L - KTH
L - KTH
L - KTH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Prt~res.~ io .'~uclear Energy. Vol. 23. No. I. pp 35-8(). lqqO. 014q-tt~70~) Stb ~N) + 511<br />
Printed in Great Brltatn. All rights rcscr',ed. © I~) Pcrgam~n Pro,.', pie<br />
A REVIEW OF THE APPLICATION OF CHEMICAL<br />
DECONTAMINATION TECHNOLOGY IN THE UNITED STATES<br />
C. J. WOOD<br />
Electric Power Research Institute, 3412 Hillview Avenue, Palo Alto, CA 94304, U.S.A.<br />
(Received 2 January 1990)<br />
Abstract - This review provides information on the chemical<br />
decontamination of nuclear power plants. An overview of the current<br />
status of the technology is given, including a brief description of<br />
commerclally-available processes. BWR recirculatlon piping and<br />
steam generator decontaminations are described, with a comparison of the<br />
two types of operation. Corrosion data, methods of reducing<br />
recontamination rates, and waste issues are discussed. Future<br />
developments, including full-system decontaminations, are reviewed.<br />
I. INTRODUCTION<br />
The commercial application of chemical decontamination technology has expanded<br />
significantly in recent years at U.S. nuclear power plants. From initial applications to<br />
components and small subsystems in the early eighties, to the current examination of full<br />
system decontamination, the entire technology has become much more sophisticated. During<br />
this period, dilute chemical decontamination has been responsible for avoiding a<br />
substantial radiation exposure to personnel. Most of these benefits have occurred as s<br />
result of decontaminations prior to in-situ inspection, maintenance or repair of systems<br />
and components, primarily the reactor water recirculation system (RNR) and reactor water<br />
clean-up systems (RWCU) in a BWR and the steam generator channel heads of a PWR.<br />
Of the decontamination campaigns to date, 75% were performed in BNR systems such as<br />
recirculstion piping and reactor water clean up components. The remaining 25% involve PWR<br />
parts, mainly pumps and steam generator channel heads. There are sound financial reasons<br />
for this disparity - the cost benefit studies described in Section 7 show that generally<br />
the cost involved in avoiding each man-rem is less for BNR situations - but in many cases<br />
PNR decontamination can be highly cost effective. However, the penetration of the<br />
technology has been uneven. Some utilities regard decontamination as a routine activity to<br />
be performed at almost every refueling outage at their BNR plants. Other utilities - the<br />
majority - find it necessary to carry out major evaluations before attempting a<br />
decontamination.<br />
This review utilizes information presented at recent international conferences,<br />
particularly the 1984 American Nuclear Society Executive Conference on Decontamination (1),<br />
the 1986 British Nuclear Energy Society Water Chemistry Conference (2), and the 1988 Japan<br />
Atomic Industrial Forum Conference (3), and five seminars (two on P~s, three on BNRs)<br />
covering utility experience with decontamination (4-8).<br />
Decontamination campaigns on the primary systems of commercial LNRs using dilute<br />
chemicals began in the early '80's. These early projects (through 1984) involved the use<br />
of CAN-DECON solutions (origlnally developed for CANDU reactors in Canada), which are<br />
mixtures of organic acids, oxalic Included, and EDTA. Decontamination factors (DFs)* were<br />
satisfactory, and CAN-DECON along with CITROX, a mixture of oxalic and citric acids, was<br />
used successfully at several plants. In late 1984, laboratory evidence emerged to indicate<br />
*The decontamination factor is the ratio of radiation field before the decontamination to<br />
the field after decontamination.<br />
35
5h C.J. ~V()()O<br />
that solutions containing oxalic acid under some conditions induce fntergranular attack on<br />
sensitized type 304 stainless steel. A cautious period followed, when sufficient corrosion<br />
evaluation was conducted to understand and avoid conditions which could potentially cause a<br />
problem. The LOHI process, which does not contain oxalic acid, was first used on a BWR in<br />
1984, and was selected by most BWR utilities carrying out decontaminations from 1985 on,<br />
Including Monticello and Quad Cities BWRs in 1989. Aside from the encouraging corrosion<br />
data, LOHI offered at least comparable DFs and required short application times. CITROX<br />
has continued to be used at the Brunswick BWR. Meanwhile a new process, CANDEREH, which<br />
does not contain oxalic acid, was developed from CAN-DECON, and is now available and was<br />
recently used on a heat exchanger at Indian Point 2 PWR and on the steam generator channel<br />
heads at Beaver Valley I PWR. CANDEREM and LOMI are given equal prominence at this time in<br />
the development of corrosion data necessary for full system decontamination in PWRs.<br />
2. TECHNICAL BACKGROUND<br />
2.1 Concentrated reagents<br />
The 1984 de contamlnatlon of the complete primary system (with the fuel removed) of the<br />
Dresden-I BWR, using the NS-I process, was the only recent U.S. application of concentrated<br />
chemical reagents. This decontamination was unusual in several respects. Dresden-l, an<br />
early BWR, was shutdown in 1978 and Is unlikely to operate again. The decontamination was<br />
originally scheduled for 1980, but environmental impact and safety issues were mainly<br />
responsible for a delay of four years.<br />
Decontamination factors exceeded 11.3, and over 750 curies of activity was removed. The<br />
total activity removed was extremely close to the 1979 calculation of total activity in the<br />
system, when decay was taken Into account. The use of an organic inhibitor to control<br />
corrosion in concentrated reagents tended to slow down the cleanup process, and the return<br />
of the total organic carbon to reactor water speclffcatlon took considerable tlme.<br />
The detailed report of this project (9) reveals both the strengths and the problems of<br />
concentrated (or "hard") decontamlnatlon--processes. High removal of activity was achieved,<br />
but waste disposal was a major difficulty, and concern about corrosion effects necessitated<br />
a large and expensive materials qualification program. Recently-developed dilute<br />
decontamination reagents ("soft" processes) achieve as much activity removal, with greatly<br />
reduced concerns about corrosion damage and waste disposal. With the current Industry<br />
emphasls on avoiding corrosion and reducing radwaste volumes, it seems unlikely that<br />
concentrated processes will be used on operating plants again, although localized<br />
applications on components such as pumps will continue. This review focuses on system and<br />
subsystem decontamination dilute chemical processes.<br />
2.2 Dilut e reasents - BWR<br />
There are two types of dilute chemical reagents. In the early '80's, the organic acld<br />
reagents based on citric and oxalic acids (e.g., CITROX), using a chelating agent such as<br />
EDTA to retain dissolved corrosion products In solution (e.g., CAN-DECON), were used for<br />
the majority of plant applications. Since 1985, however, the low oxldatlon-state metal ion<br />
(LOMI) process has been the most widely used process In the United States. Table 2-I lists<br />
primary coolant system decontamlnatlons (IO).<br />
The organic acid reagents dissolve oxides by simple acidic dissolution<br />
8H + + Fe304 ~ Fe 2+ + 2Fe 3+ + 4H20 (I)<br />
acid oxide metal ions<br />
in solution<br />
and reductlve dissolution:<br />
8H + + 2e- + Fe304 ÷ 3Fe 2+ + 4H20 (Most likely the major<br />
pathway for oxide<br />
acld reducing oxide metal ions destabillzatlon)<br />
agent in solution<br />
The radioactive Impurities, such as Co-60, Co-58, Fe-59, Mn-54, are released at the same<br />
time. A corrosion inhfbltor may be necessary for some applications, depending on the<br />
materials In the system, the process temperature, duration, and reagent strength. Because<br />
3+<br />
Fe solubility is small, a chelating agent needs to be present at the site of dissolution<br />
in order to retain the iron in solution.<br />
(2)
Chemical decontamination technology<br />
Table I. Decontamination factors at recent BNR applications<br />
DECONTAMINATION FACTORS AT<br />
RECENT BWR APPLICATIONS*<br />
Plant & System Solvent i DF Curies<br />
Oyster Creek:<br />
RRS LOMI/NP/LOMI 10.5 55.3<br />
Quad Cities 2:<br />
RRS<br />
RWCU<br />
Dresden 2:<br />
RRS<br />
RWCU<br />
Brunswick 1 :<br />
RRS-Loop A<br />
RRS-Loop B<br />
Peach Bottom 3:<br />
RRS "B" Pump<br />
RWCU<br />
RRS<br />
J. A. FitzPatrick:<br />
RHR X-Ties<br />
RRS<br />
LOMI/NP/LOMI<br />
(LOMI on Suction)<br />
LOMI/LOMI<br />
LOMI/LOMI<br />
(LOMI on Suction)<br />
LOMI/LOMI<br />
Citrox/AP/Citrox-<br />
Citrox/AP/Citrox<br />
LOMI/NP/LOMI<br />
LOMI/NP/LOMI<br />
LOMI/NP/LOMI<br />
LOMI/NP/LOMI<br />
LOMI/NP/LOMI<br />
*Douglas M. Vandergriff in Reference #7<br />
4.4<br />
2.5<br />
9.8<br />
2.5<br />
3.6<br />
8.4<br />
5.2<br />
6.7<br />
15.2<br />
3.9<br />
42.4<br />
97<br />
13.0<br />
56.3<br />
13.0<br />
23<br />
Total<br />
The LOMI decontamination reagents ere more strongly reducing end do not require a<br />
corrosion inhibitor. The LOMI reagent currently used is vanadous plcolinate/formate in<br />
which the complexed (plcolinate) vanadous ions (V z+) reduce the oxidation state of the iron<br />
in the oxide, enabllng it to be rapidly dissolved in plcolinic acid, which is also a<br />
complexlug agent.<br />
7.6<br />
13.1<br />
36.8<br />
0.2<br />
61.4<br />
Fe III (oxide) + V II (pic) 3- ÷ Fe II + VIIIplc)3 (3)<br />
Both types of chemical decontamination systems may require an oxidizing pretreatment for<br />
situations where high-chromium oxides are present. Alkaline and/or acid potassium<br />
permanganate is used for this purpose, dissolving chromium oxides by oxidizing them to<br />
soluble chromate:<br />
Cr203 +<br />
chromium<br />
30x + +<br />
oxidizing<br />
Cr 6+ +<br />
soluble<br />
3e- + residuals (4)<br />
oxide agent chromate<br />
3"7
38 C.J. Wo~l~<br />
Good decontamination factors are generally obtained for BNR rectrculation systems wlth<br />
either a single or double LOMI application. In low flow areas, a second LOMI step is<br />
sometimes required to deal with excessive oxide burden, because catalytic decomposition of<br />
reagent occurs before it contacts surface oxides. Thus the need for a second step can be<br />
minimized by improving reagent circulation (e.g., by use of spray devices for low flow<br />
areas). In most cases, the addition of an oxidizing step, typically nitric acld/potasslum<br />
permanganate (NP) has given only a small further reduction in residual fields. However,<br />
for some components, such as the reclrculation pumps, use of NP has proved beneficial.<br />
When a permanganate step is used, oxalic acid Is added stolchlometrlcally to dissolve<br />
manganese dioxide (MnO2). Adding insufficient oxalic acid will cause some of the<br />
subsequent vanadous reagent to be used up in dissolving MnO 2. Adding excessive oxalic acid<br />
will lead to the presence of oxalic acid briefly in the system. To avoid possible<br />
corrosion, this should be minimized by terminating the addition when samples taken of the<br />
decontamination solution are clear.<br />
The chemical reagents can be added in the solid form (as with CAN-DECON) or as liquids<br />
(LOMI Is a mixture of dilute solutions of vanadous formate and plcollnlc acid). Depending<br />
on the type of circuit to be decontaminated, feed-and-bleed or fill-and-draln methods are<br />
used. In most cases, the radioactive waste Is removed on Ion-exchange resin.<br />
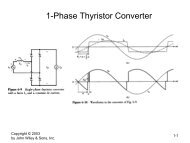
Two different flow paths have been used in recent reclrculatlon piping<br />
decontaminations. Use of the annulus between the shroud surrounding the core internals and<br />
the pressure vessel provides a convenient flow path (Fig. I), allowing effective reagent<br />
circulation. However, concern about corrosion damage to in-core materials has resulted In<br />
restricting the reagents to out-of-core regions for a number of plant applications. In one<br />
case, the piping was cut and capped before decontamination, which can be costly in both<br />
time and radiation exposure. In other plants, fluid levels were kept below the pressure<br />
vessel inlet level, wlth raising and lowering of the liquid used to provide reagent<br />
replenishment. This approach is operationally more complicated and less satisfactory than<br />
permitting fluid flow through the annulus. Flow paths are discussed further in Section 3.<br />
A general conclusion drawn from recent experience Is that differences in decontaminating<br />
power of different solvents is less significant than the differences between the oxide<br />
films in the various plants. Almost any decontamination factor can be achieved with any of<br />
the processes, but longer application times may be required in some cases. LOHI proved to<br />
be the quickest process currently in use. Decontamination factors (DF) or residual<br />
radiation fields in designated areas are often specified in the decontamination contract.<br />
A utility chooses between a lower DF with minimum waste and shorter downtime, or multl-step<br />
applications giving higher DFs at higher cost. The choice depends on the magnitude of<br />
special maintenance work to be done.<br />
2.3 PWR applications<br />
There have been fewer P~/R decontaminations, because of higher cost and because the<br />
maximum incidence of repair work associated with secondary side corrosion problems<br />
(denting, wastage, pitting and intergranular attack) had passed before sufficient<br />
confidence was generated in dilute processes for PWR applications. The decontamination<br />
reagents used for PWR applications are slmilar to those described above. In all cases, one<br />
or more permanganate steps have been used to remove chromium from oxide films.*<br />
In contrast to BWRs~ an oxidizing step is essential for PNR decontamination. Alkaline<br />
oxidation yields higher DFs when applied in the presence of high NI alloyed materials,<br />
whereas acidic oxidation is preferred (higher DFs) in the presence of stainless steel<br />
surfaces. The recent CAN-DECON and LOMI applications have each used alkaline permanganate<br />
(AP) followed by nitric acld/permanganate (NP) to achieve maximum chromium removal from<br />
oxide films initially present on both Inconel and stainless steel. This pH switching<br />
technique was developed by CEGB (11) to optimize DFs in channel heads.<br />
Table 2 compares the DFs obtained on different materials with NP and AP preoxldatlon.<br />
One important factor observed in all PWR decontaminations, and in the BWR applications<br />
using permanganate, is the need to remove a loosely-adherent radioactive residue<br />
particularly with the organic acid reagents. In some applications, high pressure<br />
hydrolazlng has been used, whereas In other cases, repeated flushing proved adequate. If<br />
*For a detailed discussion of surface oxide character in P~R and BWR environments see<br />
Reference 11.
,4. O~¢I~NTAMiNATION Oi I<br />
Mfql SYSTEM ~LY<br />
Chemical decontamination technology 39<br />
~*OTII: MilT¢l'llO ~IIA |l'lOWl AMIA Wll"flO 8Y IIQI,,IJTION<br />
Fig. I. Flow paths for BWR decontamination<br />
l. mlCCINTAIINATION TNI'~0~IGH<br />
JIT M ANO SMNOIJOI<br />
*RI~IUN| VlISM L A~e4ULUI<br />
Table 2. Decontamination Factors for Reactor Specimens<br />
In Different Reagent Combinations*<br />
Process Stainless Steel Inconel 600<br />
DF DF<br />
NP/LOMI I0 - 20 1.5 - 3<br />
AP/LOMI 2 - I0 2 - 4<br />
NP/ClTROX (POD) 5 - i0 1.5 - 3<br />
AP/CITROX 2 - 5 2 - 4<br />
AP/NP/LOMI - 4 - 8<br />
* Taken from Reference #11.
40 C, J. WOOD<br />
not removed, these residues seem to contribute to rapid recontamlnatlon on return to<br />
service. Several alternatives to permanganate are under development, including ozone,<br />
parmanganlc acid, as in the KWU CORD process, potassium ferrate, and chromous LOMI<br />
reagents. None of these reagents have been plant tested in the USA as yet, but some appear<br />
to offer significant potential advantages compared to permanganate.<br />
3. LWR DECONTAMINATION APPLICATION TECHNIQUES<br />
3.1 BWR reactor water recelculation system (RWR) applications<br />
The majority of RWR systems In U.S. BWRs consist of two piping loops, each containing a<br />
high flow centrifugal pump complete wlth suction and discharge isolation valves and<br />
interconnecting piping. The piping on the suction side of the pump runs vertically from<br />
the reactor vessel near the bottom of the annulus. On the discharge slde, the piping<br />
connects to a header above the pump from which five discharge risers extend vertically<br />
upward to where they penetrate the reactor vessel and rise approximately another ten<br />
feet. Once inside the vessel their designation changes and they are called Jet pump risers<br />
and are considered part of the Jet pump assembly rather than the RWR system. Despite the<br />
designation change, each riser is a continuous pipe which is used to contain<br />
decontamination fluid during the application.<br />
Some RWR systems contain a cross-tie line which interconnects the two loops at the<br />
discharge headers. This llne normally contains two isolation valves.<br />
Two different techniques have been employed to decontaminate this system--one and two<br />
phase applications. Due to the design of the RWR system it is not possible for the reagent<br />
to wet all of its various parts in a single step and maintain circulation (as opposed to<br />
fill, soak, drain techniques), unless some form of modification is performed. Thus, single<br />
phase applications are normally performed at plants that are planning a piping replacement<br />
and are prepared to modify the system in order to improve reagent access. Two phase<br />
applications are normally performed on an unmodified RWR system. These techniques are<br />
described in more detail in Sections 3.1.1 and 3.1.2.<br />
The decontamination equipment is common to both types of applications. In each case,<br />
the temporary equipment used has performed all of the process functions required to<br />
complete the decontamination. This consists of circulating and heating up the fluid,<br />
injecting chemicals, reversing flow directions, sampling, monitoring process parameters,<br />
controlling fluid levels and removing the dissolved activity and chemicals on Ion exchange<br />
resins. Only minor variations In the equipment have been required to accommodate the<br />
differences from one chemical decontamination process to another.<br />
Flexible, high pressure, reinforced rubber hoses are used to connect the equipment to<br />
the system or component to be decontaminated. Occasionally the entire system has been<br />
hard-plped, but experience with the rubber hoses has been excellent, and this is now the<br />
preferred option. Hoses typically in the range of 2" to 4" diameter are typically used.<br />
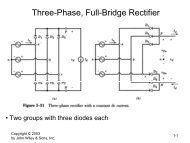
3.1.1 Two Phase RWR Decontaminations. This is the most common approach to RWR<br />
decontamination. It is most effective when extensive inspection or maintenance work,<br />
rather than modifications, are scheduled for the system. The decontamination is performed<br />
In two phases, a discharge side phase and a suction side phase. It can be used whether or<br />
not the RWR system contains a cross-tle llne connecting the discharge headers of each loop,<br />
and whether or not the lower portion of the annulus is to be included in the flowpath.<br />
As shown in Fig. 2, the temporary decontamination equipment is connected to the RWR<br />
system at the suction of each RWR pump. Flanged connections are available for Just such<br />
work on virtually all U.S. BWRs. The equipment is normally located Just outside the<br />
drywell in the vicinity of the equipment access hatch. It is placed and shielded to<br />
minimize radiation exposure to both contractor and plant staff during the application.<br />
To commence the discharge side decontamination, the pump isolation valves on the suction<br />
side are closed, those on the discharge side and on the cross-tie header are opened, and<br />
the discharge piping is filled to a predetermined level of fluid (Just about half way up<br />
each of the ten discharge risers). Flow is established through the discharge half of the<br />
system from the temporary equipment into one loop via the decon flange, through the RWR<br />
pump bowl, and up the discharge piping into the header. The fluid passes into the second<br />
loop via the cross-tie llne and back down the discharge piping, through the pump and back<br />
to the temporary equipment. By adjusting the valve lineup on the decon equipment the<br />
direction of flow can be reversed through the discharge loops.
Chemical de¢ontaminamm technology J,l<br />
.%<br />
Fig. 2. BWR reactor water recirculation system single<br />
phase decontamination fIowpath<br />
In order to expose the ten risers to the solvent, one of the two isolation valves in the<br />
cross-tle llne Is throttled. This provides enough pressure drop across the cross-tle llne<br />
so that the level of fluid in the five upstream risers Is raised to a predetermined<br />
elevation above their penetration Into the vessel (usually two to three feet). This will<br />
improve the decontamination factors at the riser safe ends. on the down stream side, fluid<br />
levels will drop to the elevation of the header completely emptying the risers. Changing<br />
the flow direction will reverse the fluid elevations in each loop. It is important to<br />
initiate regular reversals (every half hour or so) as early as possible in the operating<br />
sequence in order to ensure that the temperature in the upper portions of the risers is as<br />
high as can be reasonably achieved.<br />
Once operating temperature has been reached, reagent is injected through the temporary<br />
equipment into the system. Circulation in alternate directions is continued throughout the<br />
decontamination. Once it has been determined that the application is complete, the heaters<br />
are shut off and cooldowu commences. The reagent and dissolved activity are removed by<br />
relying in the ton exchange columns contained In the temporary equipment. During this<br />
period, it is again very important to ensure that fluid levels are maintained in the<br />
risers. In fact, slightly higher levels should be maintained to ensure that all exposed<br />
riser piping is flushed with reagent-free fluid near the end of the cleanup sequence.<br />
If there ts no cross-tie line in the system and an alternative path cannot be utilized<br />
to interconnect the discharge loops, a "sloshing" technique can be used. This can be<br />
achieved by filling the discharge loops to slightly more than one half of the total<br />
discharge side volume. "Circulation" is achieved by filling ohe loop from the other,<br />
holding fluid elevation in the "full" loop for a short period of time, and then reversing<br />
the operation. Most other aspects of the application are identical, except perhaps, for<br />
the concentration of reagent and radioactivity in solution. For non-regenerative<br />
processes, the working technique results in higher levels of both due to the smaller fluid<br />
inventory. It is important to ensure that during the preparative stages, adequate<br />
attention is paid to ~hese items in order to avoid problems with chemical precipitation and<br />
higher than normal personnel exposure.<br />
On completion of the discharge slde, the suction piping can be decontaminated merely by<br />
switching over the position of the RWI~ pump isolation valves and filling the system to the<br />
predetermined fluid levels. To minimize the impact on critical path, the majority of the<br />
warm fluid from the discharge side can be transferred during the valve position<br />
changeover. To maximize the decontamination factors, the fluid should be Just slightly<br />
above the top of the suction connection to the reactor vessel, including the bottom few<br />
feet of the annulus in the flowpath.
42 C.J. WOOD<br />
With the suction piping filled, circulation and heatup proceed in the same manner as for<br />
the discharge side. For this phase, flow enters the system in the same location but<br />
travels up the suction piping of the first loop, into and around the annulus and back down<br />
the suction llne of the second loop. Unlike the discharge side, all parts of this<br />
circulating loop are exposed to full system flow. Chemical injection, process monitoring,<br />
and subsequent cleanup are all controlled in the same manner as the discharge side. Flow<br />
reversals, although not as important, are still performed at regular intervals.<br />
If the annulus cannot be included in the flow path, the approach for performing the<br />
suction decontamination is almost identical to that described for the discharge side<br />
without a cross-tle llne. A "sloshing" technique is used to move fluid from one loop to<br />
the other and hold it at the maximum elevation for a short period of time. One additional<br />
problem with the suction side is the accuracy of the level control. If the fluid cannot<br />
enter the annulus it is important that the equipment be able to control the maximum fluid<br />
levels very accurately. Otherwise, much of the benefit of the application can be lost<br />
(from levels which are too low) or problems "can be encountered with fluid ~n the annulus<br />
(from levels which are too high).<br />
3.1.2 Single Phase RWR Decontaminations For decontaminations that are coincident with<br />
major modifications or complete piping replacements, a single phase application may be more<br />
appropriate. In order to accomplish this, however, additional connection points must be<br />
made available. A number of potential connection points is possible depending upon the<br />
specific needs and concerns of the individual utility. Usually twelve additional<br />
connections are necessary. One is located on each of the ten discharge risers as close to<br />
the penetration into the vessel as possible. The remaining two are located at the suction<br />
nozzles. With these additional connections both the suction and discharge sides can be<br />
decontaminated simultaneously and fresh reagent supplied to virtually all portions of the<br />
system. A typical flowpath is shown in Fig. 3.<br />
The major advantages of this approach are the potential for critical path savings since<br />
only one heatup, injection, circulation, and cleanup step is required and the improved DFs<br />
achieved in the risers from direct injection of fresh reagents. This must, however, be<br />
balanced against the additional effort, time, expense and radiation exposure required to<br />
prepare for this approach.<br />
3.2 PWR steam generator channel head applications<br />
Decontaminations are performed in the channel heads of PWRs to reduce the amount of<br />
radiation exposure necessary to complete major maintenance activities at the tubesheet on<br />
the primary side (e.g. sleeving, plugging etc.). To maximize the benefit, two to three<br />
feet of the tubes above the bottom of the tubesheet need to be exposed to the reagent.<br />
Fig. 3. BWR reactor water recirculatlon system two<br />
phase decontamination flowpath
Chemical decontamination technology 43<br />
This achieves maximum dose reductions while minimizing the amount of radwaste generated.<br />
To isolate the generator from the remainder of the reactor coolant system (RCS), dam<br />
assemblies must be installed in each nozzle. These ere large diameter inflatable sealing<br />
devices which can withstand the maximum differential pressures involved and are compatible<br />
with the reagents used.<br />
Access to the channel heads is through the manway openings on each of the hot and cold<br />
legs. Temporary covers are used which enable the decontamination equipment to be connected<br />
to the generator via fittings on the covers. The temporary equipment required to perform<br />
this application is similar to that used for RWR applications. Different size components<br />
may be required by the specifics of one application or another, but the same fundamental<br />
functions are necessary (circulation, heetup, chemical injection, sampling, reagent removal<br />
etc.).<br />
Under normal circumstances both channel heads of one generator are decontaminated<br />
simultaneously. This approach minimizes the critical path time required. It is possible<br />
to decontaminate two steam generators simultaneously, resulting in a further reduction in<br />
critical path time.<br />
Once the channel heads are isolated from the remainder of the RCS and the temporary<br />
manway covers have been installed, the operating sequence begins. The generator is filled<br />
to the approximate elevation of the bottom of the tube sheet and circulation and heatup<br />
start. The flow paths used to circulate the reagents through the channel heads of a single<br />
generator can vary somewhat depending upon the approach taken. The channel heads can be<br />
connected either in series or parallel. If a second generator is added to the flow path it<br />
is normally placed in parallel with the first one.<br />
In the series approach (Fig. 4), the discharge flow from the decontamination equipment<br />
enters the first channel head through the manway cover. It circulates inside the channel<br />
head and leaves through a second connection on the same manway cover. From there it enters<br />
the second channel head, where it again circulates inside and exits to the decontamination<br />
equipment. The pressure drop in the llne interconnecting the two channel heads results in<br />
a slightly higher level in the upstream channel head. By reversing flow direction, the<br />
fluid levels can be raised and lowered enough to expose the lower two to three feet of<br />
tubing to replenished reagent in a manner similar to that for the discharge side of the RWR<br />
system.<br />
m.lm~u[<br />
l<br />
UU<br />
Fig. 4. PWR channel head decontamination series flowpath
In the parallel approach (Fig. 5), the flow exits the decontamination equipment to a<br />
header which feeds each of the channel heads being decontaminated through a manway cover<br />
fitting. Once the fluid has circulated inside each one, it returns to a second header and<br />
then back to the decontamination equipment. Level adjustment is achieved by adding and<br />
removing system fluid at regular intervals from a supplementary tank which rides on the<br />
system.<br />
When Inventories have been correctly adjusted and operating temperatures reached, the<br />
decontamination can proceed. Operations for steam generators are identical to those for<br />
the RWR system except that oxidizing steps must be included in order to achieve<br />
satisfactory decontamination factors.<br />
3.3 Comparison of RWR and channel head decontaminations<br />
The following subsections compare the similarities and differences between BWR RWR<br />
system and PWR channel head decontaminations from an operational perspective.<br />
3.3.1 Similarities<br />
(a) Predecontamlnatlon Preparations. To prepare for any decontamination a certain<br />
number of preliminary tasks must be performed. These include the preparation of<br />
drawings and procedures to make them site specific, the procurement of chemicals,<br />
resins and other consumables, and the maintenance and shipment of the equipment to<br />
site. They differ somewhat In detail (as would two RWR system decontaminations) but<br />
are fundamentally the same irrespective of whether or not the work is being performed<br />
for a BWR or a PWR utility.<br />
(b) Equipment Setup on Site. In order to perform the decontamination, temporary<br />
equipment must be set up on site in the general vicinity of the component or system<br />
being decontaminated. Even though the final location of individual pieces of equipment<br />
varies from station to station (even from one BWR to another), the need to interconnect<br />
essentially the same equipment remains. About the same number of personnel are<br />
required, the basic tasks which they perform during setup are similar, and the amount<br />
of time required to perform this task is about the same. The differences in equipment<br />
locations between BWRs and PWRs have a relatively small effect on the total effort<br />
involved in this task.<br />
mJutm~<br />
+ 0<br />
((<br />
l÷i<br />
Fig. 5. PWR channel head decontamination parallel flowpath
Chemical decontamination technology .1,3<br />
(c) Decontamination Operations. In both cases decontamination equipment has been<br />
connected to a plant system or component that has been isolated from the rest of the<br />
plant. The decontamination equipment and connections are tested for their integrity<br />
prior to start-up. System inventories and process parameters (flows, temperatures and<br />
pressures) are established, monitored, and controlled in exactly the same manner. When<br />
the decontamination commences, the same chemicals are injected using identical<br />
equipment and procedures. Process monitoring techniques and termination criteria for<br />
individual steps are handled in the same fundamental way. Periodic flow reversal and<br />
accurate level control are necessary for both cases. Reagent and activity removal is<br />
performed for both by lon exchange vessels which are valved in, monitored, and<br />
controlled in exactly the same manner.<br />
In addition, the overall approach to the two types of applications is the same. Both<br />
require that the crltlcal path time used for the appllcatlon be kept as short as<br />
possible. Hence, both applications are performed on an around the clock basis using<br />
multiple shifts.<br />
(d) Equipment Dismantlin~ and Removal. As described for (b) above, equipment handling<br />
is virtually identical for both types of applications. The same concerns over surface<br />
decontamination of hardware, dismantling and crating schedules, and shipping exist at<br />
both BNRs and PNRs. The time and effort involved do not differ substantially.<br />
3.3.2 Differences<br />
(a) The Number of Chemical Steps. One of the key differences between performing an<br />
R~R decontamination and a channel head application is the number of individual chemical<br />
steps which must be applied to obtain satisfactory decontamination factors. Often, a<br />
single step will remove sufficient radioactivity in an RNR system so that no further<br />
action needs to be considered. In the case of the channel heads, a minimum of two, and<br />
more likely four steps will be required. This requires additional application time.<br />
It also results in more chemicals being used and more waste being generated.<br />
(b) System Isolation. In order to isolate the R~ system for the application, no<br />
significant or unusual steps must be undertaken to contain the decontamination<br />
solution. For a channel head application however, nozzle dams must be installed to<br />
isolate the steam generator from the remainder of the reactor coolant system. This is<br />
an extra step in the on site work which requires additional time and radiation<br />
exposure. Current designs for these dams are such that installation times are<br />
relatively short, thus minimizing the overall schedule and exposure impact.<br />
(c) Equipment Connection. Generally decontamination connections per se do not exist<br />
in P~Rs as they do in BWRs. Speclally modified manway covers are used for this<br />
purpose. They contain inlet and outlet connections for each side of the bowl,<br />
connections for level instrumentation, and a connection for venting or pressurizing.<br />
High pressure rubber hoses are used to connect the decontamination equipment to the<br />
channel heads.<br />
3.4 Improved alternatives for PWR decontamination<br />
A new approach which can improve the cost effectiveness for P~s is to decontaminate the<br />
reactor coolant system rather than Just the steam generator channel heads. Using a closed<br />
loop circulation path, the steam generator channel heads, wetted portions of the reactor<br />
coolant pump and all of the interconnecting piping of at least one RCS loop could be<br />
decontaminated simultaneously. This is achieved by the installation of a "Jumper" between<br />
the loop inlet and outlet connections at the reactor vessel after the core barrel has been<br />
removed. A proposed schematic flow diagram is shown in Fig. 6. This Jumper would be<br />
capable of providing a seal at the internal surfaces of both RCS loop piping connections at<br />
the vessel while, at the same time, allowing sufficient flow to pass through an<br />
interconnecting line.<br />
The necessary decontamination equipment would be connected to temporary manway covers on<br />
the channel heads of the steam generator in the loop (similar to the current approach to<br />
channel head decontaminations). The fluid level in the decontamination system would be<br />
raised to approximately that of the tube sheet and circulated using the pump on the<br />
temporary decontamination equipment. Flow direction would be reversed to achieve oxide<br />
film removal to a predetermined level up into the tubes of the steam generator. By<br />
maintaining fluid levels at these elevations in the steam generator, the system volume and
46 C.J. Wood<br />
surface area are in the same ballpark as equivalent decontaminations for BWR reclrculatlon<br />
systems. It is very likely, therefore, that decontamination equipment currently used in<br />
the industry could also be utilized for this work. Further investigations of thls approach<br />
are planned.<br />
3.5 Discussion<br />
Many routine decontaminations have been performed in both BWR reactor water<br />
reclrculatlon systems and PWR steam generator channel heads. All major decontamination<br />
vendors have portable equipment that is capable of being used for either application. It<br />
is also capable of being used with either the LOMI process or dilute organic acid<br />
processes. Oxidizing treatments, which are mandatory for PNR applications and optional for<br />
BWR applications, are also handled routinely.<br />
In order to achieve the required circulation of the decontamination reagent, RWR system<br />
decontaminations are usually performed in two phases--dlscharge piping followed by the<br />
suction piping. If the piping is to be replaced, temporary connections can be made at the<br />
top of each riser and in the suction nozzles to ensure flow in all parts of the system.<br />
This enables the decontamination to be performed in a single application wlth a net saving<br />
in critical path time.<br />
PWR channel head decontaminations require the installation of nozzle dams to isolate the<br />
generators from the piping. Specially modified manway covers are used to connect the<br />
decontamination equipment to the channel heads. Reagent level is usually controlled at 2-3<br />
feet up the tubes. This gives maximum dose reduction in the bowl while minimizing waste<br />
volumes. Apart from these fundamental differences, operational and chemical techniques<br />
associated with channel head decontaminations are very similar to those employed in RWR<br />
system decontaminations.<br />
Later sections will address techniques to reduce recontamlnetion.<br />
~ LEVEL<br />
FttMO<br />
DE(X~N r, ~mWAL FLOW :<br />
sou: : ms~c.oN : E(~,P<br />
: ! LEVEL<br />
! I I<br />
lo fq~)M<br />
E~.~. ,'2" :~,P.<br />
L_ ols~c.o..__j<br />
NOTE~<br />
,. S~,CE CCX~ SHOVM r-c~ cu~nY. ~CT~UEb.X~C~<br />
BE OECONTAMINATED SIM~TANEOUELY.<br />
2. SYSTEM FILLED TO APPI:IOXIMATE BLEVATION OF STEAM<br />
~d~IERATOR 1UBE SHEE'I'. FLOW FEVERSN.S .~OOOla~JSH<br />
DECONTAMNAllON OF BOTTOtl ENDS OF ~SES ON BOTH<br />
HOT AND COLID LEGS AS SHOWN IN DETAIL "A'.<br />
& JU~ ASSEMBLY I~STALLEO V~ REAGiOH ~.~ @ ll=M<br />
REkW~VAL OF FUEL ANO CORE 8NqflEL<br />
QF'IIIeE<br />
,#~<br />
DETAIL 'A' ~~__/TIGN<br />
Fig. 6. ~ partial reactor coolant system<br />
decontamination flowpath
Chemical decontamination technology -t7<br />
4. CORROSION<br />
4.1 Introduction<br />
Corrosion has always been recognized as an area of potential concern to decontamination<br />
users. Corrosion is generally minimized by using dilute concentrations of relatively<br />
noncorrosive organic acids, and by including corrosion lnhibitors in the formulation.<br />
These measures have been successful in avoiding significant corrosion damage during the<br />
decontamination. A second issue concerns the need to demonstrate that the decontamination<br />
will not increase susceptibility to intergranular stress corrosion cracking (IGSCC) after<br />
return to power. It is against this more severe criterion that decontamination solvents<br />
have been evaluated.<br />
As part of a comprehensive program to qualify currently-available decontamination<br />
processes, extensive testing has been carried out in recent years. These tests include<br />
general corrosion measurements, constant extension rate tensile (CERT) tests, pipe crack<br />
tests and crack growth rate measurements. Although carried out under BWR conditions in<br />
almost every case, these tests results are generally applicable to PWR channel head<br />
decontaminations. For PWR full system decontamination, however, further data on the<br />
effects of reagents in the presence of boric acid are desirable.<br />
Results from the corrosion programs have been published and/or discussed extensively in<br />
EPRI seminars (4-8,12).<br />
In this section, corrosion consequences are reviewed and the available test results are<br />
summarized and discussed.<br />
4.2 BNR decotamlnatlon flowpath and wetted materials<br />
An earlier section discussed the two basic approaches to applying decontamination<br />
solution to a BWR recirculation system, which are illustrated in Fig. 1. As noted in this<br />
figure, the two choices consist of applying the decontamination solution only to the piping<br />
system (A) or to the piping system plus the annulus between the reactor pressure vessel and<br />
the core shroud (B).<br />
Gordon (13) has provided a detailed review of BNR corrosion issues, which is summarized<br />
here. If the decontamination process is limited to the piping system, then the piping,<br />
pumps, and valves will be wetted by the solution. The reclrculation piping, pumps, and<br />
valves in most operating BWRs are primarily fabricated from welded Type 304 stainless<br />
steel. Experience has demonstrated that the pipe weld heat-affected-zones (HAZs) are<br />
susceptible to intergranuler stress corrosion cracking (IGSCC) as will be discussed in<br />
detail later. Partial mitigation against IGSCC has been obtained in some Type 304<br />
stainless steel piping by the application of various stress reduction techniques, such as<br />
induction heating stress improvement (IHSI) and last pass heat sink welding (LPHSN), that<br />
place the wetted surface of the weld HAZ in compression. Newer BWRs have more extensive<br />
application of these and other IGSCC remedies, including the use of Type 316 Nuclear Grade<br />
stainless steel which is highly resistant to IGSCC. Since there exists an extensive body<br />
of laboratory and field data that any lntergranular attack (IGA) produced by a<br />
decontamination or passivation treatment increases the probability of IGSCC during<br />
subsequent service, this type of localized attack must be avoided.<br />
The pumps and valves which are also wetted in this decontamination option contain wear<br />
resistant surfaces, low alloy steel wedges, other small parts, and valve packing<br />
material. Accelerated general, crevice and galvanic corrosion of these parts must be<br />
prevented to avoid premature replacement or repair of these components, which are<br />
fabricated from a wide variety of materials.<br />
Consider the case of allowing the decontamination solution into the annulus between the<br />
reactor pressure vessel and the core shroud, Figure 2-1 (B). Not only is there the same<br />
concern for the components discussed above, but with this option, a number of reactor<br />
internals will also be wetted by the decontamination solution. The range of material<br />
concerns will thus increase. For example, Alloy 182 weld metal stainless steel safe ends<br />
and nozzles, as well as the crevices between the recirculation system thermal sleeves and<br />
safe ends, are regions where only limited field cracking incidents have been observed.<br />
Decontamination-solution produced IC~ could significantly increase the predisposition of<br />
these components to IGSCC. Jet pump parts fabricated from welded stainless steel and<br />
Alloy-X-750, the welded stainless steel core shroud, and the heavy section weld between the<br />
shroud support and the shroud all have had good service experience. The good performance
J~ C J Wool)<br />
of these components is attributed to the low stress under which they operate.<br />
Intergranular attack in these components could lead to premature IGSCC ss was the case for<br />
piping. Repairs oE these internal components would be extremely costly and difficult.<br />
Therefore, it is advisable for the utillty/process vendor to thoroughly review and list<br />
all materials (metals and non-metals) that will be wetted by the decontamination solution<br />
and that will remain in service. This list should be used to make a preliminary<br />
engineering Judgment of the effect of the decontamination solution on corrosion, both<br />
during the decontamination operation and in subsequent service, for different commercially<br />
available decontamination processes.<br />
There are seven families of materials that should be characterized by relevant corrosion<br />
data for decontamination evaluation. These are:<br />
I. Austenftic Stainless Steels (Type 304, 316, 347, etc.)<br />
2. Nickel Base Alloys (Alloy 600, 690, X-750, etc.)<br />
3. Chromium Iron Alloys (Type 410, 420, 422, etc.)<br />
4. Low Alloy Steels (all except SAS08-B)<br />
5. SA508-B Low Alloy Steel)<br />
6. Carbon Steels (SA333-B, SAI06-B, etc.)<br />
7. Non-Metallic Materials<br />
4.3 Fabrication history<br />
The primary motivation for the materials review described in Section 4.2 is to minimize<br />
the potential for intergranular stress corrosion cracking (IGSCC). Depending on the flow<br />
path selected, it is possible for the decontamination solution to contact stainless steel<br />
welds within the reactor pressure vessel, especially in the shroud-to-vessel annulus<br />
region.<br />
In general, the long term IGSCC performance of welded stainless steel internal<br />
components has been excellent, principally because of the low sustained applied loads.<br />
This contrasts with the situation in piping, where high stresses are present. Since the<br />
total tensile stress must be over the yield stress to inlt~ate IGSCC in weld sensitized<br />
Type 304 and 316 stainless steel, it is highly likely that the low stress internal weld<br />
HAZs will not experience crack initiation over the plant lifetime. If a decontamination<br />
solution was sufficiently aggressive to initiate intergranular attack (IGA), it might be<br />
possible for subsequent intergranular crack propagation to occur during service. Thus, the<br />
identification of weld locations in the decontamination flow path is critical. These are<br />
the areas most susceptible to cracking due to the presence of a sensitized microstructure<br />
in the weld heat-affected-zone (localized chromium depletion as evidenced by the presence<br />
of chromium carbides at the austenitlc grain boundaries) and high tensile stress including<br />
the weld residual stress.<br />
Another material condition which should be carefully identified is the presence of cold<br />
work. Cold work is the result of any mechanical process (such as cutting, sawing,<br />
grinding, machining, shearing, drilling, boring, broaching, honing, tube expansion,<br />
turning, hammering and bending), which results in plastic deformation at a temperature and<br />
time interval such that the strain hardening is not relieved. Cold working not only<br />
increases the gross chemical reactivity of a metal end thus leads to a general decrease in<br />
the corrosion resistance of the metal, but also increases the susceptlbility of annealed<br />
and sensitized stainless steel to stress corrosion cracking. Cold work also results in<br />
stress corrosion cracking at applied tensile stress levels below the cold worked material's<br />
yield stress.<br />
4.4 Stress considerations<br />
There are primarily four sources of stress: fabrication stresses, primary, secondary<br />
and cyclic stresses. Fabrication stresses consist of stresses introduced during fit-up and<br />
assembly in the shop or in the field, those introduced by machining or forming operations,<br />
such as surface grinding or cold straightening, and by other operations such as welding.<br />
For example, grinding can Introduce surface tensile stresses near to the yield point.
Chemical decontamination technology 4.9<br />
Welding residual stresses near the yield point can also be present in pipes. Primary<br />
stresses from the operational forces on the equipment may be as high as the local yield<br />
stress. Secondary stresses, for instance from thermal expansion, may also locally reach<br />
the yield point. Finally, cyclic stresses from vibrations or from changes in operating<br />
mode can also add to the sum. Such varying stresses may be of great importance in<br />
initiating cracks, or in restarting stopped cracks, for they provide continuing plastic<br />
strain.<br />
4.5 Crevices<br />
Crevices are geometric configurations in which the cathodic reactant such as oxygen in<br />
the BNR can readily galn access by convection (natural and forced) and diffusion to the<br />
metal surface outside the crevice, whereas access to the layer of the stagnant solution<br />
within the crevice is far more difficult and can be achieved only by diffusion through the<br />
narrow mouth of the crevice. This results In the cathodic reaction occurring outside of<br />
the crevice while the anodlc (corrosion) reaction occurs inside the crevice. The pH<br />
decreases in the crevice and the charge imbalance between the exterior and interior<br />
surfaces of the crevice results in the transport of anions into the crevice solution. Some<br />
anions such as chloride in combination with acidity, cause permanent breakdown of the<br />
passive protective film on the metal surface and initiation of rapid autocatalytlc crevice<br />
corrosion. This local corrosive environment can also result in premature SCC.<br />
Therefore, the first concern for decontamination solutions relative to crevice<br />
geometries is that the aggressive species in the decontamination solutions will become<br />
trapped in crevices. During the decontamination process itself, these species can initiate<br />
crevice corrosion, and during subsequent operation they may initiate premature cracking.<br />
However, during reactor start up, organic acids break down to carbon dioxide relatively<br />
rapidly, and so will not remain in the crevice for long periods, as may be the situation<br />
with chloride (1...4_4).<br />
4.6 Galvanic couples<br />
Any two metals with different electrode potentials can form a galvanic couple. The more<br />
active metal will suffer accelerated corrosion while the more noble metal's corrosion rate<br />
will decrease. Since the rate of corrosion attack is a function of the amount of current<br />
per unit area (current density, amps/cm ~) being drawn out of the anodlc area, the relative<br />
area ratios between the cathode and anode are extremely important. In the operating BNR,<br />
the various structural materials, such as stainless steel, nickel base alloys, low alloy<br />
steel, carbon steel, and weld metals, do not suffer from galvanic attack because of the<br />
poor conductivity of high purity water. However, when exposed to strong electrolyte<br />
decontamination solutions severe galvanic corrosion can occur.<br />
4.7 Non-metalllc materials<br />
Decontamination solutions can have detrimental effects on non-metallic materials such as<br />
valve packings and pump seals. For example, asbestos valve packings with metallic fillers<br />
can experience accelerated dissolution and leaching during decontamination. Some<br />
decontamination solutions will have no effect on good pump seals and valve packings but may<br />
severely degrade marginal materials.<br />
4.8 Types of corrosion testin~ (Table 3)<br />
As noted above, chemical decontamination of reactor components and circuits requires a<br />
rigorous understanding of corrosion effects, both during the decontamination campaign and<br />
when the components are returned to service. Introduction of dilute chemicals was in part<br />
the result of corrosion concerns caused by strong or concentrated chemicals used in the<br />
past.<br />
The common dilute chemical processes have been extensively tested and the results have<br />
been documented regarding their corrosion effects upon reactor structural materials.<br />
Although the majority of alloys tests are the 300 series stainless austentics, there are<br />
sufficient data for nickel-base alloys and some carbon end low alloy steels. Initial<br />
testing was limited to materials loss (weight loss), but sophisticated conditions have been<br />
applied to include crack growth under cyclic loads, constant extension rate tensile tests<br />
(CERT) and electropotential measurements. Standard geometry (dog bone, bent beam, U-bend,<br />
and pressurized tube width opening) test specimens were used extensively, and large<br />
diameter pipe (with welds) was selectively tested to determine crack initiation and crack<br />
propagation under cyclic loads.
50 C.J. VV'OOD<br />
4.9 Materials tested (Table 4)<br />
Emphasis on austenltlc alloys is due to the fact that about 95% of BNR and about 15% of<br />
PNR metal surface is constructed of 300 series stainless steel. Inconel 600 is predominant<br />
in PNR steam generators where decontamination has been exclusively applled to date.<br />
Nickel-based alloys ere used in other critical applications, such as internal support welds<br />
(Inconel 82/182), Jet pump end fuel spacer components (Inconel X-750) in BNRs and spllt<br />
pins in PNRs. Vessel nozzles and shell in BNRs as well as vessel shell in PWRs are made of<br />
A533, and carbon-low alloy piping is prevalent in BNR reclrculatlon systems. A<br />
comprehensive llst of materlals comprising BNR components was compiled in reference (13)<br />
which must be considered when e full system chemical decontamination is contemplated.<br />
4.10 Corrosion testln~<br />
Gordon (34) has summarized the results of GE testing as follows. A fuller account is<br />
given by Walker (16).<br />
To date, indications of good performance have been observed in the test programs with<br />
LOMI end in post-decontaminatlon service. The test data indicate that general corrosion<br />
rates during decontamination processing are low for both eustenltic end ferritlc materials<br />
(less than 0. I ~m/h and less than I ~m/h, respectively) (29). No IGA or IGSCC has been<br />
observed to occur during decontamination. Constant extension rate tensile test (CERT),<br />
crack growth and pipe tests conducted in a BWR environment using decontaminated specimens<br />
generally indicate no acceleration in crack growth rates or predisposition towards<br />
accelerated crack initiation as a result of LOMI exposure. For this particular test<br />
program, the only statistically significant deleterious effect of LOMI occurred on the<br />
crack growth rate of Alloy 182 (30). However, this crack growth rate is still typical for<br />
non-decontamlnated Alloy 182 in nominal BNR environments.<br />
To date, indications of good performance have been observed for stainless steels with<br />
NP/LOMI but test results for some materials that may be contained in the reactor vessel<br />
annulus (low alloy steels) have not been as positive. Addltlonelly, other materlels which<br />
are in pump and valve components (e.g., brass end Cu-Ni alloys) may be adversely<br />
affected. General corrosion rates during decontamination processing are low for both<br />
eustenltlc end ferrltlc alloys. The data available for stress corrosion performance of<br />
Type 304 stainless steel are essentially good, although early isolated instances of shallow<br />
IGA in sensitized U-bends of Alloy 600 end shallow IGSCC in one U-bend of welded Type<br />
316L/321SS (one out of nine specimens) are noted. More recently, an NP/LOMI treated crack<br />
growth specimen of A508 Low Alloy Steel exhibited accelerated crack growth in a simulated<br />
BNR environment test, relative to growth rates for reference (untreated) specimens.<br />
Exposure of NP/LOMI to A508 low alloy steel (e.g., feedweter nozzles) should be avoided.<br />
Since feedwater nozzles ere located high up in the reactor vessel, avoiding exposure of<br />
these components is practical.<br />
Various types of general/locallzed corrosion tests have been performed in AP/LOMI<br />
decontamination solutlons (31). Some (0.25 pm) general corrosion has been noted on Type<br />
410 stainless steel after 24 hours of testing. Corroslmeter data on Alloy 600, Type 304<br />
stainless steel and carbon steel revealed no corrosion during a Surry steam generator<br />
decontamination. Some isolated shallow pitting (4 pm) but no IGA were noted on both<br />
furnace sensitized end solution heated Type 304 stalnless steel exposed to LOMI and<br />
AP/LOMI. Studies at Battelle Pacific Northwest Laboratories (15), on various U-bend end<br />
tensile specimens of Type 304 stalnless steel and Alloy 600 revealed no increased<br />
propensities for IGA or IGSCC. Recently studies on AP/LOMI decontaminated highly-<br />
irradiated mill annealed Type 304 stainless steel revealed no corrosion attack in the<br />
presence or absence of crevices or any adverse effect on IGSCC resistance (32).<br />
Crack growth tests on Type 304 stainless steel compact tension specimens indicated no<br />
statistically significant deleterious effect of oxalic acld/cltric ecld/EDTA reagents with<br />
ferric ion control.* However, accelerated crack growth was observed with Alloy 600, Alloy<br />
182 and AI06 carbon steel specimens exposed to these reagents end subsequently tested in e<br />
simulated BNR environment. Also, exposure of an A508 low alloy steel specimen, albeit<br />
early in the ferric ion control development process end possibly under conditions of<br />
galvanic coupling, also resulted in such severe general corrosion that the specimen could<br />
not be tested. No acceleration of crack growth behavior was noted on Type 304 stainless<br />
steel specimens exposed the same reagents wlthan AP preoxldatlon step (30). No corrosion<br />
*Discussion of ferric ion control is given in Reference 14.
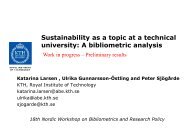
1.000E-06<br />
1.000E-O7<br />
1.000E-08<br />
Chemical decontamination technology<br />
Crack Growth Rate (mm/s)<br />
LOMI NP/LOMI CAN- AP/CAN- W MOD<br />
DECON Fe.,.*÷ DECON DCD NS-1<br />
STATISTICALLY SIGNIFICANT THRESHOLD<br />
Fig. 7. Crack growth rates of type 304 SS<br />
attack was noted on irradiated Type 304 stainless steel specimens in the absence of a<br />
crevice. However, shallow pitting occurred on specimens with a crevice. No acceleration<br />
in IGSCC was noted on the irradiated Type 304 stainless steel.<br />
General corrosion rates for carbon and low alloy steel were generally less than 1 ~/h<br />
for citric acid/oxallc acid reagents. Early tests did not indicate IGA or IGSCC during<br />
decontamination of sensitized austenltic materials. However, IGA has been observed in more<br />
recent studies of sensitized Type 304 stainless steel and sensitized Alloy 600.<br />
4.10.1 Discussion of Summarized Corrosion Results. The above results indicate that for<br />
some BNR structural materials care must be used in the application of many commercial<br />
decontamination solutions relative to the material integrity of the BNR. For Type 304<br />
stainless steel (and similar stainless steel alloys), none of the major decontamtnatiou<br />
solutions produced a statistically accelerated crack growth rate, Fig. 7.* As discussed<br />
elsewhere (30), this result was supported by full-size pipe testing, where no dramatic<br />
differences were noted iu IGSCC behavior for pre-filmed only, Fig. 8, or pre-filmed and<br />
pre-cracked Type 304 stainless steel piping. However, for some alloys such as A508 low<br />
alloy steel, significant crack growth acceleration was identified in all solutions tested,<br />
except LOMI. Also, Alloy 182 indicated a statistically significant increase in crack<br />
growth rate in all three solutions tested. However, the range of measured crack growth<br />
rates falls among those obtained without decontamination solutions. Overall, some<br />
processes are clearly less detrimental than others end it is these processes which warrant<br />
further development and future consideration.<br />
*Designations in Fig. 7 not mentioned previously are: W-DCD is a Westlnghouse-developed<br />
decontamination group of chemicals, whereas MOD NS-I are solutions developed by Dow<br />
Chemical Company.<br />
51
Ratio-Treated/Ref.<br />
2"0 I<br />
1.5<br />
1.0<br />
0.5<br />
0.0 ~<br />
CAN- AP/CAN-<br />
DECON Fe÷÷d3ECON<br />
LOMI NP/ MOD NEW CAN- PNS W<br />
LOMI NS-1 DECON ClTROX DCD<br />
STATISTICALLY SIGNIFICANT THRESHOLD<br />
Fig. 8. Type 304 SS pipe, prefllmed, time to failure ratio<br />
4.11 Recent corrosion data from third BWR decontamination seminar<br />
Five papers were presented at the Third BWR Decontamination Seminar (7), each with a<br />
special emphasis on issues likely to be encountered when full system decontamination is<br />
considered. A methodology was used to evaluate corrosion of all wetted surfaces prior to a<br />
plant specific decontamination campaign (33). This approach was endorsed by GE as a<br />
precondition to full system decontamination, provided LONI is applied in accordance with<br />
approved procedures. The use of crack arrest verification system (CAVS) was recommended to<br />
verify normal IGSCC crack growth when the plant is returned to service (34).<br />
Extensive data were presented describing corrosion of carbon steel during LOMI solvents<br />
application (35). The data were generated under flowing conditions, in anticipation of a<br />
decontamination campaign of the N-Reactor at Hanford. Corrosion rates of carbon and low<br />
alloy steels were measured at less than 0.67 microns per hour, 400 series steels exhibited<br />
metal losses of 0.7 microns per hour and weld overlay specimens were unaffected by the LOMI<br />
reagents. Welded carbon steels showed no evidence of corrosion attack on either heat<br />
affected zones or weld metal itself. No effects were observed from the residues of LOMI<br />
reagents left in contact with carbon steel for an extended period.<br />
A comprehensive review of decontamination experience in Canadian reactors showed that<br />
application of CAN-DECON solutions was successful in 13 CANDU reactor heat transport<br />
systems (36). The procedures have been used routinely in full systems which include cores<br />
and fuel in place. Although the CANDU reactor system geometries differ from the U.S. water<br />
reactor circuits, the materials involved are similar. Testing to qualify the CAN-DECON<br />
reagents was described and the resulting data are evaluated as to their applicability to<br />
U.S. reactor systems.<br />
4.12 Corrosion data needs to permit full system decontamination<br />
Full system decontamination (FSD) is the ultimate goal in the effort to minimize<br />
recontamination of out of the core components. A significant step toward FSD was achieved<br />
recently, when discharged fuel bundles from Quad Cities BWR were decontaminated using LOMI<br />
and CAN-DECON reagents (37). Work is in progress to resolve technical issues that will<br />
permit FSD in both BUs and P~'Rs.
Types of corrosion testing of decontaminated materials<br />
Table 3.<br />
Crack Pipe Test CERT Electropotential<br />
CERT Growth (BWR) (Irrad.) Measurements<br />
Bend<br />
General "U"<br />
Process Corros ion<br />
18,20,22 18 18,19,21 20 14,25<br />
26<br />
23,29<br />
CAN-DECON 20,14,22<br />
CAN-DECON (Fe) 28,29<br />
or EDTA and<br />
Improvements<br />
r~<br />
17 18,19 19,21,26 17<br />
25<br />
14,28<br />
AP/CAN-DECON<br />
c.<br />
C<br />
20,23, 18 18,21 20 14<br />
24,27<br />
24,25,<br />
29<br />
20,14,23,24<br />
27,29<br />
CITROX and<br />
AP/CITROX<br />
3<br />
15 16,18,19 16,19,21,25 15,25<br />
20,21,26<br />
12,15,25,<br />
12,15,25,29<br />
29<br />
LOMI<br />
f-.<br />
15,2 16,5 17 15<br />
12,15<br />
12,15,29<br />
AP/LOMI<br />
15 16,5,8 16,19,21,26 15<br />
29<br />
12,15<br />
12,15,29<br />
NP/LOMI<br />
Numbers shown denote references.<br />
+Jl<br />
r~,P
Table 4. Corrosion Testing of reactor materials in decontamination chemicals<br />
Austenitic<br />
Stainless Nickel Low Carbon Non<br />
Steel Base Alloy Steels Steels Metallic Welds*<br />
Process<br />
CAN-DECON<br />
CAN-DECON (Fe) 18,19,20 18,19,20 18,20,21 18,19,21 28 19,20<br />
or EDTA and 21,14,22,25, 21,22,28 22,28 22,28 28 25<br />
Improvements 26,28<br />
AP/CAN-DECON 17,18,19 19 28 19<br />
21,14,26<br />
20,27 25 24 19<br />
CITROX and 19,20,21, 16,20,<br />
AP/CITROX 14,23,24, 23,24,27<br />
25,27<br />
15,19,25,<br />
26<br />
LOMI 12,15,18,19, 1,11,18,19, 18,19 18,19,21,26 24<br />
10,21,24,25, 20,21,24,26 20,21,26<br />
26<br />
AP/LOMI 12,15,17 12,23 15<br />
15,19<br />
NP/LOMI 12,15,18,16, 12,15 18,8 12<br />
21<br />
Numbers shown denote references.<br />
*Mostly type 304, 316 stainless and Inconel 182
Chemical decontamination technology 55<br />
Corrosion issues require data dealing on all materials to be wetted by the<br />
decontamination chemicals. In particular, avoidance of IGSCC must be established with a<br />
high degree of reliability.<br />
4.13 Discussion<br />
Substantial progress has been made in recent years on documenting corrosion effects of<br />
decontamination solvents on B~ plant materials and on understanding the observed<br />
effects. LOHI continues to appear innocuous and is fully qualified for BWR piping system<br />
applications. Some adverse effects (IGA, pitting, rapid general attack) have been observed<br />
with dilute organic acid reagents. These effects can be minimized by tight control of<br />
reagent chemistry, including ferric ion content, but creviced configurations remain of<br />
concern, because chemistry control is difficult in crevices. Laboratory studies suggest<br />
that the presence of oxalic acid is necessary for IGA to occur.<br />
Additional tests on low alloy steels are in progress. Recent data indicate minor<br />
cracking of low alloy steel exposed to the nitric permauaganate (NP) preoxidatton<br />
process. There was no cracking on identical specimens exposed to the alkaline permanganate<br />
(AP) or LOMI processes. Here again, utilities have the choice of using a preoxidizing step<br />
before LOMI to get the best possible decontamination factor, or using IX)HI alone, which is<br />
quicker and cheaper with no corrosion concerns, but which will not be so effective on high<br />
chromium oxides.<br />
A major step forward has been the generic approval given to the LOMI process by GE<br />
Nuclear Energy for full system decontamination. This resulted from an in-depth review of<br />
corrosion data; the stated provisos, including a plant specific review, should not delay<br />
the implementation of the technology. GE did not endorse the NP or AP preoxidatlon steps,<br />
but these should not be required for BWR full system decontamination in view of the<br />
improved efficiency that results from the use of the reactor coolant pumps.<br />
In summary, process restrictions to minimize corrosion have been defined and there is<br />
ample data available now for utilities to select a process for their particular<br />
application.<br />
5. RECONTAHINATION<br />
5.1 Introduction<br />
Recontaminatlon occurs when the freshly-decontamlnated surface picks up activity, as the<br />
surface reestablishes its protective corrosion film. Inltlally, corrosion is rapid, but it<br />
slows down as adherent passive oxides cover exposed surfaces. When part-system<br />
decontamination has taken place, the reactor coolant will contain high concentrations of<br />
radioactive species, which were not present during the original plant commissioning time<br />
period when corrosion films were inltially developed on these surfaces. Consequently the<br />
new, rapldly-developlng corrosion film will incorporate significantly higher concentrations<br />
of radioisotopes and cause a rapldly-lncreaslng radiation fleld in the vicinity.<br />
Early part-clrcuit decontaminations of B~/Rs that used concentrated reagents resulted in<br />
extremely rapid recontamlnatlou rates. In one case, a reactor pilot loop reached radiation<br />
levels higher than before the decontamination in 500 hours. Fortunately, the<br />
recontamlnatlon problem, although still slguiflcant, is less severe when dilute chemical<br />
processes are used. The most likely explanation of the high recontamlnatlon rates observed<br />
after use of concentrated reagents is that these reagents were actually corrosive, removing<br />
the entire protective film and roughening the underlying surface. A similar phenomenon was<br />
observed on steam generator channel heads decontaminated using a dry grit-blastlng process,<br />
which exhibit increased buildup of radioactive materials after return to power(38). In<br />
several cases, radiation fields in the decontaminated channel heads became slgnlflcantly<br />
higher within a few years than equivalent channel heads that had not been decontaminated.<br />
Recontamlnatlon rates in channel heads following dilute chemical decontamination are<br />
generally not so great.<br />
5.2 Recontamlnation rates<br />
As a general rule, recontaminatlon rates following dilute chemical decontamination ere<br />
similar to or slightly greater than Inltlal radiation buildup rates on new plants, but less<br />
than buildup rates ou new components such as replacement reclrculatlon piping in BNRs or<br />
replacement steam generator channel heads in PNRs.
0<br />
0<br />
o-"<br />
"JO<br />
_o<br />
ILIJJ<br />
Z a<br />
OI-- ram=<br />
I-U)<br />
Chcmic~tl dccontuminution tcchnolo~ ~7<br />
For BWRs, the most effective passlvatlon process for decontaminated surfaces would seem<br />
to be continuous zinc injection (45). In fact, zinc is most effective on fresh or<br />
decontaminated surfaces, and a decontamination represents a desirable starting point for<br />
zinc injection.<br />
For PNRs, operation at elevated pH is the most cost-effective method of reducing<br />
radiation buildup. Preferably, elevated pH should be adopted for the fuel cycle before the<br />
decontamination so that the inventory of radioactive corrosion products in the core is<br />
reduced, thereby minimizing the source of cobalt-60 for subsequent redepositfon out of<br />
core.<br />
6. WASTE MANAGF~ENT<br />
6.1 Introduction<br />
After use, chemical solutions from the decontamination process become radioactive and<br />
are processed through ion-exchange resins to remove the radioactive material and other<br />
unwanted ionic species. The processed liquid is then either transferred to normal plant<br />
water systems or further processed as plant liquid effluent. The spent resins become<br />
radioactive waste that must be stabilized, transported and disposed according to Nuclear<br />
Regulatory Commission regulations 10CFR61 and applicable revisions (46,47). Additional<br />
criteria are also imposed by the three licensed commercial disposal sites. Compliance to<br />
regulations has been demonstrated for CAN-DECON, LOMI, NS-1 and AP/CITROX processes. The<br />
presence of chelating components in the waste products is significant, in that the<br />
Baruwell, South Carolina waste disposal site requires a stabilization step for chelate<br />
concentrations exceeding 0.1Z and places a maximum 8Z (by weight) on chelate content in a<br />
given shipment.<br />
A review of decontamination waste management was conducted by EPRI in 1985 describing<br />
early utility experience in dealing with this type of waste stream (48).<br />
6.2 Minimizing waste volume generation<br />
Chemical decontamination of nuclear power plant systems using dilute chemical processes<br />
has replaced earlier processes that used high concentration chemicals not only to overcome<br />
concerns about system corrosion but also reduce the volume of wastes generated. However,<br />
even with current chemical reagents operating at 0.1% concentrations, disposal of the<br />
resultant wastes can represent up to 30% of the cost of a decontamination campaign.<br />
Options for optimizing existing decontamination processes have been successfully introduced<br />
which reduce the volume of waste generated significantly. Reagent chemistry was adjusted<br />
and a new ion exchange material was introduced without loss of process decontamination<br />
efficiency (I_II). Similar improvements have been realized for both CAN-DECON and CITROX<br />
when the new ion exchange material is adopted. These processes, because of their inherent<br />
regenerative mode, result in smaller waste resin volumes.<br />
6.3 Low-formate LOMI reagents<br />
The basic LOMI decontamination reagent consists of 1 mole of vanadous formate (V 2+) ion,<br />
6 moles of picolinic acid, and up to 10 moles of formic acid for each mole of ferric (Fe ~+)<br />
ion to be dissolved. The quantities of vanadous picolinate and picolinic acid ~e in<br />
stoichiometric proportions required to react with the calculated quantity of Fe ~- that will<br />
be removed; however, formic acid is present in large excess due to the vanadous<br />
manufacturing process.<br />
Vanadous formate is manufactured using electrolytic reduction of vanadium pentoxide<br />
(V205) in the presence of excess formic acid. High concentrations of formic acid are<br />
required during the manufacturing process to act as a charge carrier during the+)<br />
electrolytic reduction and to prevent t~ precipitation o~hydrnted vanadic (V ion as<br />
the vanadium is reduced from vanadyl (V "T) to vanadous (V'T). Once all the vanadium is In<br />
the 2+ oxidation state, the excess formic acid is no longer required and can be removed<br />
before the LOM1 reagent is shipped to the user.<br />
The LONI solution suppller ~itially believed that the excess formic acid was necessary<br />
to maintain the stability of V 6 in solution. However, this excess formic acid then<br />
required additional ion-exchange resins at the end of the decontamination process which<br />
resulted in larger waste volumes. The additional ion-exchange resin was required for two<br />
reasons:
5S C.J. Wool)<br />
(I) -The removal of formate at the conclusion of the decontamination process requires<br />
additional anion-exchange resins.<br />
(2) The addition of NaOH to neutralize the excess formic acid to adjust for proper pH<br />
prior to the decontamination requires additional cation-exchange resins to remove the<br />
Na- at the conclusion of the decontamination.<br />
The vanadous supplier was able to reduce the formate to vanadous ratio from 8:1 to as<br />
low as 2.5:1 by adding a suspension of strong base anion resin beads to the vanadous<br />
formate solution (II). By reducing the amount of formate in the LOMI solution, it was<br />
possible to reduce the volume of Ion-exchange resins by one half. Laboratory tests<br />
established that the decontamination performance and thermal stability were unchanged from<br />
the original LOMI formulation. In fact, long term storage tests indicated that the low-<br />
formate reagent had storage properties at least as good as the original high-formate<br />
formulation (49).<br />
6.4 Introduction of an improved anion resin<br />
Further improvement of the LOMI process was realized when a new, weak base anion<br />
exchange resin was used in field applications, loner A-365 has a capacity of 2.5<br />
mlllIequlvalents per milliliter of volume, which is a factor of 2.5 times the capacity of<br />
the previous anion resin beads.<br />
The combination of reduced formic acid and use of loner A-365 in the LOMI process,<br />
resulted in waste volumes comparable to those produced by CAN-DECON and CITROX processes<br />
(ii). A comparison of resulting waste volumes in recent decontamination projects Is shown<br />
in the table below.<br />
Table 5. Resin requirements at recent BWR RWR decontaminations<br />
Plant Vermont Dresden Brunswick Quad Cities Peach Bottom<br />
Yankee Unit 3 Unit 2 Unit 1 Unit 3<br />
Decontamination Dilute LOMI Dilute LOMI** LOMI<br />
Process CITROX CITROX NP NP<br />
Utilized HYDROLASE LOMI LOMI<br />
Cubic Feet ***<br />
Resin 192 163 225 168 240<br />
Generated<br />
Overall<br />
System DF 8.0 12.4 12.5 8.1 15.2<br />
Total<br />
Decontamination ii* 9 19 8 ****<br />
Time (Days)<br />
*Includes 6 days for hydrolaslng<br />
**RRS Discharge had a three-step process while Suction and RWCU experienced<br />
on a one-step LOMI<br />
***Quantity includes both RRS and RWCU decontaminations<br />
.... Due to plant delays total length of time not relevant. From initial<br />
chemical injection to final cleanup required approximately 3.5 days<br />
Data taken from Reference (IO).<br />
6.5 Future potential Improvements in waste volume reduction<br />
Laboratory and pilot tests indicate additional potential improvements that may in time<br />
be adopted to reduce waste volumes arising from dilute chemical decontaminations.<br />
Possibilities include:
Chemical decontamination technology 59<br />
Ca) Spent resin destruction using wet oxidation techniques (50).<br />
(b)<br />
(c)<br />
Substitution of potassium permanganate oxidation processes by the use of ozone to<br />
produce gaseous decomposition products (I_!I).<br />
Use of strong acid, hydrogen form cation exchange resins to lower pH and to<br />
effectively replace the addition of HNO 3 during permanganate destruction and thus<br />
reduce waste volumes (I!I).<br />
6.6 Disposal of solidified wastes<br />
The spent resin must be solidified for disposal according to NRC Regulations 10CRF61,<br />
and the U.S. NRC Branches Technical Position (BTP) on Waste Form (1983), which establishes<br />
the procedures, criteria and terms upon which NRC issues licenses for handling radioactive<br />
wastes destined for landfill burial. The form to be buried must possess structural<br />
stability such as to satisfy the 300-year criteria required by Part 61. For resins, the<br />
most commonly used form of solidification is mixing and setting into a homogeneous cement<br />
monolith (51,52). To obtain process approval for a given waste stream, the solidified<br />
mixture must be subjected to a series of "stability" tests, producing data to be included<br />
tn a topical report for review and approval by NRC 46-48). Additional special criteria<br />
have been imposed by the burial sites and these will be discussed in subsequent paragraphs<br />
of this report 446-48).<br />
6.7 Stablllt~ tests<br />
Stability of waste forms must be established by means of a formal process control<br />
program (PCP) which must include the following components:<br />
Compressive strength 450 psi)<br />
Biodegradatlon resistance<br />
Resistance to leaching in specified solutions 490 days)<br />
Demlnerallzed and sea water immersion for 90 days followed by<br />
a compressive test (50 psi)<br />
Resistance to thermal degradation in structure<br />
Integrity after exposure to gamma radiation (10E8 fads)<br />
Contains less than 0. SZ (volume) of free standing liquid.<br />
The results from the stability tests must be provided in a topical report, and waste<br />
stream stability test results must specify the content of chelating agents.<br />
6.8 Requirements of disposal sites<br />
Because of differences in hydrological conditions, the licensed disposal sites have<br />
placed specific requirements for waste burial. In addition to the chelate concentration<br />
limitation mentioned above, wastes buried at Baruwell must be separated from other class B<br />
and C wastes by I0 feet, and an extra charge is assessed (4_~8).<br />
Although there is no upper limit to chelate concentrations for disposal at the Hartford,<br />
Washington disposal site, there is a segregation requirement for wastes that contain<br />
chelates exceeding 0. I percent by weight. A 10-foot soll separation is required, either by<br />
separating trenches or segregation within a given trench, usually resulting in doubling the<br />
burial volume when compared to waste containing less than 0.1Z by weight. The<br />
Hanford/Richland burial site considers "chelated" waste only when the chelate exceeds 0.1Z<br />
by weight, before pretreatment. Segregation is required if the chelate concentration<br />
exceeds 0.1% after treatment.<br />
Each waste stream must be certified as to its compliance to 10CFR61 stability tests, but<br />
different plants can utilize the same PCP (vendor qualified) and be certified for<br />
disposal. A new certification is required when the formulation of the decontamination<br />
reagent changes significantly. Shipment of solidified liners is performed according to<br />
U.S. Department of Transportation regulations that stipulate container radiation limits and<br />
the use of strong, tight containers. Upon arrival at the burial sites, inspection<br />
techniques consist of drilling the cemented liner at random locations, with at least one of<br />
the core samples taken from the bottom perimeter of the cylindrlcal containers.<br />
The acceptance criteria are that no free standing lfquld is found and homogeneity of<br />
core samples is apparent upon visual inspection. Drilled holes are then plugged and liners<br />
are buried in appropriate trenches. Liners that fall to pass inspection are returned to<br />
the originating site for repackaging, along with an imposition of a fine to be paid by the<br />
shipper according to regulations.
60 C.J. Wooo<br />
6.9 Complications encountered with the cement solidification of spent resins<br />
In a recent EPRI seminar, the subject of waste solidification, packaging and burial took<br />
center stage in view of field experience from reactor decontamination activities (51-53).<br />
The Nuclear Regulatory Commission seminar participants made several key observations that<br />
warrant mentioning. Over the past couple of years there have been several incidents where<br />
problems have been encountered with cement solidified wastes. These incidents include<br />
problems with expansion, disintegration, non-solidlflcatlon, and overly-rapld<br />
solidification of cement solidified waste forms. Examples are (I) the cracking and<br />
splitting of two liners at Three Mile Island (caused by expansion and disintegration of the<br />
cement-solldlfled bead resin waste); (2) expansion of a liner containing cement-solldlfled<br />
LOMI decontamination waste on bead resin at Millstone; (3) non-solldlflcatlon of LOMI-<br />
decontamination waste (on resin beads) at Fitzpatrick; (4) too-rapid solidification<br />
(occurring before the prescribed amount of cement could be added to the mix) st Quad<br />
Cities; and (5) excessive foaming (due to detergent "impurities") at Sequoyah.<br />
Contributing factors in these cases appear to include the following:<br />
Excessive loading (as a fraction of the total volume of the waste form) of bead<br />
resin.<br />
The presence of decontamination solution chemicals.<br />
The presence of ingredients ("impurities") in the waste stream that were not<br />
tested in the laboratory development of the waste formulation or recipe.<br />
A lack of knowledge by the waste generator/processor of what specific composition<br />
is being processed.<br />
The potential impact of this situation on the future use of cement for low-level waste<br />
stabilization is that NRC may take certain actions in the near future. First, at least for<br />
certain troublesome waste streams such as those involving bead resins and decontamination<br />
chemicals, waste loadings will have to be significantly reduced. In some cases, the<br />
current waste loading approach 70 to 80 percent by volume of the waste; that is, cement<br />
comprises only 20 percent by volume of waste form. Thus, there is simply too little<br />
cementitiOus material available to bind the waste together and to provide the required<br />
structural stability. The approach taken toward qualifying the waste formulation, or<br />
recipe, has been essentially empirical and is not one that is primarily based on a precise<br />
scientific understanding of the fundamental mechanisms involved. Some margin must be<br />
provided to compensate for effects that are not addressed in the laboratory testing where<br />
PCP data are generated.<br />
A second approach that should help to reduce the llkellhood of encountering problems in<br />
producing stable solidified waste forms is to improve the waste handling end<br />
characterization. Though some utilities are doing well in that regard, it is clear that in<br />
some cases the wastes are being handled in a manner that can lead to solidification<br />
problems. Examples include situation where wastes from different waste streams are placed<br />
in the same tank and where adequate analyses of the resultant mix of wastes are not<br />
obtained prior to processing. A few hundred parts per million of ingredient can have a<br />
drastic effect on the set time and ultlmate solidification of a cement waste form.<br />
A third approach that should be investigated further involves the chemical or thermal<br />
treatment of the waste material, particularly bead resin material, to render it move<br />
resistant to interaction with the cementltlous material. An example of such a process is<br />
one that is used in Sweden, where certain resins wastes are heated to 150 degrees Celsius<br />
for ten to fifteen hours, as a pretreatment before solidification in cement. The volume of<br />
organic ion exchange resins is reduced by loss of interstitial and internal water by the<br />
heat treatment. Thermal decomposition of the quaternary ammonium groups produces a reduced<br />
tendency to swell when wetted.<br />
Recent attempts to solldlfy waste resins generated from reactor system decontamination<br />
provided an opportunity to study the cementation process more closely (5_~4). The genesis of<br />
the problem is believed to be the introduction of weak anion resin Ionac A-365 with a<br />
capacity 2.5 times that of anion resins used in the past to remove plcollnlc acid from LOMI<br />
streams (I0). A "solidlfled" llner was found to contain serious nonhomogeneltles, sample<br />
portions showing large concentrations of resin not set into cement.
Chemical decontamination technology 6!<br />
Independent studies by two waste disposal vendors (51,52). and by a utility affected by<br />
a "non-solidlfled" liner revealed that plcolinic acid forms a calcium hydrate compound when<br />
lime is added to the resin which is to be cemented. When the amount of ptcolinic acid is<br />
"excessive" as in the Ionac A-365 anion beads, the hydrate formed interferes with the<br />
mixing process (54). Although the mechanism is still being studied, thixotroplc mixtures<br />
were produced in the laboratory where picolinic acid was treated with lime.<br />
The same studies showed that solidification could be improved by a) reducing the loading<br />
of picollnlc acid on the resins, or b) reducing the fraction of anion resins in the liner,<br />
c) using sodium hydroxide in whole or in part for pH adjustment or d) dilution of resins<br />
with water. The overall impact of all but remedy c) will be to increase the volume of the<br />
final waste form and thus impact burial costs. A cost/benefit analysis during the planning<br />
stages of decontamination should include remedial strategies for waste dlsposal, Including<br />
impact on volume increase in order to achieve solidified liners acceptable for burial.<br />
6.10 Reduction of waste volume - new techniques<br />
When cemented for disposal, each cubic foot of resin yields 2 to 3 cubic feet of<br />
buriable volume. Thus, burial charges alone could be as high as $180/ft ~ of untreated<br />
resins waste..There is a compelling incentive to reduce the volume of waste resins either<br />
by loading more activity per unit volume or by converting the resin to volatile products<br />
(H20, CO 2) and then treating the small fraction of residue by solidification (50).<br />
Ion speclfic,_high capacity "media" were reported to absorb radioactive species with a<br />
total dose of 109 fads, a factor of I0 higher than the levels now permitted for organic<br />
resins (55). In addition, these "media" can be further volume reduced by heating to 150°F,<br />
and their selectivity and capacity can be further tailored to make them more efficient.<br />
Work is in progress to develop specific information to handle radioactive wastes using the<br />
absorption, ion specific media.<br />
Yet another approach is to "wet oxidize" resins using hydrogen peroxide to form CO 2 and<br />
H20, plus a smell volume of residue which can be solidified using conventional techniques<br />
(3__O0). This effort, underway at EPRI and CEGB (UK) is now being brought to pilot scale for<br />
testing in early 1989. Initial tests will include only non-radloactlve resins, to be<br />
supplemented with later demonstrations featuring resins which contain radioactive<br />
species. Projected volume reductions of 3 to 5 are targeted, a significant improvement<br />
over the 2.5 to 3 increase when burlal-ready resins are now the normal disposal options.<br />
7. METHODOLOGY FOR COST-BENEFIT ANALYSES FOR DECONTAMINATION<br />
7.1 Introduction<br />
Several methods have been developed for determining if decontamination is cost<br />
beneficial or not. They range from analyzing doses received on a Job-by-Job basis to more<br />
global approximations of doses saved followlng a decontamination at the beginning of a<br />
major outage. There is no simple formula that allows a utility to quickly and easily<br />
determine if a decontamination will be cost beneficial for a particular maintenance Job.<br />
7.2 Description of elements used in cost-beneflt analysis<br />
Experience suggests that a more complex algorithm will be required, such as that<br />
developed by LeSurf (56).<br />
Value = Benefit - Cost (I)<br />
Benefit = Man-rem Saved + Critical Path Time Saved + (2)<br />
Future Residual Benefits ÷ Intangible Benefits<br />
Cost = Vendors Charges + Waste Disposal Charges + (3)<br />
Utility In-house Costs ÷ Critical Path Time<br />
+ Rem Expended<br />
Each element in these equations can be accurately determined for past decontaminations,<br />
or estimated for future work based on past experience. Items included in each element are<br />
discussed below, looking first at the elements of cost.
62 C.J. Wo¢)o<br />
7.2.1 Vendor char~es<br />
This is the total price charged by the decon vendor plus assistance that may be provided<br />
by other vendors for equipment setup and tear down. If addltional HPs (Health Physicists)<br />
are hired to monitor the Job, their costs should be included here. If waste handling is a<br />
separate contract it may be included here or under waste disposal charges.<br />
7.2.2 Waste disposal charges<br />
This is the cost of solidifying, shipping, and disposing of the waste. Some of this may<br />
be included under Vendor Charges especially if an all-lncluslve contract is let.<br />
7.2.3 Utility In-house costs<br />
Coats incurred by the utility in supporting the decon. This includes supplying<br />
engineers, chemists, and HPs to support the decon and the cost of training and badging<br />
vendor's staff. In-house craft labor may be used for equipment setup. Any supplies<br />
purchased by the utility (e.g., ion exchange resin) should be included here.<br />
7.2.4 Crltlcal path time<br />
This is the extra critical path time taken during an outage because a decontamination is<br />
performed, multlplled by the cost of crltlcal path time. The latter quantity is usually<br />
determined from the cost of replacement power which is in the $23-$27/HWh range.<br />
7.2.5 Rem expended<br />
For the purpose of these examples, it is assumed that each Rem of exposure coats<br />
$I0,000, so the total dose incurred In performing the decon should be multlplled by this<br />
quantity.* However, care must be taken to avoid charging twice for the same exposure. For<br />
example, the vendors may include some of these costs for their staff in their contract<br />
price. If the utlllty includes in this quantity the cost of training, badging, monitoring,<br />
etc., then such charges should not also be Included under Utility In-house Costs.<br />
7.2.6 Rem saved<br />
This is normally estimated by multlplylng the Rem actually used for a particular Job by<br />
the DF obtained in the area to obtain the Rem that would have been used without a decon.<br />
The difference is multiplied by the cost of the men-ram to obtain a dollar value for the<br />
savings. This can result in an under estimate of the savings, due to factors such as<br />
reduction of nonproductive exposure time, elimination of some crew changes, smaller number<br />
of crews, etc. In one case analyzed, a DF of five resulted in a factor of six reduction in<br />
the work force end factor of eight reduction in the total dose.<br />
7.2.7 Crltlcal path time saved<br />
If a decontamination results in subsequent maintenance work being done more efficiently<br />
and saving critical path time, this should be calculated as a benefit using the same value<br />
for replacement power costs as in the Costs section.<br />
7.2.8 Resldual benefits<br />
A decon performed in one outage will have a resldual effect on the fields in the next<br />
outage. After a full system decon it is possible to theoretically calculate how fast<br />
recontamlnatlon should occur, end this has been done for several cases. After a<br />
reclrculatlon system decon, experience shows that recontamlnatlon to about 50Z of the pre-<br />
decon value will occur In one cycle and more slowly thereafter. Therefore, it is possible<br />
to estimate the man-rem savings in the next outage assuming work will be done in the area<br />
of the decontaminated system. For estimating purposes it appears reasonable to assume a<br />
residual DF of two at the following outage.<br />
7.2.9 Intangible benefits<br />
This category includes items that are difficult or impossible to put a price on but<br />
which are real benefits none the less. For example, improved worker morale, social and<br />
moral implications of reduced exposure, more frequent inspections of critical equipment,<br />
the option to perform preventative maintenance, etc. Alsoj it may be impossible to perform<br />
a certain task without a decontamination due to a shortage of skilled workers (e.g., ISI<br />
inspectors, welders, IHSI operators). For some major operations such as pipe replacement,<br />
the NRC is imposing an upper limit on the total exposure for the Job. In many cases it is<br />
*Surveys of utilities in the United States show that a cost of $5000 to $20,000 is<br />
attributed to each Ram of incurred exposure. The actual value used in cost benefit<br />
analyses depends on several factors, such as dose distribution between key workers.
Chemical dccontamim~tion technology 63<br />
not possible to stay under the limit without decontamination. Calculation of the value of<br />
rem savings under these circumstances is meaningless, since the utility would not have been<br />
allowed to spend the rem regardless of the cost.<br />
If it can be shown by detailed analysis that a particular decontamination is cost<br />
beneficial, then intangible benefits can be looked upon as no-cost extras. If<br />
decontamination is not of net value when using the well-deflned costs and benefits, then it<br />
may be necessary to consider the intangible benefits in more detail and perhaps assign a<br />
dollar value to them.<br />
7.2.10 Value<br />
The value of decontamination is the difference between the total benefit and the total<br />
cost, i.e., value = Z(benefits) - Z(costs).<br />
A negative value means that the decontamination is not cost beneficial with the assumed<br />
values assigned to the various parameters. It may still be desirable to perform a<br />
decontamination, even at a net cost, if the work cannot be done without it or if an<br />
excessive radiation burden would be incurred. In most cases analyzed here, there is a<br />
large, positive cost benefit to the decontamination.<br />
7.2.11 Cost/Rem Saved<br />
The cost of saving one Rem by the decontamination is calculated by subtracting from the<br />
total cost the benefits derived from future decontaminations avoided and critical path time<br />
saved. The resulting "value" is divided by the number of Rem saved (exposure avoided) to<br />
give the "Cost/Rem saved." If a Rem is valued st $10,000 and the cost of avoiding a Rem is<br />
less then this amount, the decontamination looks attractive. In many cases already<br />
analyzed the Cost/Rem saved is around $1000, making the decontamination very attractive<br />
with the assumptions used.<br />
7.3 Worked example of BWR reclrculatlon plpln~ system decontamination<br />
In this section, the best available data for each of the factors discussed above for a<br />
BWR recirculation system LOMI decontamination at Quad Cities or Dresden are used in the<br />
overall cost/benefit equation. It is assumed that the decontamination is performed before<br />
a major outage Involving factors such as pipe replacement, ISI or IHSI. The<br />
decontamination is assumed to save 2000 Rem, in keeping with actual experience at Quad<br />
Cities and Dresden. "Best Estimate" values are used for the cost elements because of the<br />
considerable experience with decontaminations of the Commonwealth Edison stations. The<br />
resulting value of the decontamination, in dollars, is calculated.<br />
7.3.1 Costs<br />
Enchant in the cost equation has been chosen so that it is st the high end of the<br />
expected range to ensure that a minimum or worst case value is obtained.<br />
7.3.2 Benefit<br />
Decontamination Vendor<br />
Chemicals<br />
IX Resins<br />
Waste Processing, Transportation and Burial<br />
Utillty In-house (includes support and Rem<br />
Exposure During Equipment Set-Up and Tear-Down)<br />
Critical Path Time Taken (six days for a 789 MWe<br />
unit with replacement power ($25/MWh)<br />
Miscellaneous (badging, training, protective<br />
clothing, etc.)<br />
$ 350,000<br />
60,000<br />
20,000<br />
60,000<br />
350,000<br />
2,850,000<br />
100,000<br />
Total Cost $ 3,790,000<br />
Rem Saved - year 1 (shut-down in which decontamination<br />
performed)<br />
2000 Ram x $i0,000<br />
Future Residual Benefits - year 2 (or next shut-down)<br />
[2000 + 2000/(2-1)] 1/2 = 1167 ram<br />
20,000,000
64 C.J. W
Chemical decontamination technology ~55<br />
7.4.1 Costs<br />
The vendor costs assumed are much higher than for the BNR case, because it is assumed<br />
that nozzle dam supply and Installation will be the responsibility of the decontamination<br />
vendor.<br />
The utility In-house costs and critical path time are also significantly greater than<br />
with the BNR reclrculation piping example, reflecting the complexity of equipment<br />
connections and level control involved in decontaminating four channel heads (two steam<br />
generators) simultaneously, then repeating the exercise on the other two steam generators.<br />
The total cost estimates (minimum, best estimate, and maximum) are $6.4M, $8.2M, and<br />
$II.I~ for LOMI and $6.9M, $9.3M, and $12.2H for CAN-DECON (see Reference 57). The major<br />
difference between the processes is the extra critical path time assumed for CAN-DECON.<br />
Wlth a relatively small volume compared with a full system decontamination, the advantage<br />
of lower chemical cost and less waste produced for CAN-DECON is not significant in the<br />
overall total.<br />
7.4.2 Benefits<br />
The decontaminatlon is assumed to be coincident with major steam generator inspection<br />
and repairs, so that 300 Ram are saved by the decontamination in the best estimate case<br />
(exposure without the decontamination assumed to be around 400 Rem or more). The maximum<br />
immediate benefit is 500 Ram saved, and the minimum 150 Ram saved. For the second year (or<br />
next outage), additional savings of 200 Ram (max.), 120 Rem (best estimate), and 60 Ram<br />
(mln.) are assumed.<br />
Savings in critlcal path time for the work to be done after the decontamination are<br />
assumed to be 12 days (max.), 6 days (best estimate), and 4-I/2 days (mln.). In the<br />
subsequent outage, savings of 4 days (max.), 2-I/2 days (best estimate), and i-I/2 days<br />
(min.) are assumed.<br />
7.5 Discussion<br />
The decontamination shows a net benefit in the best estimate and maximum benefit cases,<br />
with the cost to save a Rem being significantly less than $10,000. In the minimum benefit<br />
case, the decontamination is not cost beneficial, and it would cost more than $30,000 to<br />
save one Ram. This could only be Justified if crucial work has to be done which could not<br />
be done in the existing fields.<br />
8. FULL SYSTEM DECONTAMINATION<br />
8.1 Introduction<br />
Compared with the current practice of part-system decontamination, full-system<br />
decontamination offers a number of advantages (57):<br />
Lower rate of recontamlnatlon, thereby avoiding additional exposure in subsequent<br />
years of plant operation and maintenance.<br />
Extended interval between subsequent decontaminations, because of lower rate of<br />
recontamination.<br />
Easier and quicker to apply than major subsystem decontamination, with consequent<br />
additional savings in critical path time.<br />
General reduction in fields all around the plant, with consequent savings in<br />
exposure of all the work force not Just those involved with a particular system<br />
maintenance.<br />
Increased reactor availability, because the preventative maintenance which is<br />
possible following a full system decontamination should reduce the frequency of<br />
outages due to equipment malfunction.<br />
The additional maintenance, repair, replacement, end general equipment overhaul made<br />
posslble by reduced radiation flelds will contribute to the improved performance of<br />
crltlcal items and increased plant 1lie (PLEX, plant 1lie extension).
66 C.J. WOOD<br />
Many full system decontaminations with the fuel in place have been conducted on the<br />
pressure-tube design reactors, particularly in Canada (CANDU-PHW reactors), the USA<br />
(Hanford N-reactor and other production reactors st Hanford and other government controlled<br />
sites), and the UK (Winfrlth SGHW reactor).<br />
A few full system decontaminations have been performed on pressure-vessel reactors, with<br />
or without the fuel in place. Principal among these are:<br />
Shlpplngport PWR 60 MWe USA<br />
Dresden-I BWR 200 MWe USA<br />
Rhelnsberg ~ 70 He GDR<br />
Novovoronezh-I PNR 210 MWe USSR<br />
There have been no full system decontaminations of large (>500 MWe) utillty-owned LNRs.<br />
The next section describes the current state of knowledge on full system decontamination<br />
and outlines on-golng work which has the objective of plant demonstrations for both BWR and<br />
PWR plants in 2 or 3 years time. It is anticipated that the first applications will be<br />
with the fuel removed, but that subsequent applications may include the fuel.<br />
8.2 En$1neerln~ feasibility - BNR<br />
The attached flowsheets (Figures 8-I and 8-2) show the primary systems that are either<br />
directly or indirectly involved in the decontamination for the defueled and fueled<br />
conditions respectively (56). The Reactor Pressure Vessel (RPV), Reactor Reclrculatlon<br />
System (RECIRC), Standby L'i'quld Control (SLC), the High Pressure Coolant Injection System<br />
(HPCI), the Reactor Water Cleanup System (RWCU), and part of the feedwater lines are<br />
dlrectly Involved in the decontamination, since reagents will floe in these systems.<br />
Several other primary systems which tie into the RPV will be isolated from the<br />
decontamination flow path (and the reagents) by the first In-llne system valve. These<br />
systems are:<br />
o Most of the feedwater system,<br />
o Residual Heat Removal (RHR) system<br />
o Core spray system,<br />
o Reactor Core Isolation Cooling (RCIC).<br />
A chemical injection system will be flanged into the RECIRC, RWCU, or the RHR system as<br />
appropriate for the decontamination proposed.<br />
The control rod drives (CRD) will be isolated from the reagents in the RPV by a constant<br />
flow of pressurized demlnerallzed water from the CRD hydraulic system into the vessel.<br />
The maximum level of fluid within the RPV will be approxlmately the level of the top of<br />
the steam separators. The main steam lines are above this level and therefore do not<br />
require to be isolated from the RPV.<br />
8.3 En~ineerin~ feasibility -<br />
The proposed flow path for the decontamination will include the reactor vessel, the<br />
steam generators, the reactor coolant pumps, the pressurizer the RHR systems, and all<br />
interconnecting piping. Figure 9-3 illustrates the proposed flow path. All branch<br />
connections which do not require decontamlnstlon will be isolated from the main floe path<br />
(5_~.6).
Chemical decontamination technology 67<br />
In order to perform a chemical decontamination, the following unit operations must be<br />
provided:<br />
o Fluid flow<br />
o System volume and pressure control<br />
o Process temperature control<br />
o Chemical injection<br />
o Ion exchange<br />
o Corrosion monitoring<br />
o Waste processing<br />
Some of the required unit operations already exist as part of the system to be<br />
decontaminated and can be used with little or no modification. Other unit operations will<br />
have to be supplied by the decontamination vendor.<br />
The most logical source to provide fluid circulation is the reactor coolant pumps ~nce,<br />
(a) they are already a part of the system to be decontaminated, and (b) they have the<br />
required flow capability (87,500 gpm each) sufficient to create turbulent flow in the<br />
entire system.<br />
The CAN-DER~ reagents can be added as solids, but in s LOMI decontamination, a<br />
significant volume of chemicals will have to be added to the system. In order to maintain<br />
pressure control of the system a surge tank will be required. The pressurizer can serve as<br />
the surge tank since, (a) it is already connected to the reactor recirculation system, (b)<br />
it has the necessary level and pressure control, and (c) has sufficient capacity to<br />
accommodate the volume of reagent to be added to the system. During the decontamination,<br />
the system pressure would be maintained at 350 to 400 psig which is the minimum for reactor<br />
coolant pump operation.<br />
The LOMI process operates between 165°F and 190°F. For both the fuel-ln and fuel-out<br />
options, heat from the reactor coolant pumps (6310 kW) will be more than enough to maintain<br />
the process. Since expected heat losses for the entire system will only be approxlmately<br />
1200 kW, the RHR system will be required to remove the excess heat. For the fuel-in<br />
option, the RHR system will also remove the excess decay heat. The process temperature<br />
will be controlled by adjusting the flow rates through the RHR heat exchangers.<br />
The LOMI chemicals must be pre-mlxed carefully and injected In a controlled manner.<br />
There is no existing PNR system which can provide this capability. A separate chemical<br />
injection system will Include the followlng components:<br />
o Chemical mix tank<br />
o Chemical injection pumps (2)<br />
o Nitrogen purge system<br />
o Vanadous formate container handling system<br />
o Associated piping, valves, and instrumentation<br />
The chemical injection system should be skid mounted to facilitate In-plant<br />
installation. Connection to the primary piping system will probably be made through the<br />
chemical volume and control system (CVCS).<br />
8.4 Waste hendlins<br />
Considerably more activity will be removed when fuel is included in the<br />
decontamination. Full-system decontamination with fuel removed produces significantly more<br />
waste then current part-system decontaminations but much less then the "fuel-ln"<br />
decontamination.
68 C.J. Wo~,~<br />
Comparative costs (LOMI) decontamination for IX resins, transport and burial are as<br />
follows:<br />
BWR recirc system $ 80,000<br />
Full system - fuel out 1,300,000<br />
- fuel in 6,400.000<br />
PWR reclrc system $ 120,000<br />
Full system - fuel out 635,000<br />
- fuel in 1,300.000<br />
Waste management is one of the key issues associated with full system decontamination.<br />
Considerable progress is being made in improving waste disposal technology, including ion-<br />
specific resins, volume reduction and interim storage, any of which could significantly<br />
reduce costs. However, the high cost penalty associated with the fuel-in case is one of<br />
the main reasons why most utilities will initially opt for fuel removal.<br />
8.5 Materials compatibility<br />
As a result of extensive corrosion test programs by the BWR Owners Group for<br />
Intergranular Stress Corrosion Cracking research, the BWR position is considerably more<br />
advanced than the PWR situation. Recently-completed tests on highly irradiated stainless<br />
steels filled the last remaining gap in the BWR data base. These tests used 304 stainless<br />
steel which is susceptible to Irradlation-asslsted stress corrosion cracking (IASCC).<br />
Neither CAN-DECON nor LOMI had any adverse effects on these materials (30,37).<br />
A recent evaluation of the corrosion data has led General Electric to conclude that the<br />
risks associated with the use of the LOMI process for full system decontamination wlth the<br />
fuel removed are low provided that a plant-speclfic material review of all LOMl-wetted<br />
surfaces Is performed to verify the applicability of the existing data base (see Appendix<br />
A).<br />
Unfortunately the PWR data base is less complete. In particular corrosion data in the<br />
presence of boric acid is lacking, and there are no data at the high flow rates expected<br />
when the reactor coolant pumps are used to circulate the decontamination solvent. A two-<br />
year industry-funded program has been initiated with Westinghouse to evaluate corrosion<br />
issues.<br />
8.6 Cost benefit<br />
Cost-beneflt evaluations (56) for a number of decontamination scenarios are shown in<br />
Figures 8-4 to 8-7, including estimates for BWR decontaminations using the LOMI and CAN-<br />
DECON processes. The three options are (i) reclrculatlon piping system, (2) full system<br />
Including fuel, and (3) full system with fuel removed. For these calculations the<br />
reference plant was Quad Cities for an outage with above average maintenance requirements.<br />
Figures 8-8 to 8-11 show estimates for PWR decontamination, using Zion as a reference<br />
plant. The four options in this case are (1) steam generator channel heads, (2) full<br />
system including fuel, (3) full system wlth fuel removed, and (4) as (3) but for the<br />
special case of steam generator replacement.<br />
For each example, costs include vendor charges, waste disposal and critical path time at<br />
$624,000 per day. Savings include rents saved at $10,000/man-rem and critical path<br />
savings. The net benefit is savings less costs. The second graph in each set shows the<br />
estimates of the cost of each rem avoided.<br />
Several interesting conclusions can be deduced from these graphs:<br />
BWR reclrculatlon system decontaminations are more cost effective than P~R channel<br />
head decontaminations.<br />
The greatest net benefit is obtained from full system decontamination including<br />
the fuel. However, radwaste disposal costs make this the most expensive option.<br />
(Recent work suggests that radwaste costs might be significantly greater than the<br />
costs used in this study because they assumed resin bed efflclencles orlglnally<br />
are high.)
Chcmic~l decontamination technology 69<br />
Full system decontamination with the fuel removed is highly cost effective prior<br />
to steam generator replacement.<br />
o Cost differences between the LOMI and CAN-DECON processes are not significant.<br />
The above calculations used "best estimate" numbers for costs and savings. To give an<br />
idea of the uncertainties involved, an example of minimum, best estimate and maximum costs<br />
is given in Figure 8-12. The "minimum" case uses a combination of the lower range of costs<br />
and the upper rangs of savings; whereas the "muxlmum" case uses the highest cost and lowest<br />
savings. In this example, even the most pessimistic case shows s net benefit from the<br />
decontamination, but in some of the other esamples, the most pessimistic assumptions give a<br />
small negative net benefit, which means that the cost of each man-rem saved exceeds<br />
$10,000.<br />
All these examples are crltically dependent on the assumptions made about outage work<br />
requirements. Tighter worker exposure limits, as discussed recently (62), or increased<br />
requirements for inspection of pressure vessel and/or core internals w~Id drastlcally<br />
influence the cost-beneflt calculations. Therefore, plant-speciflc evaluations are<br />
recommended.<br />
i )1<br />
i )1<br />
,)I<br />
I~qeneratlv*<br />
i )<br />
i )<br />
, - i )<br />
mt Bxcha4nge [ I<br />
IMF ~** "~"<br />
.4~BD<br />
/L<br />
ellllll~<br />
Fig. 10. Flowsheet for BWR full system<br />
decontamination - defueled<br />
IHiain Steam Flow<br />
i~ln reed Flov<br />
~'~ -From Turbine<br />
d 4 ~<br />
J~e A.*o<br />
p4oo~r~
70 C.J. WOOD<br />
Filter Demlneril i zeta<br />
t4on- Reqenerat I v'<br />
Regenerative ll:at Exchangecs<br />
¢<br />
)<br />
~ Coce Sp¢iy~<br />
iJ<br />
Rb~.~ Pumps<br />
(<br />
E<br />
]6/ .....<br />
NRe¢icculat~n Pu~p<br />
RItRS L> uilIpli<br />
Fig. II. Flowsheet for BWR full system<br />
decontamination - fueled<br />
Main Steam Flow<br />
i<br />
~-To Turbine<br />
/ LA /l~in Feed Flow<br />
'! --~ ..... L ~ . ~ . ~ ~ i .............. ' ..... ~ ....<br />
Flg. 12. Proposed flow path for PWR<br />
full system decontamination<br />
~]<br />
Rills<br />
~eat<br />
Excha ncJe cs
(n<br />
iz<br />
3<br />
-I<br />
o<br />
¢3<br />
It.<br />
o<br />
(n<br />
z<br />
o<br />
u<br />
-I<br />
..J<br />
U~<br />
<<br />
.J<br />
.J<br />
o<br />
6O<br />
50-<br />
4O<br />
30<br />
20<br />
10<br />
2000<br />
1500<br />
1000<br />
500<br />
Chemical decontamination technology 71<br />
BWR 1 BWR 2<br />
DECON OPTION<br />
BWR1 RECIRC IqlqNG<br />
IlWR2 FULL SYSTEM PLUS FUEL<br />
BWR3 FULL SYSTEM NO FUEL<br />
BWR 3<br />
Fig. 13. BWR cost-beneflt analysis:<br />
LOMI process<br />
BWR 1 BWR 2<br />
DECON OPTION<br />
BWR 3<br />
Fig. 14. Estimated cost of each rem<br />
avoided BWR decon: LOMI process<br />
[] COST<br />
[] SAVING<br />
[] NET BENEFIT<br />
[] REM COST
T2 C.J. WOOD<br />
(n<br />
n-,<br />
,<<br />
_1<br />
.J<br />
o<br />
e.,<br />
u.<br />
o<br />
¢n<br />
z<br />
o<br />
m<br />
_1<br />
.,J<br />
¢0<br />
n-.<br />
,<<br />
..I<br />
.J<br />
o<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
2000<br />
1500<br />
1000<br />
500<br />
BWR 1 BWR 2 BWR 3<br />
DECON OPTION<br />
BWR1 RECIRC PIPING<br />
BWR2 FULL SYSTEM FLUS FUEL<br />
SWR3 FULL SYSTEM NO FUEL<br />
Flg. 15. BWR cost-beneflt analysis:<br />
CAN-DECON process<br />
BWR 1 BWR 2 BWR 3<br />
DECON OPTION<br />
Fig. 16. Estimated cost of each ram<br />
avoided BWR decon: CAN-DECON process<br />
[] COST<br />
[] SAVING<br />
[] NET BENEFIT<br />
[] REM COST
ul<br />
n-<br />
<<br />
.,J<br />
.J<br />
O<br />
iA.<br />
O<br />
01<br />
z<br />
o<br />
..J<br />
,.J<br />
30<br />
20<br />
10<br />
6000<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
0<br />
Chemical dccontalminution technology 73<br />
PWR 1 PWR 2 PWR 3 PWR 4<br />
DECON OP~ON<br />
~ml i,uu. ~ ~.us i,tm,<br />
IqA,J. ~ No i,tl.<br />
AI I~JlU WtYN ~3LMJ ~ IMLmi.AClBMB~I'<br />
Fig. 17. PWR cost-benefit analysis: LOHI process<br />
PWR 1 PWR 2 PWR 3<br />
DECON OPTION<br />
PWR 4<br />
Fig. 18. Estimated cost of each rem<br />
avoided PIJR decon: LOHI process<br />
[] COST<br />
Q SAVING<br />
• NET BENEFIT<br />
[] REM COST
74 C.J. WOOD<br />
cn<br />
,<<br />
_1<br />
O<br />
a<br />
u.<br />
O<br />
cn<br />
z<br />
2<br />
.J<br />
30<br />
25<br />
20<br />
15<br />
S<br />
0<br />
10000<br />
8000<br />
6000<br />
4000<br />
2000<br />
PWR 1 PWR 2 PWR 3<br />
DECON OPTION<br />
PWR 4<br />
ImmW1 ~IFjtltl ~ C~P@WI. 14BAO<br />
IRIIJ. 8~'111rIM lq.Ul RJm.<br />
Rjt~ IpffnIM NO IRIIB.<br />
411 im#Ri WIWI I111AM ~ RIIJM.JtCm~NI'<br />
Fig. 19. PNR cost-beneflt enalysls:<br />
CAN-DECON process<br />
PWR 1 PWR 2 PWR 3<br />
DECON OPTION<br />
PWR 4<br />
Fig. 20. Estimated cost of each rem<br />
avoided ~ decon: CAN-DECON process<br />
[] COST<br />
D SAVING<br />
Im NET BENEFIT<br />
[] REM COST
50-<br />
40.<br />
30,<br />
20 ¸<br />
10 ¸<br />
Chemical decontamination technology' 75<br />
COST SAVING NET BENEFIT<br />
BWR FULL SYSTEM(FUELREMOVED)<br />
CAN-DECONPROCESS<br />
Fig. 21. Example of minimum, best<br />
estimate and maximum best cases<br />
9. FUTURE DECONTAMINATION STRATEGIES FOR NUCLEAR PLANTS<br />
[] MI~MUM<br />
[] BEST EST.<br />
MAXIMUM<br />
9.1 Current status<br />
Conservative utility estimates show man-rem savings equivalent to the total annual<br />
exposure of all U.S. nuclear power plants have been achieved from chemical<br />
decontaminations. Even so, only about six plants per year are currently using the<br />
technology. The main reason for the relative unpopularity of decontamination at the<br />
present time is that fever major repairs of BWR recirculatlon systems are taking place, and<br />
steam generator repairs are less common than five years ago.<br />
There is no doubt that many utilities still regard chemical decontamination as a major,<br />
expensive, tlme-consumlng exercise which is to be avoided whenever possible. Early<br />
applicatlons were indeed fraught with problems, critical path delays, corrosion concerns<br />
and waste handling dtfflcultles. In almost every case the desired reduction in fields was<br />
achieved, but sometimes only after additional steps were taken, such as hydrolaslng. One<br />
purpose of this review is to document the maturing of the technology to the point where it<br />
Is a tellable option for outage planners to consider. It is now possible to accurately<br />
predict the costs and the benefits for plant specific applications. Several utilities who<br />
have carried out more than one decontamination, have demonstrated the typical "learning<br />
curve" of increasing efficiency at each appllcation.<br />
9.2 Future development<br />
Effective chemical reagents are conunerctally available for most appllcatlons and<br />
dramatic advances are not anticipated. Some developments concerning the oxidizing<br />
processes Involve concerns about corrosion and partlculate residues, but the main technical<br />
development will probably be in the area of waste processing. Several methods are under<br />
development with the objective of reducing the volume of waste and avoiding current resin
76 C.J. \Vooo<br />
solidification practices by producing an inert organlc-free solid residue. None of these<br />
techniques has been fleld tested yet, and it will probably be two to three years before<br />
they are implemented. The oxidizing decontamination processes using ozone are a promising<br />
method of producing a low volume of waste. Studies of one such process are being carried<br />
out by the Empire State Electric Energy Research Corporation (ESEERCO). The main problem<br />
with processes using ozone in the past has concerned the production, stabillty and control<br />
of the ozone itself; although hlghly effective on a laboratory scale, seallng up major<br />
plant systems has been thought difficult.<br />
9.3 Possible future strategies<br />
The importance of decontamination technology to the utility industry in future years<br />
will depend primarily on two issues: radiation exposure limits and major repair<br />
requirements.<br />
Regulations imposing lifetime exposure limits and reductions in annual exposure limits<br />
to below 5 rem per indivldual worker are probably going to be introduced. These will<br />
severely restrict the use of key workers who currently receive doses above 2 rems/year.<br />
Even in situations where outage work can be carried out within a reasonable total dose<br />
limit, decontamination may be beneficial as it will increase the productivity of key<br />
workers ( 6__00 ) •<br />
Up to the present time, steam generator replacements have been achieved without large<br />
scale decontaminations, but recent estimates (61) show that considerable dose savings can<br />
be achieved, particularly with full-system decontamination. In fact, decontamination may<br />
prove to be essential at many plants, Just to keep within mandated dose limits.<br />
Requirements for the inspection of BWR core internals may give added Justification for<br />
full-system decontamination.<br />
Improvements in other areas of radiation control technology also affect decontamination<br />
considerations. Replacement of major in-core cobalt sources and improved water chemistry<br />
specifications will result in lower radiation field buildup rates in the future. This<br />
conclusion applies to both BNRs and PWRs. The cobalt-60 already deposited on out-of-core<br />
surfaces is essentially fixed - the only significant removal process in normal operation is<br />
decay at less than 15% per year. The net result is that fields in most plants older than 3<br />
years have leveled off, but are not declining to any great extent. With full-system<br />
decontamination, radiation fields will probably re-estsbllsh and level off at significantly<br />
lower values than are currently typical.<br />
It is concluded that utilities should consider chemical decontamination in the following<br />
circumstances:<br />
o Part-system decontamination in conjunction with significant outage work (typical<br />
situation at the present time).<br />
o Routine part-system decontamination at every outage to minimize individual<br />
exposures (as at Commonwealth Edison BWR plants).<br />
Assuming successful completion o£ work currently in progress to qualify full-system<br />
decontamination, after 1990:<br />
o Full-system decontamination with fuel removed in conjunction with major<br />
repalr/replacement work.<br />
o Full-system decontamination to achieve permanent reduction in fields. This would<br />
involve one application with fuel in place or two with fuel removed. In the<br />
latter case, the second application should be made two refueling outages after the<br />
first. Assuming that relatively little activity is transferred from the dirty<br />
fuel to new fuel after the first decontamination (which would seem to be a<br />
particularly valid assumption for a ~ operating at elevated pH), all remaining<br />
cobalt-60 on the system surfaces should be removed by the second<br />
decontamination. Activity on the fuel is removed when the fuel is replaced.<br />
Plant-specific cost-benefit assessments will be necessary to determine if either<br />
of these options is Justified.
Chemical decontamination technology 77<br />
ACKNOWLEDGMENTS<br />
The author wishes to thank the following individuals for their contributions to this paper<br />
and their generous assistance during the reviewing process.<br />
Timothy Swan and David Brad bury, Central Electricity Generating Board, Paul Denault and Jerry<br />
Moll, LN Technologies Thomas Beaman and Jeremy Smee, Niagara Technical Consultants, Robert<br />
Mason and Ray Danlels, Bechtel/KWU Alliance, Eric Le Surf, Thomas Oliver and David<br />
Schneidmiller, Pacific Nuclear Services~ Barry Gordon and bllng Wang, General Electric Company,<br />
Douglas Vandergriff, EPRI/NDE Center, Costas Spalarls, Howard Ocken and Robin Jones, EPRI, plus<br />
numerous individuals from the electric utilities who contributed significant technical input<br />
during the EFRI decontamination seminars.<br />
REFERENCES<br />
I. Decontamination of Power Reactors: The Cost, Benefits and Consequences, Executive<br />
Conference, Sprlngfield, HA: American Nuclear Society, September 16-19, 1988.<br />
2. Water Chemistry of Nuclear Reactor Systems 4, Proceedings of Conference, Bournemouth,<br />
UK: British Nuclear Energy Society, October 13-17, 1986.<br />
3. International Conference on Water Chemistry in Nuclear Power Plants, Tokyo, Japan.<br />
Japanese Atomic Industrial Forum, April 19-22, 1988.<br />
4. EPRI Seminar on Chemical Decontamination of BNRs, Charlotte, NC, February 26-28, 1985.<br />
5. EPRI Seminar on PWR Water Chemistr~ and Radiation Field Control, Berkeley, CA, March<br />
13-16, 1986.<br />
6. Second EPRI Seminar on Chemical Decontamination of BWRs, Charlotte, NC, June 3-5,<br />
1986.<br />
7. Third EPRI Seminar on Chemical Decontamination of BWRs, Charlotte, NC, December 6-8,<br />
1988.<br />
8. Second EPRI Seminar on P~JR Water Chemistry and Radiation Field Control, Berkeley, CA,<br />
March 16-18, 1988.<br />
9. K. M. Dages, L.T. Wright and D. L. Harrison, "Chemical Cleaning of Dresden Unit,"<br />
Final Report, DOE Report No. DOE/ET/34205-34. U.S. Department of Energy, Hay 1986.<br />
I0. J. F. Remark, "A Review of Plant Decontamination Methods, 1988 Update. Palo Alto,<br />
CA: Electric Power Research Institute, January 1989. NP-6169.<br />
11. T. Swan, N. G. Segel, W. J. Williams and H. E. Pick, LOHI Decontamination Reagents end<br />
Related Preoxidation Processes. Palo Alto, CA: Electric Power Research Institute,<br />
December 1987. NP-5522H.<br />
12. N. E. Pick, H. G. Segal, C. N. Spalaris and C. J. Wood. "Corrosion Testing of LWR<br />
Materials in LOHI Based Decontamination Process," Paper No. 196, NACE Transactions,<br />
New Orleans, LA, April 1984.<br />
13. B. H. Gordon, Decontamination Guidelines for Materials and Corrosion Concerns in<br />
BNRs. Palo Alto, CA: Electric Power Research Institute, July 1986. NP-4749.<br />
14. R. A. Speranzini, "Corrosiveness and Decontamination Effectiveness of Mixtures of<br />
Citric Acid, Oxalic Acid end EDTA, Ibid., Reference 6, Paper No. 21.<br />
15. R. L. Clark and R. L. McDowell, Corrosion Testin~ of LOMI Decontamination Reagents.<br />
Palo Alto, CA: Electric Power Research Institute, March 1985. NP-3940.<br />
16. W. L. Walker, Pipe Test and Crack Growth Data for LOHI and NP/LOMI,"GE Report to be<br />
published by EPRI, July 1988.
78 C.J. W~,t~<br />
17.<br />
18.<br />
19.<br />
20.<br />
21.<br />
22.<br />
23.<br />
24.<br />
25.<br />
26.<br />
27.<br />
28.<br />
29.<br />
30.<br />
31.<br />
32.<br />
33.<br />
34.<br />
35.<br />
36.<br />
37.<br />
M. T. Wang, Chemical Decontamination of BWR Fuel and Core Materials. Palo Alto, CA:<br />
Electric Power Research Institute, July 1988. NP-5892.<br />
B. Gordon and G. Gordon, "Decontamination and Materials Corrosion Concerns In BWRs,"<br />
Proceedings, Ibld., Reference 3, Volume 2.<br />
T. K. Odegaard, Effects of Decontamination and Surface Treatments on the Intersranular<br />
Stress Corrosion Crackln$ of Reactor Materials. Palo Alto, CA: Electric Power<br />
Research Institute, November 1986. NP-4777-LD.<br />
M. T. Wang, "Corrosion Evaluation of Three Chemical Decontamination Processes," Ibld.,<br />
Reference 6, Paper No. 19.<br />
T. K. Odegaard and W. L. Walker, "Effects of Decontamination and Surface Treatments on<br />
the Intergranular Stress Corrosion Cracking of Reactor Materials," Ibld., Reference 6,<br />
Paper No. 20.<br />
V. C. Turner, "Corrosion Data from London Nuclear," Ibld., Reference 6, Paper No. 22.<br />
K. Gott, "Effects of Exposure to Citrox and BWR Environment," Supplemental Paper,<br />
Second Seminar, Chemical Decontamination of BWRs, Charlotte, NC, June 1986.<br />
D. Schneidmiller, "Corrosion Data from Pacific Nuclear/Studsvlk," Ibld., Reference 6,<br />
Paper No. 23. Also, Evaluation of Decontamination Process for TMI-2 Reactor Coolant<br />
Systems. Palo Alto, CA: Electric Power Research Institute. September 1985.<br />
NP-4260.<br />
F. BreganI and R. RizzI, "Recent Development of On-Line Decontamination Corrosion<br />
Monitoring," Ibid., Reference 6, Paper 24.<br />
C. J. Wood, "Experience with Chemical Decontamination In U.S. Power Plants," Paper<br />
No. 81, Transactions, BNES, Water Chemistry for Nuclear Reactors, London, 1986.<br />
M. T. Wang, Corrosion Evaluation of the PNS CITROX Process for Chemical<br />
Decontamination of BWR Structural Materials. Palo Alto, CA: Electric Power Research<br />
Institute, August 1986. NP-4687.<br />
J. L. Smee and V. T. Turner, Compilation of Corrosion Data on the CAN-DECON Process.<br />
Palo Alto, CA: Electric Power Research Institute, January 1987. NP-4222.<br />
W. L. Walker, Effects of Chemical Decontamination and Surface Treatment Processes on<br />
the Corrosion of BWR Structural Materials. Palo Altop CA: Electric Power Research<br />
Institute, September 1985. NP-4123-LD.<br />
T. K. Odegaard, W. L. Walker and M. T. Wang, Effects of Decontamination and Surface<br />
Treatments on Inter~ranular Stress Corrosion Crackln~ of Reactor Materials - Final<br />
Report. To be published by EPRI.<br />
J. L. Smee letter to C. J. Wood, "Existing Data on Corrosion During AP/LOMI," August<br />
15, 1988.<br />
M. T. Wang, Chemical Decontamination of BWR Fuel and Core Materials. Palo Alto, CA:<br />
Electric Power Research Institute, June 1988. NP-5892.<br />
J. A. Gorman, '~aterlals Evaluation of Wetted Components," Ibld., Reference 7.<br />
G. M. Gordon, "Full System Decontamination Corrosion Issues, " Ibld, Reference 7.<br />
A. P. Larrlck, "Carbon Steel and Related Alloy Corrosion in LOMI Decontamination<br />
Systems," Ibld., Reference 7.<br />
R. A. Speranzini and D. H. Lister, "Canadian Experience with Full System<br />
Decontamination," Ibld., Reference 7.<br />
H. Ocken and W. Walschot, "BWR Fuel Decontamination Project," Ibld., Reference 8,<br />
Paper No. 14.
Chemical decontamination technology 79<br />
38. C. A. Bergmann and L. A. Scaglia, PWR Radiation Fields 1983-1985. Palo Alto, CA:<br />
Electric Power Research Institute, July 1987. NP-5234.<br />
39. C. B. Kincatd and J. Paul Peterson, BNR Radltton Field Assessment, Interim Report,<br />
RP 2494-2 (to be published).<br />
40. A. Brlssaud, B. Lantes, P. Saurln and P. Beslu, "Influence of Electropollshlng on<br />
Corrosion Product Deposition," Ibld., Reference 5.<br />
41. P. Saurin, C. Weber, B. Poinsot and G. Gouaillardou, "French Experience with<br />
Electropollshlng," Ibld., Reference 5.<br />
42. G. F. Pallno, R. L. Hobart and S. G. Sawochka, BWR Radiation Control: In-Plant<br />
Demonstration at Vermont Yankee. Palo Alto, CA: Electrlc Power Research Institute,<br />
October 1987. NP-5455.<br />
43. C. C. Lin and F. R. Smith, BWR Cobalt Deposition Studies: Final Report. Palo Alto,<br />
CA: Electric Power Research Institute, May, 1988. NP-5808.<br />
44. C. A. Bergmann, D. E. Durkosh, W. T. Llndsay and J. Roesmer, The Role of Coolant<br />
Chemistry in PWR Radlatlon-Field Buildup. Palo Alto, CA: Electric Power Research<br />
Institute, October 1985. NP-4247.<br />
45. W. J. Marble, "Status of Zinc Injection in the BWR," Ibld., Reference 7. Also Zinc<br />
In~ectlon to Control Radiation Buildup in BWRs: Plant Demonstrations. Palo Alto,<br />
CA: Electric Power Research Institute, January 1989. NP-6168.<br />
46. Code of Federal Regulations, January 5, 1984., Title 20: Energy Part 61: Licensing<br />
Requirements for Land Disposal of Radioactive Waste.<br />
47. U.S. Nuclear Regulatory Commission. Compliance with IOCFR Part 61 and Implementation<br />
of the Radlologlcal Effluent Technical Specifications and Attendant Process Control<br />
Program (PCP) Generic Letter, April 30, 1984. Also NUREG-0472, March 19797 and NUREG-<br />
0473, October 1978.<br />
48. R. Soto, Decontamination Waste Management. Palo Alto, CA: Electric Power Research<br />
Institute, September 1985. NP-2296-8.<br />
49. D. Bradbury, "Chemical Improvements and Quality Control of Vanadous Formate," Third<br />
EPRI Decontamination Seminar for BWRs, Charlotte, NC, December 6-8, 1988.<br />
50. D. Bradbury, "Resin Oxidation Associated with Decontamination," Ibld., Reference 7.<br />
51. R. Volt, "Solidification of LOMI Chemical Decon Resins, '" Ibld., Reference 7.<br />
52. J. Jeffrey, '~aste Processing of Resins," Ibld., Reference 7.<br />
53. H. Tokar, Low Level Waste Stability Issues/Revlew of Current Status," Ibld., Reference<br />
7.<br />
54. J. V. Bishop, "Solidification of Ion Exchange Resins From a LOHI Decontamination,"<br />
Ibld., Reference 7.<br />
55. K. L. Atwood and P. G. Delozler, "Testing to Reduce Waste Volume from Full System<br />
Decontaminations," Ibld., Reference 7.<br />
56. J. E. Le Surf, "Feasibility of Full-System LWR Decontamination Project., Ibld.,<br />
Reference 8 and J. E. Le Surf, Principal Investlgtor, "Feasibility of Full System LWR<br />
Decontamination," EPRI Report NP-5900, July 1988.<br />
57. D. M. Vandergrlff, Evaluation of Recent Utillt~ Experience with BWR Chemical<br />
Decontamination Technologies. Palo Alto, CA: Electric Power Research Institute,<br />
November 1987. NP-5515-LD.<br />
58. J. L. Smee and T. A. Beaman, "Lessons Learned at Commonwealth Edison," Ibld.,<br />
Reference 7. Also Chemical Decontamination Experience at CECo Nuclear Power Plants.<br />
Palo Alto, CA: Electric Power Research Institute, September 1988. NP-6023.
80 C.J. Wood<br />
59.<br />
60.<br />
61.<br />
62.<br />
M. A. Miller, J. F. Remark and G. J. Vargas, "Chemlcal Decontamination Specification<br />
Preparation," Ibld., Reference 7.<br />
J. E. Le Surf, Implications of Reduction in Federal Radiation Exposure Limits.<br />
Palo Alto, CA: Electric Power Research Institute, March 1989. NP-6291.<br />
Dilute Solvent PWR Decontamination Value Analysis~ ESEERCO Report EP 80-1, September<br />
1988.<br />
J. I. Cehn, J. E. Le Surf and C. J. Wood, "Implications of a Reduction in Occupational<br />
Exposure Limits," Nuclear Power Journal, March/Aprll 1989, p. 40.