

kit 400/400w â 500/500w standard, processor ... - KÃHTREIBER sro
kit 400/400w â 500/500w standard, processor ... - KÃHTREIBER sro
kit 400/400w â 500/500w standard, processor ... - KÃHTREIBER sro
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
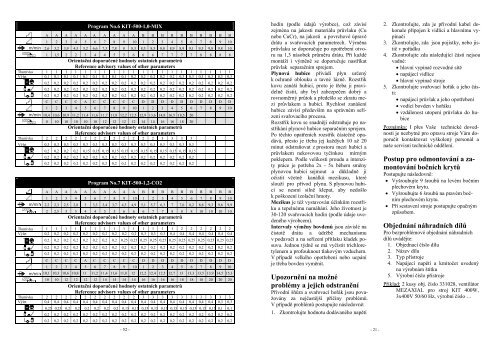
Program No.6 KIT-<strong>500</strong>-1,0-MIXA A A A A A A A A A B B B B B B B B B B1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 102,6 3,2 3,9 4,5 5,2 6,6 7,3 7,8 8 8,3 8,5 8,5 8,8 8,9 8,9 9,1 9,5 9,8 9,8 101 1,5 2 2 3 4 4 5 5 6 6 6 7 7 7 7 8 8 8 8Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1Výlet 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,1 0,2 0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,3 0,3 0,30,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2C C C C A C C C C C D D D D D D D D D D1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 1010,4 10,6 10,9 11,2 11,4 11,6 11,7 11,8 12,2 12,5 12,9 13,6 14,8 16,5 18,5 208 10 10 10 10 10 12 12 12 12 14 14 16 16 18 20Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 2 2 2 2 2 2 2 2 2 2 2 2 3 3 3 3Výlet 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,30,2 0,2 0,2 0,2 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,150,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2Program No.7 KIT-<strong>500</strong>-1,2-CO2A A A A A A A A A A B B B B B B B B B B1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 102,2 2,3 2,5 2,8 3 3,3 3,4 3,7 4,3 4,9 5,1 5,7 6,3 7 7,6 8,2 8,8 9,3 9,6 9,92 2,5 3 3 4 4 5 5 6 6 6 7 7 8 8 8 10 10 10 10Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2Výlet 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4 0,4 0,40,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,250,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2C C C C A C C C C C D D D D D D D D D D1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 1010,1 10,3 10,6 10,8 11 11,2 11,4 11,6 11,8 12 12,2 12,4 12,5 12,7 13 13,3 13,5 13,9 14,5 15,310 10 12 12 12 12 14 14 14 14 16 16 16 16 18 18 18 20 20 20Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 3 3Výlet 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,3 0,30,25 0,25 0,2 0,2 0,2 0,2 0,2 0,2 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,1 0,10,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2hodin (podle údajů výrobce), což závisízejména na jakosti materiálu průvlaku (Cunebo CuCr), na jakosti a povrchové úpravědrátu a svařovacích parametrech. Výměnaprůvlaku se doporučuje po opotřebení otvoruna 1,3 násobek průměru drátu. Při každémontáži i výměně se doporučuje nastříkatprůvlak separačním sprejem.Plynová hubice přivádí plyn určenýk ochraně oblouku a tavné lázně. Rozstřikkovu zanáší hubici, proto je třeba ji pravidelněčistit, aby byl zabezpečen dobrý arovnoměrný průtok a předešlo se zkratu meziprůvlakem a hubicí. Rychlost zanášeníhubice závisí především na správném seřízenísvařovacího procesu.Rozstřik kovu se snadněji odstraňuje po nastříkáníplynové hubice separačním sprejem.Po těchto opatřeních rozstřik částečně opadává,přesto je třeba jej každých 10 až 20minut odstraňovat z prostoru mezi hubicí aprůvlakem nekovovou tyčinkou mírnýmpoklepem. Podle velikosti proudu a intenzitypráce je potřeba 2x - 5x během směnyplynovou hubici sejmout a důkladně jiočistit včetně kanálků mezikusu, kteréslouží pro přívod plynu. S plynovou hubicíse nesmí silně klepat, aby nedošlok poškození izolační hmoty.Mezikus je též vystavován účinkům rozstřikua tepelnému namáhání. Jeho životnost je30-120 svařovacích hodin (podle údaje uvedenéhovýrobcem).Intervaly výměny bovdenů jsou závislé načistotě drátu a údržbě mechanismuv podavači a na seřízení přítlaku kladek posuvu.Jednou týdně se má vyčistit trichloretylenema profouknout tlakovým vzduchem.V případě velkého opotřebení nebo ucpáníje třeba bovden vyměnit.Upozornění na možnéproblémy a jejich odstraněníPřívodní šňůra a svařovací hořák jsou považoványza nejčastější příčiny problémů.V případě problémů postupujte následovně:1. Zkontrolujte hodnotu dodávaného napětí2. Zkontrolujte, zda je přívodní kabel dokonalepřipojen k vidlici a hlavnímu vypínači3. Zkontrolujte, zda jsou pojistky, nebo jističv pořádku4. Zkontrolujte zda následující části nejsouvadné:• hlavní vypínač rozvodné sítě• napájecí vidlice• hlavní vypínač stroje5. Zkontrolujte svařovací hořák a jeho části:• napájecí průvlak a jeho opotřebení• vodící bovden v hořáku• vzdálenost utopení průvlaku do hubicePoznámka: I přes Vaše technické dovednostije nezbytné pro opravu stroje Vám doporučitkontaktovat vyškolený personál anaše servisní technické oddělení.Postup pro odmontování a zamontováníbočních krytůPostupujte následovně:• Vyšroubujte 9 šroubů na levém bočnímplechovém krytu.• Vyšroubujte 6 šroubů na pravém bočnímplechovém krytu.• Při sestavení stroje postupujte opačnýmzpůsobem.Objednání náhradních dílůPro bezproblémové objednání náhradníchdílů uvádějte:1. Objednací číslo dílu2. Název dílu3. Typ přístroje4. Napájecí napětí a kmitočet uvedenýna výrobnám štítku5. Výrobní číslo přístrojePříklad: 2 kusy obj. číslo 331028, ventilátorMEZAXIAL pro stroj KIT <strong>400</strong>W,3x<strong>400</strong>V 50/60 Hz, výrobní číslo …- 52 -- 21 -













