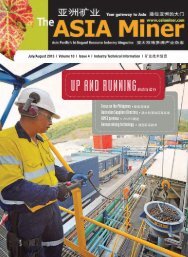
Product NewsNew generation Steinert wet drum separatorsMANY wash plant operators overlook the significant cost implicationsthat an ineffective dense media recovery circuit can have onoverall plant operating cost. Magnetite can be lost at various transportand recovery points in the plant ranging fr om airborne dust,spillage, ineffective draining and rinsing, and inef ficient magneticrecovery. In most cases, it is cumbersome and operators need toadhere to a strict condition monitoring and maintenance regime inorder to keep magnetite losses at a minimum.Traditional Wet Drum Magnetic Separators’ operating ef ficienciesare influenced by a number of factors including:• <strong>Volume</strong>tric slurry feed rate.• Magnetite quality and particle size• Magnetic concentration of feed slurry• Overall magnetic loading• Non-magnetic solids concentration• Overall percentage of solids in the feed• Uniform feed distribution• Magnet radial position• Drum positioning (Horizontal and vertical)• Frequency of plant stop startsAs operational issues make it extremely difficult for plant operatorsto maintain all the above optimally for all conditions, Steinert has embarkedon the development of a more user-friendly Wet Drum Separator(WDS) which is less sensitive to the fluctuations that wouldnormally be difficult for traditional separators to cope with. <strong>The</strong> resultSteinert Australia’s Wet Drum Separator workshop.is not only a decrease in time spent optimizing equipment but also anincrease in capacity and recovery efficiency, resulting in both capitaland operational cost savings.Unlike traditional separators, Steinert’s new generation of WDSmake use of special magnet arrangements which result in a 120%increase in the average magnetic force index measured over theentire operating gap through which the slurry passes. <strong>The</strong> surfaceprofile of the magnetic field also allows for an incr ease in magneticloading of the drum by allowing for uninhibited transportationof the magnetite around the drum.May/June <strong>2012</strong> | <strong>ASIA</strong> <strong>Miner</strong> | 75
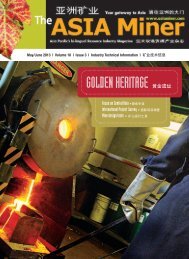
Product NewsLow-emission underground trucks from SandvikSANDVIK Mining has introduced two new underground miningtrucks, the first to offer low-emission engines, which according tothe company makes them the cleanest underground trucks on themarket. <strong>The</strong> new 50-tonne capacity TH550 and 40-tonne capacityTH540 are offered with energy-efficient, low-emission enginescomplying with EPA Tier 4i/Euro Stage IIIB emissions standards.In addition, they have the smallest envelope size in their payloadclass and are designed to operate fully loaded on long spiral gradientsof up to 20% at high speeds. Available as an option, the Tier4i/IIIB Volvo engine on both trucks consumes less fuel, pr oducesfewer emissions and has better torque characteristics than the engineson their predecessor trucks, the Sandvik T50 and T40.According to Sandvik Mining’s product line manager for undergroundhard rock mining, Scott Rowe, the TH540 and TH550 arethe only trucks currently available with this engine option. “<strong>The</strong>setrucks can provide a healthier environment for all personnel workingunderground. For example, if these engines ran in the centreof a large city, the exhaust fumes coming out of the engines wouldbe cleaner than the air they were taking in.”A new Sandvik 50-tonne capacity TH550 underground truck with a low-emission engine.Scott Rowe says that in developing its new undergr ound truckrange, Sandvik Mining paid particular attention to envir onment,health and safety (EHS) issues, as well as pr oductivity and reliability.“As well as our low-emission engine option, both trucks incorporateROPS/FOPS-certified operator compartments, easythree-point access into the cabin and to the top of the machine,improved visibility, ground level daily maintenance and safety railsalong the top of the machine.“Improved ergonomics – which mean reduced fatigue levels overlong shifts – include rubber-mounted and isolated cabs, improvedsound and heat insulation, mor e efficient air conditioning andseats with low frequency suspension as standard.”Daily maintenance requirements have been made simpler, moreconvenient and safer. “All checking points for hydraulic and engineoils, coolant levels and air filters are at ground level, we havequick fill couplings for fluid and the belly plate opens by swingingout to the side,” says Scott Rowe. “<strong>The</strong> engine cooler is easy toclean and both trucks offer automatic central lubrication systems.”In the event of a machine pr oblem, Sandvik’s built in VehicleControl and Management (VCM) diagnostics/tr oubleshootingalarm and log system allows the operator to quickly identify itssource and cause. Full operating logs can be downloaded to astandard laptop.76 | <strong>ASIA</strong> <strong>Miner</strong> | May/June <strong>2012</strong>