PE Pipe Technical Catalogue (PDF) - Pipelife Norge AS
PE Pipe Technical Catalogue (PDF) - Pipelife Norge AS
PE Pipe Technical Catalogue (PDF) - Pipelife Norge AS

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
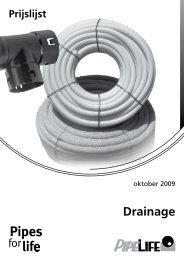
<strong>Pipe</strong>life <strong>Norge</strong> <strong>AS</strong><strong>PE</strong> CATALOGUE-SUBMARINE APPLICATIONS, PI<strong>PE</strong>LIFE NORGE <strong>AS</strong>, December 2002.B.2 Butt fusion of <strong>PE</strong> pipesThe standard butt fusion cycle, according to DS-INF-70/INSTA 2072, is shown in fig. B.2.1.Fig. B.2.1 Butt fusion cycle.P 1 = heating pressure, high (Mpa)P 2 = heating pressure, low (Mpa)P 3 * = welding pressure (Mpa)P 4 = cooling pressure (Mpa) ≈ P 3t 1 = heating time (s) with high pressuret 2 = heating time (s) with low pressure∆t = change-over time (s)t 3,1 = pressure build-up time (s)t 3,2 = cooling time (s), relative to a cooling pressure P 3*) The welding pressure may differ from that stipulated in DS-INF-70/INSTA 2072, as it dependson the welding criteria stated in the standardIn next chapter there is given some guidelines regarding the welding parameters.B.2.1Welding parametersThe welding parameters listed below are average of guideline values. Wall thickness (e) anddiameter (d e ) are stated in millimetres.1. Welding Temperature – TThe welding temperature, T, shall be in the range of T = 210ºC ± 10ºC and shall be measuredcontinuously and verified for each weld using a thermo stick.2. Heating-up Pressure (high) – P1The heating-up pressure shall be P = 0.18 N/mm 2 ± 0.01 N/mm 23. Heating-up Time - t 1This is the bead formation time in seconds. It shall be recorded. See item 4.Side 77 av 84