

KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
KIT 400WS - 500WS - 600WS - AEK sváÅecà technika
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
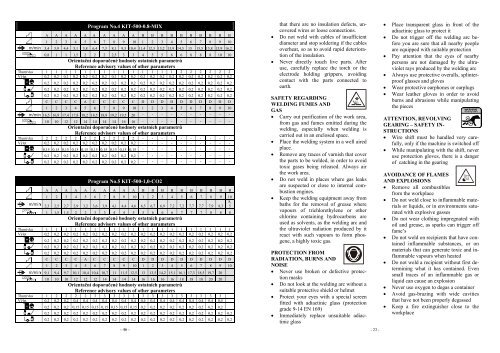
Program No.4 <strong>KIT</strong>-500-0.8-MIXA A A A A A A A A A B B B B B B B B B B1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 103,4 3,9 4,4 5,1 5,8 6,4 7,3 8,1 9,3 10,4 11,4 12,3 13,2 13,9 14,5 15 15,5 15,8 15,9 16,20,8 1 1 1,5 2 2 2 2,5 3 3 4 5 5 6 6 8 8 8 10 10Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2Výlet 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2C C C C A C C C C C D D D D D D D D D D1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 1016,5 16,9 17,4 17,8 18,2 18,5 18,9 19,2 19,5 20 - - - - - - - - - -10 10 12 12 14 14 14 14 16 16 - - - - - - - - - -Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 2 2 2 2 2 2 2 2 2 2 - - - - - - - - - -Výlet 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 - - - - - - - - - -0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 - - - - - - - - - -0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 - - - - - - - - - -0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 - - - - - - - - - -Program No.5 <strong>KIT</strong>-500-1,0-CO2A A A A A A A A A A B B B B B B B B B B1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 108,2,3 2,5 2,7 2,9 3,2 3,6 3,9 4,1 4,4 4,6 6,5 6,7 6,9 7,2 7,2 7,7 7,7 7,9 8,3 51 1,5 1,5 2 2 3 3 4 4 5 5 6 6 6 7 7 7 8 8 8Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1Výlet 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2C C C C A C C C C C D D D D D D D D D D1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 109,1 9,4 9,7 10,1 10,4 10,4 10,7 11 11,5 12,5 13 13,5 14,2 15,1 16,1 17,3 18,5 19,7 2010 10 10 12 12 12 14 14 14 14 16 16 16 16 18 18 18 20 20Orientační doporučené hodnoty ostatních parametrůReference advisory values of other parametersTlumivka 1 2 2 2 2 3 3 3 3 3 3 3 3 3 3 3 3 3 3Výlet 0,2 0,2 0,2 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,40,2 0,2 0,2 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,20,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2 0,2- 46 -that there are no insulation defects, uncoveredwires or loose connections.• Do not weld with cables of insufficientdiameter and stop soldering if the cablesoverheat, so as to avoid rapid deteriorationof the insulation.• Never directly touch live parts. Afteruse, carefully replace the torch or theelectrode holding grippers, avoidingcontact with the parts connected toearth.SAFETY REGARDINGWELDING FUMES ANDGAS• Carry out purification of the work area,from gas and fumes emitted during thewelding, especially when welding iscarried out in an enclosed space.• Place the welding system in a well airedplace.• Remove any traces of varnish that coverthe parts to be welded, in order to avoidtoxic gases being released. Always airthe work area.• Do not weld in places where gas leaksare suspected or close to internal combustionengines.• Keep the welding equipment away frombaths for the removal of grease wherevapours of trichlorethylene or otherchlorine containing hydrocarbons areused as solvents, as the welding arc andthe ultraviolet radiation produced by itreact with such vapours to form phosgene,a highly toxic gas.PROTECTION FROMRADIATION, BURNS ANDNOISE• Never use broken or defective protectionmasks• Do not look at the welding arc without asuitable protective shield or helmet• Protect your eyes with a special screenfitted with adiactinic glass (protectiongrade 9-14 EN 169)• Immediately replace unsuitable adiactinicglass- 23 -• Place transparent glass in front of theadiactinic glass to protect it• Do not trigger off the welding arc beforeyou are sure that all nearby peopleare equipped with suitable protection• Pay attention that the eyes of nearbypersons are not damaged by the ultravioletrays produced by the welding arc• Always use protective overalls, splinterproofglasses and gloves• Wear protective earphones or earplugs• Wear leather gloves in order to avoidburns and abrasions while manipulatingthe piecesATTENTION, REVOLVINGGEARING – SAFETY IN-STRUCTIONS• Wire shift must be handled very carefully,only if the machine is switched off• While manipulating with the shift, neveruse protection gloves, there is a dangerof catching in the gearingAVOIDANCE OF FLAMESAND EXPLOSIONS• Remove all combustiblesfrom the workplace• Do not weld close to inflammable materialsor liquids, or in environments saturatedwith explosive gasses• Do not wear clothing impregnated withoil and grease, as sparks can trigger offfame’s• Do not weld on recipients that have containedinflammable substances, or onmaterials that can generate toxic and inflammablevapours when heated• Do not weld a recipient without first determiningwhat it has contained. Evensmall traces of an inflammable gas orliquid can cause an explosion• Never use oxygen to degas a container• Avoid gas-brazing with wide cavitiesthat have not been properly degassed• Keep a fire extinguisher close to theworkplace













