

KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
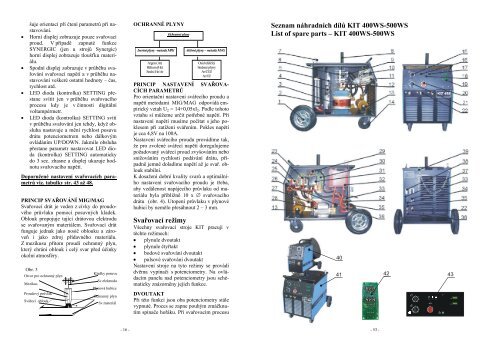
šuje orientaci při čtení parametrů při nastavování.• Horní displej zobrazuje pouze svařovacíproud. V případě zapnuté funkceSYNERGIC (jen u strojů Synergic)horní displej zobrazuje tloušťku materiálu.• Spodní displej zobrazuje v průběhu svařovánísvařovací napětí a v průběhu nastavováníveškeré ostatní hodnoty – čas,rychlost atd.• LED dioda (kontrolka) SETTING přestanesvítit jen v průběhu svařovacíhoprocesu kdy je v činnosti digitálnívoltampérmetr.• LED dioda (kontrolka) SETTING svítív průběhu svařování jen tehdy, když obsluhanastavuje a mění rychlost posuvudrátu potenciometrem nebo dálkovýmovládáním UP/DOWN. Jakmile obsluhapřestane parametr nastavovat LED dioda(kontrolka) SETTING automatickydo 3 sec. zhasne a displej ukazuje hodnotusvařovacího napětí.Doporučené nastavení svařovacích parametrůviz. tabulky str. 43 až 48.PRINCIP SVAŘOVÁNÍ MIG/MAGSvařovací drát je veden z cívky do proudovéhoprůvlaku pomocí posuvných kladek.Oblouk propojuje tající drátovou elektroduse svařovaným materiálem. Svařovací drátfunguje jednak jako nosič oblouku a zároveňi jako zdroj přídavného materiálu.Z mezikusu přitom proudí ochranný plyn,který chrání oblouk i celý svar před účinkyokolní atmosféry.Obr. 3Otvor pro ochranný plynMezikusProudový průvlakSvářecí obloukKladky posuvuSv.elektrodaPlynová hubiceOchranný plynSv.materiálOCHRANNÉ PLYNYInertní plyny –metoda MIGArgon (Ar)Hélium (He)Směsi He/ArOchranné plynyAktivní plyny – metoda MAGOxid uhličitýSměsné plynyAr/CO2Ar/O2PRINCIP NASTAVENÍ SVAŘOVA-CÍCH PARAMETRŮPro orientační nastavení svářecího proudu anapětí metodami MIG/MAG odpovídá empirickývztah U 2 = 14+0,05xI 2 . Podle tohotovztahu si můžeme určit potřebné napětí. Přinastavení napětí musíme počítat s jeho poklesempři zatížení svářením. Pokles napětíje cca 4,8V na 100A.Nastavení svářecího proudu provádíme tak,že pro zvolené svářecí napětí doregulujemepožadovaný svářecí proud zvyšováním nebosnižováním rychlosti podávání drátu, případnějemně doladíme napětí až je svař. obloukstabilní.K dosažení dobré kvality svarů a optimálníhonastavení svařovacího proudu je třeba,aby vzdálenost napájecího průvlaku od materiálubyla přibližně 10 x ∅ svařovacíhodrátu (obr. 4). Utopení průvlaku v plynovéhubici by nemělo přesáhnout 2 – 3 mm.Svařovací režimyVšechny svařovací stroje <strong>KIT</strong> pracují vtěchto režimech:• plynule dvoutakt• plynule čtyřtakt• bodové svařování dvoutakt• pulsové svařování dvoutaktNastavení stroje na tyto režimy se provádídvěma vypínači s potenciometry. Na ovládacímpanelu nad potenciometry jsou schématickyznázorněny jejich funkce.DVOUTAKTPři této funkci jsou oba potenciometry stálevypnuté. Proces se zapne pouhým zmáčknutímspínače hořáku. Při svařovacím procesuSeznam náhradních dílů <strong>KIT</strong> <strong>400WS</strong>-<strong>500WS</strong>List of spare parts – <strong>KIT</strong> <strong>400WS</strong>-<strong>500WS</strong>- 16 -- 53 -













