

Metalurgija: sadašnjost Metallurgy: Present Metalurgija ... - CARNet
Metalurgija: sadašnjost Metallurgy: Present Metalurgija ... - CARNet
Metalurgija: sadašnjost Metallurgy: Present Metalurgija ... - CARNet

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
K. LABER et al.: ANALYSIS OF THE TEMPERATURE CHANGE OVER THE CONTINUOUS INGOT LENGTH...<br />
of temperature distribution over the casting length before<br />
the fi rst rolling stand, the casting end temperature<br />
during heating the casting in the heating furnace was<br />
increased by 50 °C relative to the nominal casting temperature<br />
(1 150 °C).<br />
The rolling speed ranged from 0,10 m/s in the fi rst<br />
stand to 7,0 m/s in stand no. 17; the roll temperature<br />
was 60 °C, and ambient temperature 20 °C. The coeffi -<br />
cient of heat exchange between the rolls and the band<br />
was α = 3 000 W/m 2 K, and the coeffi cient of heat exchange<br />
between the band and the air was α air = 100 W/<br />
m 2 K. The friction coeffi cient and the friction factor were<br />
assumed to be variable, being dependent on the band<br />
temperature, and amounting to, respectively, µ =<br />
0,3÷0,42 and m = 0,6÷0,8. The test material was steel<br />
20MnB4 [4].<br />
The following object’s parameters were assumed for<br />
thermovision tests: emissivity, 0,82; distance from the<br />
object, 3 m; ambient temperature, 20 °C; refl ected temperature,<br />
20 °C; relative humidity, 50 % [5].<br />
RESULTS AND DISSCUSION<br />
Figure 1 shows example results of numerical computation<br />
of temperature distribution for the starting and<br />
end regions of the feedstock and for the end feedstock<br />
part heated up by 50 °C before the fi rst rolling stand.<br />
Unevenness of temperature occurring initially at the<br />
beginning and end of the feedstock decreased as the<br />
rolling process progressed in particular passes. The<br />
main cause of this phenomenon was the contact of the<br />
band with the rolls during the rolling process and the<br />
generation of heat due to plastic deformation. The temperature<br />
values computed numerically were compared<br />
with the actual values measured with a thermovision<br />
camera for all passes. For the feedstock upstream the<br />
fi rst rolling stand (Figure 2) they amounted to, respectively:<br />
15 °C (with a relative error of 1,4 %) for the<br />
feedstock beginning, 12 °C (with a relative error of 1,2<br />
%) for the feedstock end, and 11 °C (with a relative error<br />
of 1,1 %) for the heated-up feedstock end.<br />
From the obtained results it was found that the initial<br />
temperature difference for the beginning and end of the<br />
feedstock, being about 65 °C, decreased to about 30 °C<br />
after rolling stand no 17. Whereas, when examining the<br />
temperature change on the feedstock surface before the<br />
Figure 1 Distribution of temperature over the feedstock<br />
surface before stand no. 1, as computed numerically:<br />
a) feedstock beginning, b) feedstock end, c) heatedup<br />
feedstock end<br />
Figure 2 Thermogram before stand no. 1, a) feedstock<br />
beginning, b) feedstock end, c) heated-up feedstock<br />
end<br />
fi rst rolling stand for the heated-up feedstock end, as compared<br />
to the temperature of the feedstock beginning it was<br />
determined that the existing feedstock surface temperature<br />
difference, being about 47 °C, decreased to about 15<br />
°C after rolling stand no 17. Heating up the feed stock end<br />
by 50 °C resulted in a decrease in the band surface temperature<br />
difference after rolling stand no 17 by more than<br />
twofold, compared the rolling of the feedstock end heated<br />
up to the nominal temperature (1 150 °C).<br />
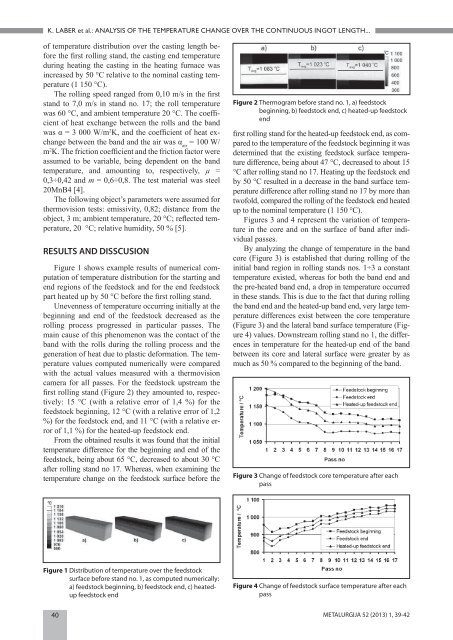
Figures 3 and 4 represent the variation of temperature<br />
in the core and on the surface of band after individual<br />
passes.<br />
By analyzing the change of temperature in the band<br />
core (Figure 3) is established that during rolling of the<br />
initial band region in rolling stands nos. 1÷3 a constant<br />
temperature existed, whereas for both the band end and<br />
the pre-heated band end, a drop in temperature occurred<br />
in these stands. This is due to the fact that during rolling<br />
the band end and the heated-up band end, very large temperature<br />
differences exist between the core temperature<br />
(Figure 3) and the lateral band surface temperature (Figure<br />
4) values. Downstream rolling stand no 1, the differences<br />
in temperature for the heated-up end of the band<br />
between its core and lateral surface were greater by as<br />
much as 50 % compared to the beginning of the band.<br />
Figure 3 Change of feedstock core temperature after each<br />
pass<br />
Figure 4 Change of feedstock surface temperature after each<br />
pass<br />
40 METALURGIJA 52 (2013) 1, 39-42













