeans that they do not need awater table, a considerably moreexpensive arrangement than a36 <strong>Svetsaren</strong> No.1 1999














