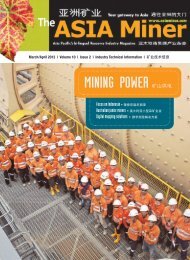
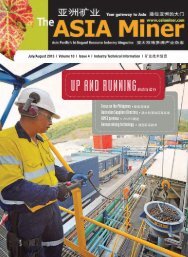
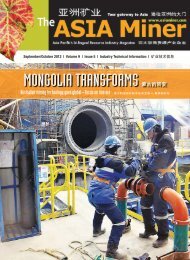
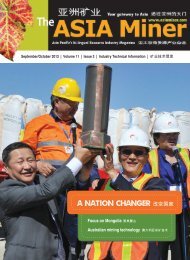
Slurry PumpsWeir has been testing the WBH at coalmining operations in Australia with someimpressive results.Coal & Allied’s Mt. Thorley operations in NewSouth Wales installed the WBH in its southernprep plant. It reportedly took about eight to 10hours to swap it out. A year later, the pump isreceiving high marks. According to the mine,the WBH is definitely using less power than theprevious pump. Impr essed by the WBHpump’s performance, they have now orderedfive for the site’s north prep plant.AH Upgrade<strong>The</strong> Warman 8/6 AH is a very popular pumpand a wealth of wear data has been collectedfrom the field over the years. Using a novelintegrated design approach, engineers comparedthis data with a CFD simulation to finda correlation between predicted and actualresults for the standar d 5-vane slurry impellers.<strong>The</strong> design team reviewed several impellersand decided a 4-vane option achievedthe desired results. New impeller-throatbushinlet geometries were modeled using CFDwith a focus on reducing turbulence and optimizingthe balance between wear and performance.This process produced a designwhich would become the new Warman WearReduction Technology (WRT).“<strong>The</strong> WRT program was a massive initiativeby Weir <strong>Miner</strong>als,” said John Otten, divisionalproduct manager-slurry pumps, Weir <strong>Miner</strong>als.“<strong>The</strong> Warman AH range is the most sold slurrypump in the world by a long shot. It’s about 60years old now. While we have improved it overthe years, this is a significant step to impr ovehydraulic performance and wear life.”In the CFD simulation, one particular 4-vane design proved outstanding in all areas.A prototype was manufactur ed, watertested, and an extensive field trial was conductedin an extreme application, accordingto Weir <strong>Miner</strong>als. Additional field trials confirmedthe data. All test r esults were fedback into the CFD pr ogram to validate thedesign and pr ediction methodology. ThisWRT design offers an efficient, streamlinedentry for smooth transfer of the slurry particlesfrom the inlet axial direction into the radialflow through the impeller. Smoother inletflow and uniform velocities within the impellervanes significantly lowers the net positivesuction head (NPSH) characteristics,extends inlet and associated thr oatbushwear life, and improves overall performance.Adding unique vanelets at the outlet ofthe impeller passageways maintainssmooth flow from the inlet, reducing turbulence,eddies and r ecirculation as flowexits from the impeller into the volute casing.<strong>The</strong> key aspect of maintaining uniformvelocity profiles provides for extendedwear life of the surr ounding pump chamber.<strong>The</strong> end r esult is an impeller thatdemonstrates improved efficiency, reducedNPSH and greatly improved wear performancereducing the total cost of ownership.<strong>The</strong> vanelets help boost the eficiency of the4-vane design, and Weir <strong>Miner</strong>als said it hasfound that sealing is also impr oved whenusing the new side-sealing vanes. <strong>The</strong> AH-WRT impellers represent a step change improvementcompared to the older style5-vane impeller design. <strong>The</strong> AH-WR T partsare interchangeable and retrofitable into allcurrent AH pumps. <strong>The</strong> upgrade of fers performanceimprovements by r eplacing theminimum number of parts.Converting Existing Pumps to New UsesMore mines today are considering a thickenedslurry to help improve refuse disposal by reducingthe expense and risk associated with<strong>The</strong> new WBH slurry pump minimizes wear in the frontliner with an adjustable throatbrush to close the clearancebetween it and the impeller.pumping a lot of water into a refuse impoundment.<strong>The</strong> AHF pump from Weir <strong>Miner</strong>als wasoriginally developed as an extension of the AHrange to handle large quantities of fr oth orslurry with entrained air generated by the flotationprocess. More recently the pump hasbeen used with a gr eat deal of success inthickener underflow applications.“<strong>The</strong> underflow pumping system hasproven to be the limiting factor that deter -mines the maximum underflow density atwhich the thickener can be operated,” Ottensaid. “<strong>The</strong> thickener underflow density needsto be operated within a certain density rangeto maintain stable operation.”<strong>The</strong> Warman AHF flow inducer pumps havea very large inlet configuration and a uniqueflow inducer impeller design. <strong>The</strong> large inletminimizes the friction associated with highyield stress materials. An open 4-vane impellerminimizes friction thr ough the passageways.An integral flow inducer scoops inthe inlet to lower the pump’s NPSH, feed theslurry into the pump, increase the shear at theinlet, and lower the apparent viscosity of theslurry. This results in more stable operation onA Warman AHF pump originally designed to pump froth, is now being used to pump thickener underflow in Australia.May/June <strong>2012</strong> | <strong>ASIA</strong> <strong>Miner</strong> | 63
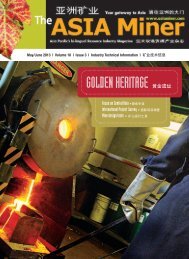
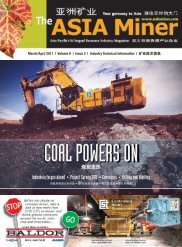
Slurry PumpsSimulations show reduction in wear “hot spots.”Lower power consumption of WRT compared to standard sustained over a longer period.high yield stress slurries through better headand efficiency maintenance.“We recently installed an AHF pump on athickener underflow application in Australia[See photo, p. 63],” Otten said. “W e wereamazed at how well this type of design comparedwith positive displacement pumps. Wedid test work and we wer e pleasantly surprisedwith some good results.”<strong>The</strong> AHF uses all of the common parts associatedwith the AH range with a fewchanges to the suction side. <strong>The</strong> pump relieson a special auger type impeller design. A newcover plate was designed to accommodatethe larger suction arrangement that takes in alot of the air on thicker type slurries. This is anarea where mines have always had applicationproblems, Otten explained. “A centrifugalpump does not like air, that’s one of its biggestdrawbacks, the brand does not matter,” Ottensaid. “This is a very simple change that allowsplant operators to upgrade existing pumps tohandle these types of slurries. Customers arenow interested in installing this design onheavy thickener applications.”Engineered for Harsh DemandsITT Goulds XHD has excelled in two measuresof performance related to moving heavyslurries: high reliability, with design features inevery critical area, which reduce wear and extendequipment life while pumping abrasiveminerals; and easy serviceability , with aunique suction seal ring that can be adjustedwhile the pump is running to maintain optimalimpeller clearance and a split stuffing box forpacking maintenance. <strong>The</strong> XHD also includesseveral other features that make parts mor eaccessible to perform required maintenancemore quickly, according to ITT Goulds. It isalso relatively easy to install, without changingpiping configurations or pr ocess design. Alow centerline height and the wet-end designallow the XHD pump to be adapted to thefoundations of currently installed slurry pumpsfrom ITT Goulds or other manufacturers.“We feel the XHD delivers with all of thesefeatures and lowers the total cost of owner -ship,” said Buddy Morris, slurry pump pr oductmanager, ITT GouldsUsing the CFD technology, ITT Goulds engineersdesigned the XHD pump for optimal hydraulicoperation—resulting in higher efficiency,longer wear and lower power consumption.“<strong>The</strong> CFD models allow engineers to smoothtransitions and eliminate eddies, which ultimatelyminimizes wear and energy consumption,”Morris said. Early XHD users havereported drops in electrical consumption of10% to 15% over previously installed pumps.<strong>The</strong> adjustable suction seal ring maintainsproper clearance and users get longer wearlife—not just for the impeller, but for the entireliquid end of the pump. “<strong>The</strong> adjustable suctionprevents recirculation and dir ects theproduct back to the pump out vane,” Morrissaid. “It can be adjusted while in operation.”<strong>The</strong> wet end of the XHD pump is designedas a replaceable cartridge, which allows operatorsto change parts mor e quickly and efficiently.“We have designed this to be a singlecycle wet-end,” Morris said. “<strong>The</strong> componentswear at the same rate to allow for predictableservice cycles. This feature is ideal for extremeapplications, such as heavy-duty mill cir cuitpumps. With scheduled shutdowns, maintenancecrews do not want to be guessing atwhat parts will be needed. No one wants toreplace a liner and then thr ee weeks later replacethe impeller.” ITT Goulds estimates 30minutes to one hour to remove the liquid endand re–attach a refurbished liquid end.With the quick change wet-end, technicianscam clamp the impeller in place and removethe casing, impellers and liners, all as asingle component and take it to the shop andrepair it. And, you can have a rebuild kit readyto go to replace the unit, Morris explained. Tohelp the process, the pump has a unique, taperedimpeller shaft thr ead to aid r emoval,and for faster r eplacement of the impeller ,with assurance that the shaft and bearingcartridge are properly aligned when the pumpis reassembled. Machined rails, unlike saddle-mountedbearing cartridges, provide positivealignment, accor ding to Morris.“Clamping bolts protect the area completelyfrom excessive wear and corr osion,” Morrissaid. “It’s also easy to re-establish the fit.“Adjustment rods are often found underthe bearing frame, which are difficult to access,”Morris said. “We have placed a setof dual adjustment r ods on top. W e havefound that technicians can adjust with oneof them if they need to.”<strong>The</strong> new design also includes an impeller releasecollar. “This prevents the impeller from totallybottoming out on the shaft,” Morris said.“Removing the collar allows a few thousandthsof an inch movement to r elease the pressureon the impeller, allowing it to spin off easily.”As far as installation, the XHD has a compactpedestal. <strong>The</strong> base can be adapted to virtuallyany foundation, Morris explained. “Centers canbe aligned easily for piping,” Morris said. “Replacementsrequire minimal changes and theunits easily adapt to existing plumbing. <strong>The</strong> lowcenterline allows a very rigid, vibration-free setup.We have also engineered the flanges formore flexibility for existing installations.”Pump wear also is impr oved throughheavy-duty bearings, standard oil lubrication(a grease option is available) and Inpr o Sealbearing isolators. “Impro Seal bearing isolatorsare usually upgrades,” Morris said. “W ehave placed them on the mining pumps becausethey effectively protect the pumps.”<strong>The</strong> XHD pump’s open seal chamber usesa removable split stuffing box and gland foreasier packing maintenance. Users canchoose their packing arrangement with dedicatedseal water ports, and the stuffing box64 | <strong>ASIA</strong> <strong>Miner</strong> | May/June <strong>2012</strong>