Development of Laser Cladding Stellite F Alloy On Valve Face
Development of Laser Cladding Stellite F Alloy On Valve Face
Development of Laser Cladding Stellite F Alloy On Valve Face

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
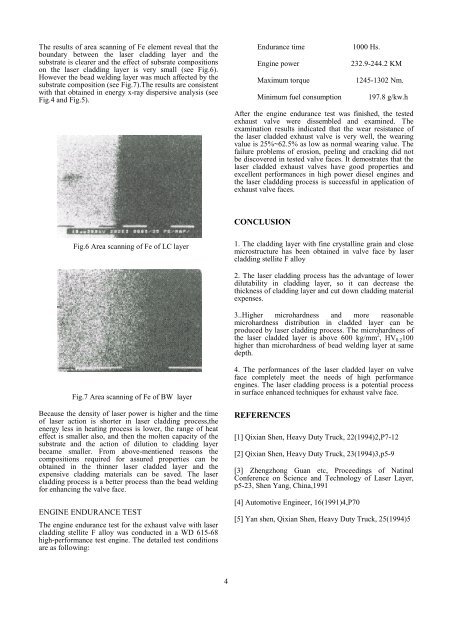
The results <strong>of</strong> area scanning <strong>of</strong> Fe element reveal that theboundary between the laser cladding layer and thesubstrate is clearer and the effect <strong>of</strong> subsrate compositionson the laser cladding layer is very small (see Fig.6).However the bead welding layer was much affected by thesubstrate composition (see Fig.7).The results are consistentwith that obtained in energy x-ray dispersive analysis (seeFig.4 and Fig.5).Endurance timeEngine powerMaximum torqueMinimum fuel consumption1000 Hs.232.9-244.2 KM1245-1302 Nm.197.8 g/kw.hAfter the engine endurance test was finished, the testedexhaust valve were dissembled and examined. Theexamination results indicated that the wear resistance <strong>of</strong>the laser cladded exhaust valve is very well, the wearingvalue is 25%~62.5% as low as normal wearing value. Thefailure problems <strong>of</strong> erosion, peeling and cracking did notbe discovered in tested valve faces. It demostrates that thelaser cladded exhaust valves have good properties andexcellent performances in high power diesel engines andthe laser claddding process is successful in application <strong>of</strong>exhaust valve faces.CONCLUSIONFig.6 Area scanning <strong>of</strong> Fe <strong>of</strong> LC layer1. The cladding layer with fine crystalline grain and closemicrostructure has been obtained in valve face by lasercladding stellite F alloy2. The laser cladding process has the advantage <strong>of</strong> lowerdilutability in cladding layer, so it can decrease thethickness <strong>of</strong> cladding layer and cut down cladding materialexpenses.3..Higher microhardness and more reasonablemicrohardness distribution in cladded layer can beproduced by laser cladding process. The microhardness <strong>of</strong>the laser cladded layer is above 600 kg/mm 2 , HV 0.2 100higher than microhardness <strong>of</strong> bead welding layer at samedepth.Fig.7 Area scanning <strong>of</strong> Fe <strong>of</strong> BW layerBecause the density <strong>of</strong> laser power is higher and the time<strong>of</strong> laser action is shorter in laser cladding process,theenergy less in heating process is lower, the range <strong>of</strong> heateffect is smaller also, and then the molten capacity <strong>of</strong> thesubstrate and the action <strong>of</strong> dilution to cladding layerbecame smaller. From above-mentiened reasons thecompositions required for assured properties can beobtained in the thinner laser cladded layer and theexpensive cladding materials can be saved. The lasercladding process is a better process than the bead weldingfor enhancing the valve face.ENGINE ENDURANCE TESTThe engine endurance test for the exhaust valve with lasercladding stellite F alloy was conducted in a WD 615-68high-performance test engine. The detailed test conditionsare as following:4. The performances <strong>of</strong> the laser cladded layer on valveface completely meet the needs <strong>of</strong> high performanceengines. The laser cladding process is a potential processin surface enhanced techniques for exhaust valve face.REFERENCES[1] Qixian Shen, Heavy Duty Truck, 22(1994)2,P7-12[2] Qixian Shen, Heavy Duty Truck, 23(1994)3,p5-9[3] Zhengzhong Guan etc, Proceedings <strong>of</strong> NatinalConference on Science and Technology <strong>of</strong> <strong>Laser</strong> Layer,p5-23, Shen Yang, China,1991[4] Automotive Engineer, 16(1991)4,P70[5] Yan shen, Qixian Shen, Heavy Duty Truck, 25(1994)54