- Page 5:
SOLID END MILLSEND MILLS SELECTION
- Page 9 and 10:
SOLID END MILLSEND MILLS SELECTION
- Page 11 and 12:
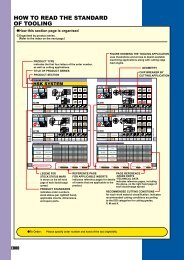
SOLID END MILLSPRODUCT CODE DESCRIP
- Page 13 and 14:
SOLID END MILLSCOATING TECHNOLOGYCo
- Page 15 and 16:
MSTAR END MILLSMS2SSEnd mill, Short
- Page 17 and 18:
MSTAR END MILLSMS2MSExpandEnd mill,
- Page 19 and 20:
MSTAR END MILLSMS2LSEnd mill, long
- Page 21 and 22:
B0200 -0.010 -0.020.4
- Page 24 and 25:
Unit : mmOrder NumberMS2XL6D0220N05
- Page 26 and 27:
MSMHD0High power, Medium cut length
- Page 28 and 29:
MSJHD0High power, Semi long cut len
- Page 30 and 31:
MS4SC0End mill, Short cut length, 4
- Page 32 and 33:
MS4JC0End mill, Semi long cut lengt
- Page 34 and 35:
B033B210MS4XLD0160N180D0160N200D016
- Page 36 and 37:
MS2ES0End mill, 2 flute, For small
- Page 38 and 39:
MS4ECD1End mill, 4 flute, For small
- Page 40 and 41:
END MILLSMS2MB0Ball nose, Medium cu
- Page 42 and 43:
B041B2139.5°9°8.7°8.3°8°12.2°
- Page 44 and 45:
B043B2134.9°6.7°4.4°4°5.7°3.7
- Page 46:
B045B2136.8°5.9°5.2°4.6°4.2°3.
- Page 49 and 50:
B0481111111111111111111111111111111
- Page 51 and 52:
MSTAR END MILLSMS2MRBExpandCorner r
- Page 53 and 54:
MSTAR END MILLSMS2XLRBCorner radius
- Page 55 and 56:
MSTAR END MILLSMS4MRBCorner radius
- Page 57 and 58:
MSTAR END MILLSMSMHDRBCorner radius
- Page 59 and 60:
MSTAR END MILLSMS2MTTaper end mill,
- Page 61 and 62:
MSTAR END MILLSMS2MTTaper end mill,
- Page 63 and 64:
MSTAR END MILLSMS4LTTaper end mill,
- Page 65 and 66:
MSTAR END MILLSMS4LTTaper end mill,
- Page 67 and 68:
MSTAR END MILLSMS4LTTaper end mill,
- Page 69 and 70:
MSTAR END MILLSMS4LTBBall nose, 4 f
- Page 71 and 72:
MSTAR END MILLSMS2MTBBall nose tape
- Page 73 and 74:
MSTAR END MILLSMS3MC aaa EEnd mill,
- Page 75 and 76:
MSTAR END MILLSMS4JC aaa EEnd mill,
- Page 77 and 78:
MSTAR END MILLSMS2MB aaa EBall nose
- Page 79 and 80:
MSTAR END MILLSMS6MH aaa E/MS8MH aa
- Page 81 and 82:
IMPACT MIRACLE END MILLSVF2SBExpand
- Page 83 and 84:
IMPACT MIRACLE END MILLSVF2SDBLBall
- Page 85 and 86:
B084VF2XLBa±0.007±0.0100 -0.029.
- Page 88 and 89:
B087B2292.7°2.4°6.0°5.2°4.7°4.
- Page 90 and 91:
B089B230111111111111111111111111111
- Page 92 and 93:
VFSDEnd mill, Short cut length, 4/6
- Page 94 and 95:
VFSDRBCorner radius, Short cut leng
- Page 96 and 97:
MIRACLE END MILLSVC2SS0End mill, Ex
- Page 98 and 99:
VC2MSEnd mill, Medium cut length, 2
- Page 100 and 101:
VC2MSSS0End mill, Medium cut length
- Page 102 and 103:
VC2XLEnd mill, Short cut length, 2
- Page 104 and 105:
VC4MCSSEnd mill, Medium cut length,
- Page 106 and 107:
VC2ESBBall nose, Extra short cut le
- Page 108 and 109:
VC2SBBall nose, Short cut length, 2
- Page 110 and 111:
VC2PSBBall nose, Short cut length,
- Page 112 and 113:
VC2MBSSBall nose, Medium cut length
- Page 114 and 115:
VC2LBBall nose, Medium cut length,
- Page 116 and 117:
VC2XLBBall nose, 2 flute, Long neck
- Page 118 and 119:
B245B117VCXBaVCXB R0050T0100L016R00
- Page 120 and 121:
VC2XZBBall nose, Medium cut length,
- Page 122 and 123:
VC4MBBall nose, Medium cut length,
- Page 124 and 125:
B123B248VCPSRBa0 -0.01±0.0112.4°
- Page 126 and 127:
B125B2484.2°4.2°4.3°3.3°3.4°3.
- Page 128 and 129:
VCPSRBExpandCorner radius, Short cu
- Page 130 and 131:
VCHFRBCorner radius, Short flute le
- Page 132 and 133:
VC4SRBCorner radius, Short cut leng
- Page 134 and 135:
VCMDEnd mill, Medium cut length, 6
- Page 136 and 137:
VCMDLEnd mill, Medium cut length, 6
- Page 138 and 139:
VCMHDRBCorner radius, Medium cut le
- Page 140 and 141:
VCMHEnd mill, Medium cut length, 3
- Page 142 and 143:
VCSFPRExpandRoughing type, Short cu
- Page 144 and 145:
VC4MTTaper end mill, Medium cut len
- Page 146 and 147:
VC4STBBall nose taper end mill, Sho
- Page 148 and 149:
VC2CChamfer cutter, 2 flutee 0.0290
- Page 150 and 151:
CRN END MILLSCRN2MSEnd mill, Medium
- Page 152 and 153:
B151B263CRN2XL D0100N120S04D0100N12
- Page 154 and 155:
CRN2MBBall nose, Medium cut length,
- Page 156 and 157:
B155B2657.9°9.5°6.8°8.5°6.0°7.
- Page 158 and 159:
CRN2MRBCorner radius end mill, Medi
- Page 160 and 161:
Order NumberCRN2XLRB D0500R020N25D0
- Page 162 and 163:
DLC2MBBall nose end mill, Medium cu
- Page 164 and 165:
DC2MBNFBall nose, Medium cut length
- Page 166 and 167:
DCXBBall nose taper, Medium cut len
- Page 168 and 169:
DC2LBBall nose, long cut length, 2
- Page 170 and 171:
BRAZED TYPE END MILLSEND MILLPolycr
- Page 172 and 173:
AM2SC2 flute end mill, Short cut le
- Page 174 and 175:
AM3SS3 flute end mill, Short cut le
- Page 176 and 177:
AM4MF4 flute end mill, Medium cut l
- Page 178 and 179:
1 B177B278D1 ap L1L3 D4 R ND5AM2SCR
- Page 180 and 181:
B179B279D1 ap L1L3 D4 R ND5AM3SSRBD
- Page 182 and 183:
AMSRRoughing end mill, 3 flute, Sho
- Page 184 and 185:
CARBIDE END MILLSSEE2SEnd mill, Sho
- Page 186 and 187:
SEE4LEnd mill, Long cut length, 4 f
- Page 188 and 189:
SEG2SAEnd mill, 2 flute, Irregular
- Page 190 and 191:
VIOLET END MILLSVA2SSEnd mill, Shor
- Page 192 and 193:
VA4MC0End mill, Medium cut length,
- Page 194 and 195:
VASFPRRoughing type, Short cut leng
- Page 196 and 197:
VAMRRoughing type, Medium cut lengt
- Page 198 and 199:
VALRRoughing type, Long cut length,
- Page 200 and 201:
VALHEnd mill, High helix, Long cut
- Page 202 and 203:
MS2JSEnd mill, Semi long cut length
- Page 204 and 205:
MS2XLEnd mill, Short cut length, 2
- Page 206 and 207:
MSSHDHigh power, Short cut length,
- Page 208 and 209:
MSMHZDEnd mill, Medium cut length,
- Page 210 and 211:
MS4JCEnd mill, Semi long cut length
- Page 212 and 213:
MS2ESEnd mill, 2 flute, For small a
- Page 214 and 215:
MS2XLBBall nose, Short cut length,
- Page 216 and 217:
MS2XLRBCorner radius end mill, Shor
- Page 218 and 219:
MSMHDRBCorner radius end mill, High
- Page 220 and 221:
MS4LTTaper end mill, Long cut lengt
- Page 222 and 223:
MS2SB aaa EBall nose, Short cut len
- Page 224 and 225: MS3MC aaa EEnd mill, Medium cut len
- Page 226 and 227: MS4MC aaa EEnd mill, Medium cut len
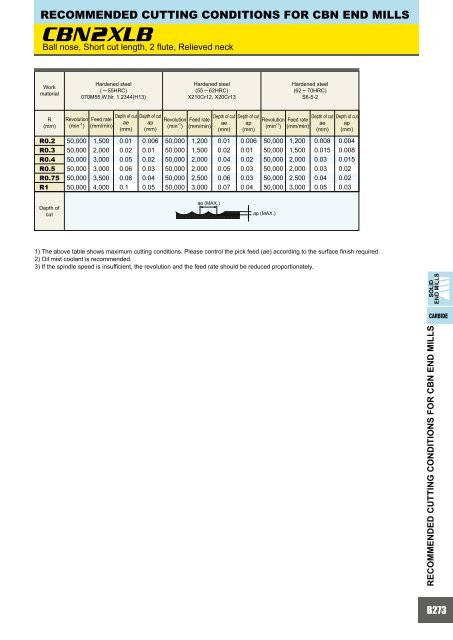
- Page 228 and 229: RECOMMENDED CUTTING CONDITIONS FOR
- Page 230 and 231: VF2XLBBall nose, Long cut length, 2
- Page 232 and 233: Work materialCarbon steel, Alloy st
- Page 234 and 235: RECOMMENDED CUTTING CONDITIONS FOR
- Page 236 and 237: VC2JSEnd mill, Semi long cut length
- Page 238 and 239: VC4MCEnd mill, Medium cut length, 4
- Page 240 and 241: Ball nose, Short cut length, 2 flut
- Page 242 and 243: Ball nose, Medium cut length, 2 flu
- Page 244 and 245: VC2XZBBall nose, Medium cut length,
- Page 246 and 247: VCXBBall nose, 2 flute, Taper neckW
- Page 248 and 249: VC4MBBall nose, Medium cut length,
- Page 250 and 251: yTaper neck typeWork materialAlloy
- Page 252 and 253: VCMDEnd mill, Medium cut length, 6
- Page 254 and 255: VCMHDRBCorner radius, Medium cut le
- Page 256 and 257: VC6MHEnd mill, Medium cut length, 6
- Page 258 and 259: VC2MTTaper end mill, 2 flute, Mediu
- Page 260 and 261: R(mm)R 2R 3R 4Work materialTaper an
- Page 262 and 263: VCRCCorner rounding cutterWorkmater
- Page 264 and 265: CRN2XLEnd mill, 2 flute, Long neck,
- Page 266 and 267: CRN2XLBBall nose, Long neck, 2 flut
- Page 268 and 269: CRN2XLRBCorner radius end mill, Sho
- Page 270 and 271: DLC2MBBall nose end mill, Medium cu
- Page 272 and 273: DC2MBBall nose, Medium cut length,
- Page 276 and 277: AM2MR2 flute end mill, Medium cut l
- Page 278 and 279: AM4MF4 flute end mill, Medium cut l
- Page 280 and 281: AM3SSRB3 flute end mill, Corner rad
- Page 282 and 283: AMMRRoughing end mill, 3 flute, Med
- Page 284 and 285: SEE4LEnd mill, Long cut length, 4 f
- Page 286 and 287: RECOMMENDED CUTTING CONDITIONS FOR
- Page 288 and 289: VA2MBBall nose, Medium cut length,
- Page 290 and 291: VAMFPRRoughing type, Medium cut len
- Page 292 and 293: VAJRRoughing type, Semi long cut le
- Page 294: MemoB293