Solid Height - Spring Manufacturers Institute
Solid Height - Spring Manufacturers Institute
Solid Height - Spring Manufacturers Institute

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
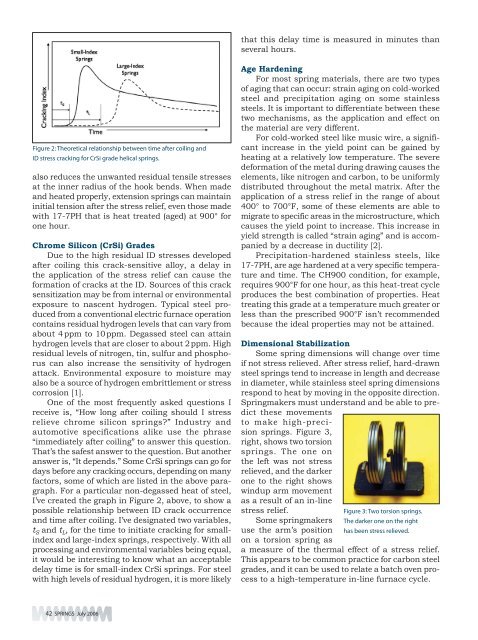
Figure 2: Theoretical relationship between time after coiling and<br />
ID stress cracking for CrSi grade helical springs.<br />
also reduces the unwanted residual tensile stresses<br />
at the inner radius of the hook bends. When made<br />
and heated properly, extension springs can maintain<br />
initial tension after the stress relief, even those made<br />
with 17-7PH that is heat treated (aged) at 900° for<br />
one hour.<br />
Chrome Silicon (CrSi) Grades<br />
Due to the high residual ID stresses developed<br />
after coiling this crack-sensitive alloy, a delay in<br />
the application of the stress relief can cause the<br />
formation of cracks at the ID. Sources of this crack<br />
sensitization may be from internal or environmental<br />
exposure to nascent hydrogen. Typical steel produced<br />
from a conventional electric furnace operation<br />
contains residual hydrogen levels that can vary from<br />
about 4 ppm to 10 ppm. Degassed steel can attain<br />
hydrogen levels that are closer to about 2 ppm. High<br />
residual levels of nitrogen, tin, sulfur and phosphorus<br />
can also increase the sensitivity of hydrogen<br />
attack. Environmental exposure to moisture may<br />
also be a source of hydrogen embrittlement or stress<br />
corrosion [1].<br />
One of the most frequently asked questions I<br />
receive is, “How long after coiling should I stress<br />
relieve chrome silicon springs?” Industry and<br />
automotive specifications alike use the phrase<br />
“immediately after coiling” to answer this question.<br />
That’s the safest answer to the question. But another<br />
answer is, “It depends.” Some CrSi springs can go for<br />
days before any cracking occurs, depending on many<br />
factors, some of which are listed in the above paragraph.<br />
For a particular non-degassed heat of steel,<br />
I’ve created the graph in Figure 2, above, to show a<br />
possible relationship between ID crack occurrence<br />
and time after coiling. I’ve designated two variables,<br />
t S and t L, for the time to initiate cracking for smallindex<br />
and large-index springs, respectively. With all<br />
processing and environmental variables being equal,<br />
it would be interesting to know what an acceptable<br />
delay time is for small-index CrSi springs. For steel<br />
with high levels of residual hydrogen, it is more likely<br />
42 SPRINGS July 2006<br />
that this delay time is measured in minutes than<br />
several hours.<br />
Age Hardening<br />
For most spring materials, there are two types<br />
of aging that can occur: strain aging on cold-worked<br />
steel and precipitation aging on some stainless<br />
steels. It is important to differentiate between these<br />
two mechanisms, as the application and effect on<br />
the material are very different.<br />
For cold-worked steel like music wire, a significant<br />
increase in the yield point can be gained by<br />
heating at a relatively low temperature. The severe<br />
deformation of the metal during drawing causes the<br />
elements, like nitrogen and carbon, to be uniformly<br />
distributed throughout the metal matrix. After the<br />
application of a stress relief in the range of about<br />
400° to 700°F, some of these elements are able to<br />
migrate to specific areas in the microstructure, which<br />
causes the yield point to increase. This increase in<br />
yield strength is called “strain aging” and is accompanied<br />
by a decrease in ductility [2].<br />
Precipitation-hardened stainless steels, like<br />
17-7PH, are age hardened at a very specific temperature<br />
and time. The CH900 condition, for example,<br />
requires 900°F for one hour, as this heat-treat cycle<br />
produces the best combination of properties. Heat<br />
treating this grade at a temperature much greater or<br />
less than the prescribed 900°F isn’t recommended<br />
because the ideal properties may not be attained.<br />
Dimensional Stabilization<br />
Some spring dimens ions will change over time<br />
if not stress relieved. After stress relief, hard-drawn<br />
steel springs tend to increase in length and decrease<br />
in diameter, while stainless steel spring dimensions<br />
respond to heat by moving in the opposite direction.<br />
<strong>Spring</strong>makers must understand and be able to predict<br />
these movements<br />
to make high-precision<br />
springs. Figure 3,<br />
right, shows two torsion<br />
springs. The one on<br />
the left was not stress<br />
relieved, and the darker<br />
one to the right shows<br />
windup arm movement<br />
as a result of an in-line<br />
stress relief.<br />
Some springmakers<br />
use the arm’s position<br />
on a torsion spring as<br />
Figure 3: Two torsion springs.<br />
The darker one on the right<br />
has been stress relieved.<br />
a measure of the thermal effect of a stress relief.<br />
This appears to be common practice for carbon steel<br />
grades, and it can be used to relate a batch oven process<br />
to a high-temperature in-line furnace cycle.