

FALL 2021
Distributor's Link Magazine Fall 2021 / Vol 44 No 4
Distributor's Link Magazine Fall 2021 / Vol 44 No 4

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
64<br />
THE DISTRIBUTOR’S LINK<br />
Anthony Di Maio<br />
Anthony E. Di Maio attended Wentworth Institute and Northeastern University. In 1962 he<br />
started working with Blind Fasteners as Vice-President of Engineering & Manufacturing for two<br />
blind rivet manufacturers. He has been Chairman of the Technical Committee of the Industrial<br />
Fasteners Institute (IFI) and is still involved in the writing of IFI specifications. In 1991, he<br />
started ADM Engineering and is working with Fastener Manufacturers developing new fasteners<br />
and special machinery. He can be reached at ADM Engineering, 6 Hermon Ave., Haverhill, MA<br />
01832; phone and fax 978-521-0277; e-mail: tdimaio@verizon.net.<br />
SECONDARY MANUFACTURING OPERATIONS<br />
FOR BLIND RIVETS<br />
There are secondary manufacturing operations that<br />
must be performed to Structural blind rivets to make the<br />
Structural blind rivet perform correctly.<br />
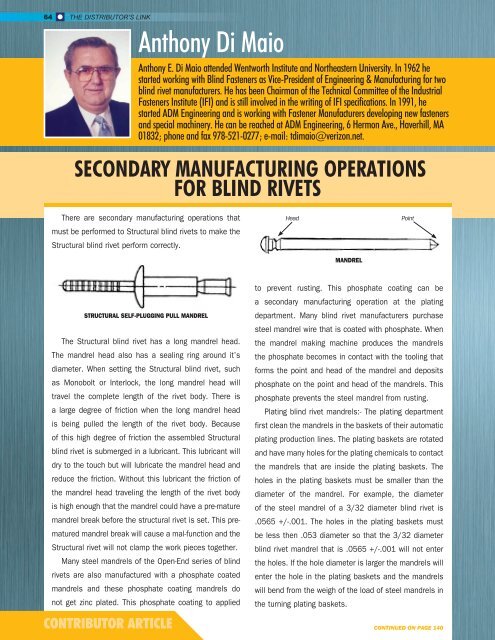
Head<br />
Point<br />
MANDREL<br />
STRUCTURAL SELF-PLUGGING PULL MANDREL<br />
The Structural blind rivet has a long mandrel head.<br />
The mandrel head also has a sealing ring around it’s<br />
diameter. When setting the Structural blind rivet, such<br />
as Monobolt or Interlock, the long mandrel head will<br />
travel the complete length of the rivet body. There is<br />
a large degree of friction when the long mandrel head<br />
is being pulled the length of the rivet body. Because<br />
of this high degree of friction the assembled Structural<br />
blind rivet is submerged in a lubricant. This lubricant will<br />
dry to the touch but will lubricate the mandrel head and<br />
reduce the friction. Without this lubricant the friction of<br />
the mandrel head traveling the length of the rivet body<br />
is high enough that the mandrel could have a pre-mature<br />
mandrel break before the structural rivet is set. This prematured<br />
mandrel break will cause a mal-function and the<br />
Structural rivet will not clamp the work pieces together.<br />
Many steel mandrels of the Open-End series of blind<br />
rivets are also manufactured with a phosphate coated<br />
mandrels and these phosphate coating mandrels do<br />
not get zinc plated. This phosphate coating to applied<br />
CONTRIBUTOR ARTICLE<br />
to prevent rusting. This phosphate coating can be<br />
a secondary manufacturing operation at the plating<br />
department. Many blind rivet manufacturers purchase<br />
steel mandrel wire that is coated with phosphate. When<br />
the mandrel making machine produces the mandrels<br />
the phosphate becomes in contact with the tooling that<br />
forms the point and head of the mandrel and deposits<br />
phosphate on the point and head of the mandrels. This<br />
phosphate prevents the steel mandrel from rusting.<br />
Plating blind rivet mandrels:- The plating department<br />
first clean the mandrels in the baskets of their automatic<br />
plating production lines. The plating baskets are rotated<br />
and have many holes for the plating chemicals to contact<br />
the mandrels that are inside the plating baskets. The<br />
holes in the plating baskets must be smaller than the<br />
diameter of the mandrel. For example, the diameter<br />
of the steel mandrel of a 3/32 diameter blind rivet is<br />
.0565 +/-.001. The holes in the plating baskets must<br />
be less then .053 diameter so that the 3/32 diameter<br />
blind rivet mandrel that is .0565 +/-.001 will not enter<br />
the holes. If the hole diameter is larger the mandrels will<br />
enter the hole in the plating baskets and the mandrels<br />
will bend from the weigh of the load of steel mandrels in<br />
the turning plating baskets.<br />
CONTINUED ON PAGE 140













