Manufacturing Machinery World June 2018
Machinery World was launched in 1982 to serve the machinery & production engineering market. Editorially Machinery World is a news and information source that gives direct contact with the provider of innovative services and equipment. Editorial is available both online and as hard copy.
Machinery World was launched in 1982 to serve the machinery & production engineering market. Editorially Machinery World is a news and information source that gives direct contact with the provider of innovative services and equipment. Editorial is available both online and as hard copy.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ROBOTICS<br />
FEEDING THE MACHINE<br />
When manufacturers in low-cost economies<br />
such as the Far East and Eastern Europe first<br />
began to threaten the market share of machine<br />
shops in the west, many looked to automation in<br />
the hope that it would level the playing field.<br />
Certainly, the rationale makes sense: eliminating<br />
the labour cost negates the sole advantage of<br />
competitors able to leverage a low-cost<br />
workforce. However, how many UK machine<br />
shops have actually adopted such a strategy?<br />
Among those able to raise their hand is<br />
Rousant Sherwood <strong>Manufacturing</strong> (RSM), a<br />
family-owned company based at Henley-on-<br />
Thames that specialises in the subcontract<br />
manufacture of complex machined components<br />
for industries such as medical, aerospace and oil<br />
and gas.<br />
RSM has 11 Nakamura-Tome multi-axis,<br />
multi-turret, twin-spindle turn-mill centres,<br />
complemented by the latest 13-axis sliding-head<br />
turning and four-axis milling capability. As a<br />
result, the company has minimised both cycle<br />
times and the number of set-ups required.<br />
However, faced with an increasingly<br />
competitive global marketplace, the 35-<br />
employee company wanted to make further<br />
efficiency gains, deciding to focus its attention<br />
on automation.<br />
Surveying the entire range of industrial<br />
robots available, RSM concluded that six-axis<br />
Universal Robots from RARUK Automation<br />
were the ideal match for its machine-tending<br />
requirements, largely due to their ease-ofprogramming,<br />
competitive price and<br />
collaborative operating capabilities.<br />
Collaborative robots (‘cobots’) use sensor<br />
technology (programmed with a predetermined<br />
force) to stop safely in the event of<br />
human contact. As a result, around 80% of the<br />
thousands of Universal Robots in use<br />
worldwide operate with no safety guarding<br />
(after risk assessment).<br />
“The ability to use the robots unguarded was<br />
something that appealed, as was ease-ofprogramming,”<br />
states general manager Robin<br />
Salter. “Programming is very intuitive; it can<br />
take as little as 10 minutes to program one of our<br />
robots for a new part. What’s more, we recently<br />
trained one of our apprentices and he picked it<br />
up in an hour.”<br />
In total, RSM has invested in five UR5 (5kg<br />
payload) and two UR10 (10kg) Universal<br />
Robots. The robots are busy tending the<br />
company’s 14 CNC machine tools, and are<br />
relocated to different machines in line with<br />
customer/contract demands. One of the UR10<br />
robots is currently serving a Nakamura-Tome<br />
Super NTJX multi-tasking turn-mill centre on a<br />
24-7 basis. The robot loads square billets of<br />
aluminium into the machine, where they are<br />
turned into aerospace components as part of a<br />
40-minute cycle.<br />
“Just to be clear, we have not invested in<br />
robots to save on headcount, we’ve done it to<br />
win contracts,” says Robin Salter. “We could<br />
never have tendered for this job without<br />
automation. Using a robot makes us profitable<br />
on work where we wouldn’t normally be able to<br />
compete.”<br />
To aid automated machining even further,<br />
investing in the latest workholding solutions can<br />
make a genuine difference. Indeed, some<br />
automation systems combine robots with vices,<br />
such as the Lang Robo-Trex automatic handling<br />
system from Thame Workholding. Robo-Trex<br />
operates a machining centre from an automation<br />
trolley, which serves as a storage medium for<br />
the vices. Depending on the component size, the<br />
trolley can store up to 42 vices. Robo-Trex is<br />
optionally available with up to four trolleys,<br />
which means that the storage capacity can be<br />
increased to up to 168 vices.<br />
The patented vertical positioning of the vices<br />
ensures maximum space utilisation and<br />
guarantees best accessibility when being picked<br />
up the robot. Furthermore, external pre-loading<br />
of the automation trolleys allows Robo-Trex<br />
Automation to be re-equipped within seconds.<br />
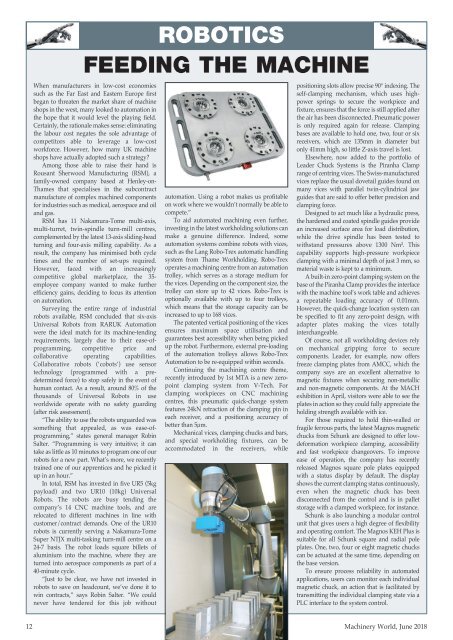
Continuing the machining centre theme,<br />
recently introduced by 1st MTA is a new zeropoint<br />
clamping system from V-Tech. For<br />
clamping workpieces on CNC machining<br />
centres, this pneumatic quick-change system<br />
features 24kN retraction of the clamping pin in<br />
each receiver, and a positioning accuracy of<br />
better than 5µm.<br />
Mechanical vices, clamping chucks and bars,<br />
and special workholding fixtures, can be<br />
accommodated in the receivers, while<br />
positioning slots allow precise 90° indexing. The<br />
self-clamping mechanism, which uses highpower<br />
springs to secure the workpiece and<br />
fixture, ensures that the force is still applied after<br />
the air has been disconnected. Pneumatic power<br />
is only required again for release. Clamping<br />
bases are available to hold one, two, four or six<br />
receivers, which are 135mm in diameter but<br />
only 41mm high, so little Z-axis travel is lost.<br />
Elsewhere, now added to the portfolio of<br />
Leader Chuck Systems is the Piranha Clamp<br />
range of centring vices. The Swiss-manufactured<br />
vices replace the usual dovetail guides found on<br />
many vices with parallel twin-cylindrical jaw<br />
guides that are said to offer better precision and<br />
clamping force.<br />
Designed to act much like a hydraulic press,<br />
the hardened and coated spindle guides provide<br />
an increased surface area for load distribution,<br />
while the drive spindle has been tested to<br />
withstand pressures above 1300 Nm². This<br />
capability supports high-pressure workpiece<br />
clamping with a minimal depth of just 3 mm, so<br />
material waste is kept to a minimum.<br />
A built-in zero-point clamping system on the<br />
base of the Piranha Clamp provides the interface<br />
with the machine tool’s work table and achieves<br />
a repeatable loading accuracy of 0.01mm.<br />
However, the quick-change location system can<br />
be specified to fit any zero-point design, with<br />
adapter plates making the vices totally<br />
interchangeable.<br />
Of course, not all workholding devices rely<br />
on mechanical gripping force to secure<br />
components. Leader, for example, now offers<br />
freeze clamping plates from AMCC, which the<br />
company says are an excellent alternative to<br />
magnetic fixtures when securing non-metallic<br />
and non-magnetic components. At the MACH<br />
exhibition in April, visitors were able to see the<br />
plates in action so they could fully appreciate the<br />
holding strength available with ice.<br />
For those required to hold thin-walled or<br />
fragile ferrous parts, the latest Magnos magnetic<br />
chucks from Schunk are designed to offer lowdeformation<br />
workpiece clamping, accessibility<br />
and fast workpiece changeovers. To improve<br />
ease of operation, the company has recently<br />
released Magnos square pole plates equipped<br />
with a status display by default. The display<br />
shows the current clamping status continuously,<br />
even when the magnetic chuck has been<br />
disconnected from the control and is in pallet<br />
storage with a clamped workpiece, for instance.<br />
Schunk is also launching a modular control<br />
unit that gives users a high degree of flexibility<br />
and operating comfort. The Magnos KEH Plus is<br />
suitable for all Schunk square and radial pole<br />
plates. One, two, four or eight magnetic chucks<br />
can be actuated at the same time, depending on<br />
the base version.<br />
To ensure process reliability in automated<br />
applications, users can monitor each individual<br />
magnetic chuck, an action that is facilitated by<br />
transmitting the individual clamping state via a<br />
PLC interface to the system control.<br />
12 <strong>Machinery</strong> <strong>World</strong>, <strong>June</strong> <strong>2018</strong>