20180903_tf_2_2018_BeilegerImHeft_enGB_RZ_Einzelseiten_epaper

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ENERGY MANAGEMENT<br />
PERFECTION<br />
The new Coating Centre saves a lot of energy in the coating process of a trailer chassis, as innovative technologies are being used to<br />
avoid waste heat and to utilise what has been created. It has already received an award from the German Energy Agency prior to<br />
commissioning for this, as well as further efficiency measures in all processes.<br />
The German Energy Agency (Dena) has<br />
awarded the new Coating Centre from Krone<br />
as a pioneering project for the reduction<br />
of waste heat. Krone uses state-of-the-art<br />
production technologies to significantly reduce CO 2<br />
emissions: by around 40 percent. “We’ve achieved<br />
this outstanding result primarily through the intelligent<br />
combination of various efficiency measures in<br />
this design,” explained Mathias Schrigten, the industrial<br />
engineer at Krone responsible for the waste heat<br />
concept of the Coating Centre.<br />
Where possible, heat loss within the Coating Centre<br />
is avoided or recycled for use elsewhere within the<br />
plant. The new building enables the responsible use<br />
of resources and sustainable operation of the entire<br />
industrial plant.<br />
HEAT USE FROM PASSIVE COOLING<br />
In order to achieve the desired results when blasting<br />
the surfaces, the workpieces must be supplied to<br />
the blasting system dry and heated to room temperature.<br />
For this purpose, the heat emitted to the ambient<br />
air by the chassis during cathodic dip painting<br />
(CDP) and powder cooling is fed to the raw chassis<br />
buffer. The blasting system is also designed so that<br />
the exhaust air, which is heated and filtered during the<br />
process, flows back through the building. Highly efficient<br />
drives and turbines, as well as high-performance<br />
filters, are used to reduce pressure loss.<br />
A heat exchanger installed at the thermal oxidiser<br />
(TO) ensures that the heat generated during the<br />
cleaning process of the CDP furnace exhaust air<br />
heats the process tanks in the bath station. The powder<br />
furnace also produces waste heat, for example,<br />
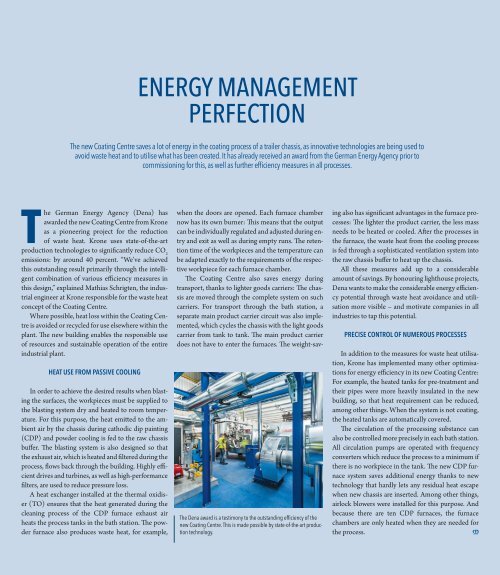
The Dena award is a testimony to the outstanding efficiency of the<br />
new Coating Centre. This is made possible by state-of-the-art production<br />
technology.<br />
when the doors are opened. Each furnace chamber<br />
now has its own burner: This means that the output<br />
can be individually regulated and adjusted during entry<br />
and exit as well as during empty runs. The retention<br />
time of the workpieces and the temperature can<br />
be adapted exactly to the requirements of the respective<br />
workpiece for each furnace chamber.<br />
The Coating Centre also saves energy during<br />
transport, thanks to lighter goods carriers: The chassis<br />
are moved through the complete system on such<br />
carriers. For transport through the bath station, a<br />
separate main product carrier circuit was also implemented,<br />
which cycles the chassis with the light goods<br />
carrier from tank to tank. The main product carrier<br />
does not have to enter the furnaces. The weight-saving<br />
also has significant advantages in the furnace processes:<br />
The lighter the product carrier, the less mass<br />
needs to be heated or cooled. After the processes in<br />
the furnace, the waste heat from the cooling process<br />
is fed through a sophisticated ventilation system into<br />
the raw chassis buffer to heat up the chassis.<br />
All these measures add up to a considerable<br />
amount of savings. By honouring lighthouse projects,<br />
Dena wants to make the considerable energy efficiency<br />
potential through waste heat avoidance and utilisation<br />
more visible – and motivate companies in all<br />
industries to tap this potential.<br />
PRECISE CONTROL OF NUMEROUS PROCESSES<br />
In addition to the measures for waste heat utilisation,<br />
Krone has implemented many other optimisations<br />
for energy efficiency in its new Coating Centre:<br />
For example, the heated tanks for pre-treatment and<br />
their pipes were more heavily insulated in the new<br />
building, so that heat requirement can be reduced,<br />
among other things. When the system is not coating,<br />
the heated tanks are automatically covered.<br />
The circulation of the processing substance can<br />
also be controlled more precisely in each bath station.<br />
All circulation pumps are operated with frequency<br />
converters which reduce the process to a minimum if<br />
there is no workpiece in the tank. The new CDP furnace<br />
system saves additional energy thanks to new<br />
technology that hardly lets any residual heat escape<br />
when new chassis are inserted. Among other things,<br />
airlock blowers were installed for this purpose. And<br />
because there are ten CDP furnaces, the furnace<br />
chambers are only heated when they are needed for<br />
the process.
ANDREAS SCHEUER AND<br />
BERNARD KRONE PULL<br />
THE LEVER<br />
The new coating centre in Werlte was officially opened in August.<br />
As part of the "Krone Future Lab", Bernard Krone, Managing Partner<br />
of the Krone Commercial Vehicle Group, and Federal Minister of<br />
Transport Andreas Scheuer, symbolically pull the lever for the start<br />
of the system. Among the guests were more than 400 customers of<br />
Krone, who have trusted the quality of the company for a long time.<br />
This video shows<br />
some aspects<br />
of the opening<br />
event.
SPECIAL EDITION<br />
SURFACE COATING<br />
IN A NEW DIMENSION<br />
State-of-the-art, tried-and tested coating technology coupled with a fully automatic chassis warehouse.<br />
Perfect surface coating for maximum protection<br />
against corrosion: The Krone<br />
Commercial Vehicle Group offers its customers<br />
state-of-the-art, tried-and-tested<br />
coating in combination with innovative automation<br />
technology at the new Coating Centre in Werlte.<br />
The goal: Highest quality in order for customers<br />
to have the best vehicles to meet the challenges of<br />
their business.<br />
The new coating plant, which took 13 months<br />
to construct, is located in a facility measuring 120<br />
by 130 metres and up to 20.5 meters high. An area<br />
of 16,500 square metres provides ample space for<br />
the Coating Centre to include an integrated, fullyautomated<br />
chassis warehouse. The chassis are coated<br />
in the plant using a tried-and-tested coating concept:<br />
The cathodic dip painting (CDP) with final<br />
»We are bringing the<br />
Werlte site up to the<br />
highest technical level<br />
of industrialisation<br />
currently possible.«<br />
Bernard Krone<br />
powder coating makes the vehicle highly wear-resistant.<br />
The plant is designed for a maximum<br />
weight capacity of four tons and accepts raw parts<br />
of all types.<br />
“The new coating plant brings the Werlte site<br />
up to the highest technical level of industrialisation<br />
currently possible,” explained Bernard Krone,<br />
Managing Partner of the Krone Commercial Vehicle<br />
Group.<br />
At 40 million euros, this is the greatest<br />
single investment in the company’s history. This is a<br />
clear commitment to the site, to sustainable quality<br />
– and to protection of the environment: The Coating<br />
Centre meets the latest requirements, and CO 2<br />
emissions<br />
per coated chassis are reduced. The exhaust gas<br />
from the baking furnaces is also thermally treated,<br />
which greatly reduces odour emissions.
»WE HAVE SET OURSELVES HIGH GOALS<br />
AND HAVE ACHIEVED THEM TOGETHER«<br />
Volker Perk, Head of Industrial Engineering of the Krone Commercial Vehicle Group, described the philosophy and<br />
technical masterpiece that is anchored in the heart of the new Coating Centre at the Werlte site.<br />
Since the beginning of July, the first chassis have<br />
already been manufactured in trial operation at<br />
the new Coating Centre. What does this mean to<br />
you personally?<br />
I'm really glad that we were able to do so much together<br />
as a team. Together, we have set ourselves high goals and<br />
achieved them consistently ahead of schedule! All those<br />
involved have invested a great deal of energy over the<br />
past year and a half and have ensured that all our ideas<br />
have been implemented and all requirements met. The<br />
construction was also completed without impairing<br />
further production processes. This was a really special<br />
achievement. We were also able to smoothly inte grate<br />
the new processes with the corresponding interfaces.<br />
And the topics, 'quality' and 'sustainability' were always<br />
of utmost importance in all of this. For me, the new<br />
Coating Centre perfectly embodies the quality concept<br />
for which the Krone company stands.<br />
Why did Krone invest in such a modern Coating<br />
Centre?<br />
We wanted to set new standards for coating our chassis<br />
in terms of quality, corrosion protection and sustainability<br />
in regard to environmental protection and energy<br />
efficiency. The centre allows state-of-the-art automatic<br />
control of the entire coating process. Colouring and<br />
assembly are decoupled: This ensures the optimum sequence<br />
of coating and assembly.<br />
What distinguishes the systems, especially in the<br />
light of future challenges?<br />
The high level of automation! It enables maximum reliability<br />
and also takes the pressure out of the shortage of<br />
skilled workers – high quality production is assured. A<br />
dynamic, fully automatic warehouse is integrated into<br />
the coating system with the sequencer, via which the<br />
products can be appropriately introduced into each processing<br />
stage up to delivery to the assembly department.<br />
»The topics Quality<br />
and Sustainability<br />
are always at the top of<br />
the planning and<br />
implementation agenda.«<br />
Volker Perk<br />
Modern conveyor technology in combination with central<br />
process automation ensures that all processes are<br />
optimally controlled and implements all movements of<br />
the chassis within the Coating Centre. All programs are<br />
generated and processed automatically using object dependencies.<br />
Each processing step is digitally monitored<br />
accordingly and logged.<br />
In what way is perfect corrosion protection guaranteed?<br />
We prepare the workpieces optimally so that the paint<br />
adheres seamlessly and firmly. The complete chassis is<br />
first cleaned and descaled by 3D blasting. The combination<br />
of splash, spray and immersion degreasing also<br />
contributes to this, as well as zinc phosphating with subsequent<br />
passivation. The CDP dip coating belongs to a<br />
series that has been optimally designed for corrosion<br />
protection. It has a special edge protection additive that<br />
provides better protection for every edge of the chassis<br />
through thicker layers. After thermal crosslinking<br />
at around 190 degrees Celsius, a homogeneous, diffusion-tight<br />
film coating is produced that reliably keeps<br />
environmental influences away from the substrate. The<br />
system is immersed in water and contains less than two<br />
percent residual solvent. In addition, the powder coating<br />
process is highly automated, thus we can meet all<br />
the customers' colour requirements. Last but not least,<br />
state-of-the-art furnace technology plays its part in ensuring<br />
that we can provide the best protection against<br />
corrosion.<br />
How do you deal with the areas of the chassis are<br />
particularly difficult to reach?<br />
In complex simulation runs, we have designed the blasting<br />
machine so that the steel blasting material reaches<br />
the workpiece right to the last corner. It is optimally<br />
prepared for the coating: The combination of splash,<br />
spray and immersion degreasing ensures a completely<br />
clean and dust-free chassis – the optimum basis for the<br />
further coating process. Zinc phosphate reacts directly<br />
with the chassis material, and the CDP ensures that the<br />
chassis is coated uniformly, even in cavities and on intricate<br />
parts of the structure.<br />
What role has environmental protection played in<br />
the design of the centre?<br />
It was very important to us to protect the environment<br />
as much as possible and to use all resources responsibly.<br />
We were able to achieve this through intensive planning,<br />
and we have reached a new level of efficiency with<br />
these systems.<br />
Are there already next steps or goals?<br />
First of all, we are pleased to be able to offer our customers<br />
future-proof surface protection for their vehicles. Of<br />
course, we are constantly improving, and there will certainly<br />
be more exciting projects in the coming months<br />
and years – both small and large.
1<br />
reach almost all surfaces of the chassis construction. During<br />
the blasting process, about 25 tons of the steel blasting<br />
material is fired at the chassis at a speed of up to 300 kilometres<br />
per hour. Falling blasting material is fed back to the<br />
process via screw conveyors.<br />
3<br />
RAW CHASSIS BUFFER<br />
The raw chassis are delivered in packages of four to the<br />
Coating Centre. The vehicles can pass through the delivery<br />
hatch with no need for difficult manoeuvres.<br />
The buffer zone offers storage space – here, the individual<br />
chassis wait to be guided through the system. One step<br />
follows another like a string of pearls: A precisely planned,<br />
timed and automated process. The conveyor system takes<br />
over the raw chassis at a binding station with two overhead<br />
cranes.<br />
The plant uses the warm air from the cooling areas in the<br />
coating process to ensure that the supplied chassis are heated<br />
to room temperature and transferred dry into the further<br />
process steps. A ventilation system directs this air directly to<br />
the raw chassis buffer.<br />
2<br />
BLASTING SYSTEM WITH<br />
DE-SANDING STATION<br />
The first station that each chassis must pass through involves<br />
blasting and de-sanding: Because the chassis are delivered<br />
raw, the metal is precision shot-blasted using steel<br />
balls. This removes mill scale, cinder and impurities, resulting<br />
in a clean, bright, metallic surface with the pre-treatment<br />
and the CPD coating can optimally adhere to later.<br />
The blast system is equipped with 22 turbines – more than<br />
twice as many as in the previous system. This enables an<br />
optimal blasting result to be achieved. The intelligent arrangement<br />
supports this goal: The turbines are arranged<br />
three-dimensionally in the blasting chamber so that they<br />
After the treatment, many steel balls remain on the chassis<br />
and in cavities. The chassis is cleared of these at the desanding<br />
station: To do this, it is fixed to a device that moves<br />
it around its own axis several times with turning and tilting<br />
movements. What remains is a cleaned chassis with a clean,<br />
bare metallic surface.<br />
4<br />
DIPPING LINE<br />
The chassis is pre-treated in the tank stations and then<br />
CDP-coated. After a testing period, during which more than<br />
1,000 metal sheets and test pieces were used, KRONE has<br />
opted for tri-cationic zinc phosphating – the best-proven<br />
technology currently available.<br />
The system can be operated in three shifts: In the pre-treatment,<br />
the chassis is immersed in different tanks one after<br />
the other. The baths are circulated around the clock to keep<br />
bath parameters such as pH constant. The parameters are<br />
continuously checked. Each chassis passes through the following<br />
stations within approximately 90 minutes:<br />
A) Splash and spray degreasing: The chassis is mechanically<br />
cleaned. As it enters the spray degreasing tank, it<br />
is rinsed off and then sprayed with a large number of<br />
nozzles while moving continuously.<br />
<br />
B) Immersion degreasing baths and rinsing: In this<br />
station, the chassis is carefully cleaned and degreased<br />
again. Baths with special liquids are used for this purpose.<br />
The metal is dipped twice in the immersion<br />
degreasing baths and the rinsing tanks.<br />
C) Preparation of the surface for a flawless CDP coating:<br />
Zinc phosphating is carried out before the actual<br />
coating by cathodic dip painting. This is a chemical process<br />
that prepares the material optimally for absorption<br />
of the paint. It is immersed in an acidic solution<br />
which triggers the desired reaction with the metal.<br />
Zinc phosphating increases the adhesion of the coating<br />
and protects against corrosion. The chassis is then<br />
rinsed twice more before a passivation bath completes<br />
the zinc phosphating process to perfection: As a result,<br />
the surface is completely and evenly sealed again. This<br />
is followed by a further rinse in demineralised water.<br />
D) CDP coating: The final seal of the chassis takes place<br />
in a tank containing the CDP-coating. When immersed,<br />
the CDP coating preparation reaches even the smallest<br />
cavities to ensure an even and effective coating of the<br />
metal. The CDP coating is applied to the surface of the<br />
chassis at over 300 volts DC and around 2,300 amps.<br />
The components are then rinsed twice more, removing<br />
any excess paint.
9<br />
Buffer zones<br />
1st Floor<br />
9<br />
8<br />
8<br />
Powder furnaces<br />
Delivery<br />
A BRILLIANT<br />
PERFORMANCE<br />
ALL ALONG THE LINE<br />
1<br />
Raw chassis buffer<br />
1<br />
The raw chassis undergo a highly automated coating process for<br />
optimum sealing in the Krone Coating Centre, where energy efficiency,<br />
durability and the highest quality are combined.<br />
2<br />
Blasting system
7<br />
Powder chambers<br />
6<br />
Buffer zones<br />
5<br />
CDP furnaces<br />
Ground Floor<br />
6<br />
Transfer<br />
to assembly<br />
Pre-assembly<br />
7<br />
5<br />
10<br />
4<br />
3<br />
2<br />
4<br />
Dipping Line<br />
3<br />
Desanding
5<br />
CDP FURNACES<br />
The coating must be dried. For this purpose, the plant has<br />
ten large CDP furnaces, which are heated to a defined<br />
temperature of around 190 degrees Celsius. In this process,<br />
the CDP coating is firmly bonded to the surface of<br />
the chassis. Depending on the type of chassis, this takes<br />
about 40 to 60 minutes. The coating crosslinks to form a<br />
homogeneous, closed film that will effectively protect the<br />
component in future applications. Outdoor air is used to<br />
cool it down. A thermal oxidiser is used to clean the exhaust<br />
air from the furnaces.<br />
6<br />
9<br />
BUFFER ZONES<br />
Here, the chassis cool down passively and are then stored<br />
until they continue into the powder coating. In this step,<br />
the customer can choose their own colour scheme: All RAL<br />
colours are available. The desired colour is applied in one<br />
of the two powder chambers in the system – the powder<br />
system is changed accordingly for each new colour. Since<br />
process automation determines the coating sequence, the<br />
system automatically detects when a colour change is due<br />
and initiates the changeover in the powder chambers. The<br />
chassis can be stored dynamically via transfer bridges. This<br />
makes it possible to optimise colour changes – for maximum<br />
efficiency and to create as little waste as possible.<br />
The sequencer installed by Krone allows for a dynamic and<br />
100 percent automatic storage system: The components<br />
can be temporarily stored between all process steps using a<br />
push & pull conveyor system. Tractors push or pull the goods<br />
carriers in the direction of travel, and transverse movements<br />
are carried out via transfer bridges. This requires relatively<br />
little effort and enables the use of a light and energy-saving<br />
goods carrier. The sequencer holds around 200 chassis.<br />
The task of this dynamic storage is to decouple the coating<br />
system from the assembly. As a sequence controller, it also<br />
takes on the task of creating an optimum sequence with the<br />
aid of process automation prior to powder coating before<br />
the chassis enter the corresponding sequence for assembly<br />
and are passed on to the next finishing stage.<br />
7<br />
POWDER CHAMBERS<br />
Powder is applied to the chassis in this station: The system<br />
sprays the smallest particles in powder form as a cloud onto<br />
the statically charged workpiece. The vehicle is completely<br />
measured via a 3D scanning grid as it enters the powder<br />
chamber, and the 47 automatic spray heads arrange themselves<br />
at the optimum coating distance around the chassis<br />
in order to apply a uniform powder layer. After this step, the<br />
chassis is moved to the second level of the Coating Centre.<br />
8<br />
POWDER FURNACES<br />
The powder coating must also be treated in the furnace. The<br />
powder furnaces ensure that the particles slightly liquefy<br />
and then harden – in this way, they bond optimally to the<br />
CDP coating and firmly adhere to create a tough, impact-resistant<br />
surface.<br />
BUFFER ZONES AND<br />
TRANSFER TO ASSEMBLY<br />
The complete coating is finished, and the chassis is ready<br />
for installation. Thanks to process automation, it remains in<br />
the sequencer until it is requested. The assembly sequence<br />
for the chassis is already determined upon entry into the<br />
raw chassis buffer. When the assembly is requested, the<br />
finished coated chassis is placed in the specified sequence<br />
and sent for assembly.<br />
AT A GLANCE<br />
16,500<br />
13 months<br />
construction period<br />
40 mil. euros<br />
invested<br />
200 chassis<br />
storage capacity<br />
4<br />
tons<br />
square metres<br />
of facility space<br />
maximum<br />
weight capacity<br />
6.8 minute<br />
throughput frequency<br />
40 percent<br />
energy conservation