Leccion4.CERAMICAS.PreparacionMateriasPrimas.ppt
Leccion4.CERAMICAS.PreparacionMateriasPrimas.ppt
Leccion4.CERAMICAS.PreparacionMateriasPrimas.ppt

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
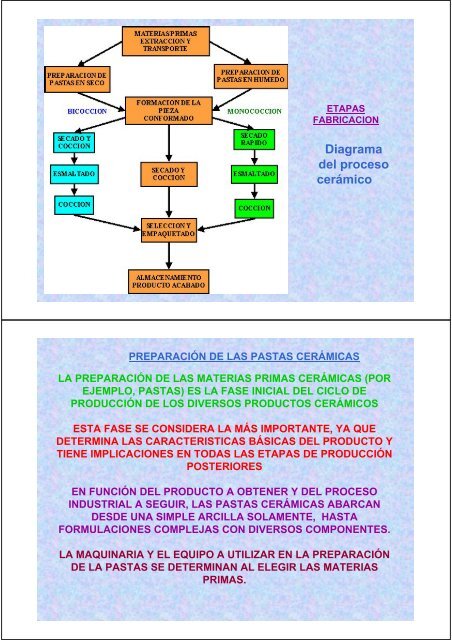
ETAPASFABRICACIONDiagramadel procesocerámicoPREPARACIÓN DE LAS PASTAS CERÁMICASLA PREPARACIÓN DE LAS MATERIAS PRIMAS CERÁMICAS (POREJEMPLO, PASTAS) ES LA FASE INICIAL DEL CICLO DEPRODUCCIÓN DE LOS DIVERSOS PRODUCTOS CERÁMICOSESTA FASE SE CONSIDERA LA MÁS IMPORTANTE, YA QUEDETERMINA LAS CARACTERISTICAS BÁSICAS DEL PRODUCTO YTIENE IMPLICACIONES EN TODAS LAS ETAPAS DE PRODUCCIÓNPOSTERIORESEN FUNCIÓN DEL PRODUCTO A OBTENER Y DEL PROCESOINDUSTRIAL A SEGUIR, LAS PASTAS CERÁMICAS ABARCANDESDE UNA SIMPLE ARCILLA SOLAMENTE, HASTAFORMULACIONES COMPLEJAS CON DIVERSOS COMPONENTES.LA MAQUINARIA Y EL EQUIPO A UTILIZAR EN LA PREPARACIÓNDE LA PASTAS SE DETERMINAN AL ELEGIR LAS MATERIASPRIMAS.
PREPARACIÓN DELAS PASTASCERÁMICASMétodos depreparación depastascerámicas.PREPARACIÓN DE LAS PASTAS CERÁMICASDiagrama de flujo de las distintas etapas del proceso de fabricación ladrillos cerámicos
PREPARACIÓN DE LAS PASTAS CERÁMICASDisposición esquemática de una planta de fabricación de ladrillo cara vistaPREPARACIÓN DE LAS PASTAS CERÁMICASDisposición esquemática de una planta de fabricación de ladrillo hueco.
CUALIDADES QUE DEBE PRESENTAR UN POLVO CERAMICO1.- TAMAÑO Y DISTRIBUCION DE TAMAÑOS2.- FORMA3.- GRAN PUREZA QUIMICA4.- GRAN SUPERFICIE ESPECIFICA5.- GRAN HOMOGENEIDAD FISICA. ESTADO DE AGLOMERACION(EVITAR LA PRESENCIA DE AGLOMERADOS)6.- BUENA APTITUD A LA SINTERIZACION7.- ESTADO DE CRISTALIZACION CONSTANTE8.- ESTRUCTURA Y QUIMICA DE LA SUPERFICIESU COMPOSICION QUIMICA Y MICROESTRUCTURA DEBENCONTROLARSEEL TAMAÑO DE PARTICULA TIENE UN GRAN EFECTO EN LASINTERIZACION.LA VELOCIDAD A LA CUAL DENSIFICA UN CUERPO AUMENTADE FORMA SIGNIFICATIVA AL DISMINUIR EL TAMAÑO DEPARTICULAUN TAMAÑO DE PARTICULA DE ~1 μm PERMITE ALCANZARDENSIDADES ALTAS EN UN PERIODO DE TIEMPORAZONABLE, POR EJEMPLO UNAS POCAS HORAS
POLVO CON UNA DISTRIBUCION AMPLIA DE TAMAÑOSDE PARTICULAS(POLVO POLIDISPERSO)-DENSIDADES DE EMPAQUETAMIENTO ALTAS EN LA PIEZAEN VERDE-DIFICULTAD DE CONTROLAR LA MICROESTRUCTURADURANTE LA SINTERIZACIONUN PROBLEMA COMUN ES QUE LOS GRANOS GRANDESCRECEN A EXPENSAS DE LOS MAS PEQUEÑOS, HACIENDOIMPOSIBLE LA CONSECUCIÓN DE UNA DENSIDAD ALTA CONUN TAMAÑO DE GRANO CONTROLADO
POLVO CON UNA DISTRIBUCION ESTRECHA DE TAMAÑOS DEPARTICULAS(POLVO MONODISPERSO)-DENSIDADES DE EMPAQUETAMIENTO EN LA PIEZA EN VERDE MASBAJAS QUE EN EL CASO DEL POLVO POLIDISPERSO-PERMITE CONTROLAR LA MICROESTRUCTURA DURANTE LASINTERIZACIONLAS FORMAS ESFERICAS O EQUIAXICAS SONBENEFICIOSAS PARA CONTROLAR LA UNIFORMIDAD DELEMPAQUETAMIENTO
GRUPOS DE PARTICULASGRUPOS DE PARTICULAS
LA PRESENCIA DE AGLOMERADOS DA LUGAR A UNEMPAQUETAMIENTO HETEROGENEO EN LA PIEZA EN VERDE, LOQUE CONDUCE A UNA SINTERIZACIÓN DIFERENCIAL DURANTE LAETAPA DE COCCION.LA SINTERIZACION DIFERENCIAL OCURRE CUANDO ZONASDIFERENTES DE LA PIEZA CONTRAEN A VELOCIDADESDIFERENTES, LO QUE PUEDE DAR LUGAR AL DESARROLLO DEGRANDES POROS Y HUECOS DEBIDOS A LAS GRIETAS EN LAPIEZA COCIDAHUECO DEBIDO AUNAGRIETA PRODUCIDAPOR UN AGLOMERADODE ZrO 2 QUE SECONTRAE DENTRO DELA MATRIZ Al 2 O 3 /ZrO 2QUE LE RODEALAS IMPUREZAS DE LA SUPERFICIE DEL POLVO PUEDEN INFLUIRSIGNIFICATIVAMENTE SOBRE LA DISPERSION DEL POLVO EN UNLIQUIDO, PERO LOS EFECTOS MAS SERIOS DE LA VARIACION DE LACOMPOSICION QUIMICA APARECEN EN LA ETAPA DE COCCIONLAS IMPUREZAS PUEDEN CONDUCIR A LA FORMACION DE UNA PEQUEÑACANTIDAD DE FASE LIQUIDA A LA TEMPERATURA DE SINTERIZACION, LOQUE CAUSA UN CRECIMIENTO SELECTIVO FORMANDOSE GRANOS DEMAYOR TAMAÑOHETEROGENEIDADMICROSESTRUCTURALDEBIDA A LAPRESENCIA DEIMPUREZAS EN UNAALUMINA PRENSADAEN CALIENTE
Inside the Micronizer, precisely aligned jets create a vortex. Materialis fed into this vortex along an engineered tangent circle andaccelerates. High-speed rotation subjects the material to particle-onparticleimpact, creating increasingly smaller fines. While centrifugalforce drives large particles toward the perimeter, fine particles movetoward the center where they exit through the vortex finder.
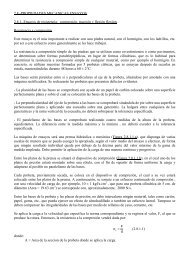
PREPARACIÓN DE LAS PASTAS CERÁMICAS / TRITURACION Y MOLIENDAEL OBJETO DE LA TRITURACIÓN N Y MOLIENDA DE MATERIALES ES REDUCIRSU TAMAÑO O CON VISTAS A: A1.- AUMENTAR LA SUPERFICIE ESPECÍFICA, YA QUE LA VELOCIDAD CONQUE SE VERIFICAN LAS REACCIONES SÓLIDO-SÓLIDO, ASÍ COMO LAVELOCIDAD CON QUE SE DESARROLLAN LAS OPERACIONES DETRANSFERENCIA DE MATERIA (SECADO, ETC.) ES PROPORCIONAL A LASUPERFICIE ESPECIFICA DEL SÓLIDO Y, POR TANTO, AL REDUCIR ELTAMAÑO SE FAVORECE EL DESARROLLO DE LAS MISMAS2.- DISMINUIR LA TRAYECTORIA DEL SOLUTO DENTRO DEL SÓLIDO EN LASOPERACIONES DE TRANSFERENCIA DE MATERIA SÓLIDO-FLUIDO (SECADO,ETC.), CONSIGUIENDO DE ESTE MODO QUE SE VERIFIQUEN CON MAYORRAPIDEZ3.- CONSEGUIR UNA MEZCLA MÁS UNIFORME DE VARIOS MATERIALESSÓLIDOS4.- OBTENER UN POLVO IMPALPABLE PARA LA APLICACIÓN CORRECTADEL MATERIAL, POR EJEMPLO FABRICACIÓN DE PIGMENTOS, ESMALTES,ETC.EL TAMAÑO DE PARTÍCULA INFLUYE NOTABLEMENTE Y DE MANERA MUYESPECIAL SOBRE:-LA PLASTICIDAD Y, POR LO TANTO, SOBRE LA FORMACIÓN DE LA PIEZACERÁMICA-EL ESTADO COLOIDAL Y, POR LO TANTO, SOBRE EL PROCESO DE COLADO-REACCIONES QUE TIENEN LUGAR DURANTE LA COCCIÓN (FORMACIÓN DEFASE VÍTREA, PRODUCCIÓN DE NUEVOS COMPUESTOS, DIFUSIÓN,SINTERIZACIÓN, ETC.)-ELIMINACIÓN DE SUSTANCIAS GASEOSAS DURANTE EL CALENTAMIENTO(VAPOR DE AGUA, CO 2, ETC.)-CARACTERÍSTICAS DEL PRODUCTO ACABADO (POROSIDAD, RESISTENCIA ALA COMPRESIÓN, CAPACIDAD DE AISLAMIENTO TÉRMICO, ETC.)SE DEBE TENER EN CUENTA TAMBIÉN, QUE EL OBJETO DE LA TRITURACIÓN YMOLIENDA NO ES ÚNICAMENTE REDUCIR EL TAMAÑO DEL SÓLIDO, SINOTAMBIÉN EL DE OBTENER UN CONJUNTO DE PARTÍCULAS CON UNADETERMINADA DISTRIBUCIÓN GRANULOMÉTRICA, YA QUE EN MUCHOSCASOS SERA NECESARIO OBTENER UNA GRANULOMETRÍA COMPRENDIDAENTRE LIMITES MUY ESTRECHOS.
PREPARACIÓN DE LAS MATERIAS PRIMAS EN ESTADO PLÁSTICOUNA VEZ EXTRAÍDA LA ARCILLA Y TRANSPORTADA A FÁBRICA, SEMEZCLA CON OTRAS DE DISTINTAS PROCEDENCIAS, O SE LES AÑADENDESGRASANTES, PARA QUE ALCANCE LAS CARACTERÍSTICASNECESARIAS PARA UNA FABRICACIÓN DETERMINADA Y EXPERIMENTADAANTES DE PROCEDER AL CONFORMADO DEBE DE HACERSE UNADEPURACIÓN DE LA ARCILLA, Y DARLE UNA HOMOGENEIDAD A LASMEZCLAS, YA QUE ES INDISPENSABLE PARA LA PASTA QUE SE VA APRODUCIR, LA NO EXISTENCIA DE GUIJARROS, NÓDULOS DECALIZA, SALES SOLUBLES, ETC. QUE ADEMÁS DE PRODUCIR UNAPERTURBACIÓN EN LOS TRATAMIENTOS MECÁNICOS, CONPOSTERIORIDAD DARÁN PROBLEMAS DE ACABADO QUE INFLUIRÁNDEFINITIVAMENTE EN LA CALIDAD DEL PRODUCTOLA HOMOGENEIDAD DE LA PASTA ES FUNDAMENTAL PARA OBTENER UNBUEN PRODUCTO, LAS DISTINTAS CLASES DE ARCILLA O DESGRASANTESDEBEN DE MEZCLARSE TAN ÍNTIMAMENTE COMO SEA POSIBLE, Y CON LACANTIDAD DE AGUA PRECISA, PUESTO QUE ÉSTA AUMENTA LAFACILIDAD DE HOMOGENEIZACIÓN.EL CONJUNTO DE OPERACIONES, CON SUS FINALIDADES, EN EL QUE SEREALIZA LA MEZCLA DE LAS MATERIAS PRIMAS Y SE DEJAN LAS PASTASLISTAS PARA SU CONFORMADO SON LAS SIGUIENTES:DEPURACIÓN:ELIMINACIÓN DE ELEMENTOS GRUESOS E IMPUREZAS NOCIVAS, TANTO DELOS NÓDULOS DE CALIZA Y ARENAS, COMO DE LAS SALES SOLUBLES.DIVISIÓN:REDUCCIÓN DE LAS ARCILLAS A PEQUEÑOS FRAGMENTOS Y DE LOSDESGRASANTES A POLVO PARA QUE NO CAUSEN PROBLEMAS DEHETEROGENEIDAD.HOMOGENEIDAD:MEZCLA ÍNTIMA DE LOS COMPONENTES Y PERFECTO AMASADO PARACONSEGUIR UNA PASTA UNIFORME.GRADO DE HUMEDAD:DEBE SER EL ADECUADO PARA EL MOLDEO DANDO LA PLASTICIDADNECESARIA PERO NO EXCESIVA POR LA RETRACCIÓN A LA QUE DARÍALUGAR.
PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION NO MECANICAMETEORIZACIÓNCONSISTE ESTE PROCESO, EN EXPONER A LA ARCILLA, UNA VEZ EXCAVADA, ALA ACCIÓN DE LOS AGENTES ATMOSFÉRICOS (LLUVIA, HIELO,…) PARA SULAVADO Y DISGREGACIÓN. REQUIERE EXTENSIONES MÁS O MENOS GRANDESEN LAS PROXIMIDADES DE LAS FÁBRICAS.EL AGUA DE LA LLUVIA Y LOS AGENTES ATMOSFÉRICOS, PRODUCEN UNLAVADO Y ELIMINACIÓN DE SALES SOLUBLES, ASÍ COMO CON LAS HELADASSUFREN UNA DESINTEGRACIÓN LOS TERRONES DE ARCILLA.LA ARCILLA SUELE DISPONERSE PARA ESTE PROCESO POR CAPAS, ALTERNANDOLAS DISTINTAS CLASES DE ARCILLA CON LOS DESGRASANTES. PARA QUE LAACCIÓN DE LA INTEMPERIE SEA EFICAZ, NO CONVIENE DAR A LOS MONTONESDEMASIADA ALTURADISPOSICIÓN DE LAS MATERIAS PRIMAS EN MONTONES PARA SU METEORIZACIÓN.PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION NO MECANICAMADURACIÓNCUANDO EL PRODUCTO QUE SE VA A OBTENER ES UN POCO DELICADO,LA PASTA DEBE DE SER MUCHO MÁS CUIDADA, POR LO QUE REQUIEREUNA REPARTICIÓN DE LA HUMEDAD LO MÁS UNIFORME POSIBLE, LOQUE SE CONSIGUE CON UN REPOSO, CUYA DURACIÓN SERÁDETERMINADA POR LA EXPERIENCIA, Y QUE TIENE LUGAR ACONTINUACIÓN DE UN DESMENUZAMIENTO PREVIO EFECTUADOMUCHAS VECES EN CANTERA EN UN DESMENUZADOR ACOPLADO ENLAS MISMAS EXCAVADORASDICHO TRATAMIENTO DE REPOSO DE LAS PASTAS DE ARCILLA,DE CORTA DURACIÓN, ES LA MADURACIÓN Y SE REALIZA ENNAVES, AL ABRIGO DE LA INTEMPERIE, IMPIDIENDO SUDESECACIÓN.CON ELLO SE CONSIGUE EL OBJETIVO PERSEGUIDO, QUE ERAHOMOGENEIZAR LA HUMEDAD EN LA PASTA DE ARCILLA.
PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION NO MECANICAPODRIDOEL PODRIDO CONSISTE EN UN REPOSO DE LAS PASTAS DE ARCILLA DELARGA DURACIÓN EN NAVESSE REALIZA EN LOCALES HÚMEDOS Y FRÍOS, SIN LUZ NI VENTILACIÓN (NOHAY CIRCULACIÓN DE AIRE) Y PROCURANDO QUE LAS ARCILLAS TENGANUNA HUMEDAD CONSTANTESE HAN HECHO NUMEROSAS HIPÓTESIS PARA EXPLICAR LAS MEJORESCONDICIONES DEL MATERIAL FABRICADO CON ARCILLAS DE PUDRIDERO,UNA DE ELLAS ES LA QUE SUPONE QUE LA ACCIÓN BACTERIANA, ALPRODUCIR LA FERMENTACIÓN DE LA ARCILLA, DA ORIGEN A UNGEL QUE, ACTUANDO DE CONGLOMERANTE, OCASIONA UNAMAYOR TRABAZÓN ENTRE LAS PARTÍCULAS ARCILLOSASCON EL PODRIDO SE TRATA DE AUMENTAR LA PLASTICIDAD DE LASPASTAS Y REDUCIR SU TENDENCIA AL AGRIETAMIENTO EN EL SECADOES UN PROCEDIMIENTO MUY UTILIZADO ANTIGUAMENTE, PERO QUE HOYEN DÍA, PRÁCTICAMENTE, HA CAÍDO EN DESUSO, COMO CONSECUENCIADE SU ALTO COSTO.PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION NO MECANICALEVIGACIÓNES UN PROCESO COSTOSO, QUE SE LLEVA A CABO CUANDO SE TRATA DE FABRICARPIEZAS ESPECIALES O CUANDO LAS ARCILLAS REQUIEREN UN DETERMINADO GRADODE DEPURACIÓN. PRODUCE UNA PASTA LIMPIA Y MUY HOMOGÉNEA LLAMADABARRO COLADOSE DESLEEN LAS ARCILLAS EN AGUA Y POSTERIORMENTE SE DEJA REPOSAR LAPAPILLA EN BALSAS DISPUESTAS EN SERIE PARA QUE SE PRODUZCA LASEDIMENTACIÓN. NO ES CONVENIENTE QUE LAS PAREDES DE LAS BALSAS SEAN MUYCOMPACTAS, PUES LAS PARTÍCULAS DE ARCILLA COLMATARÍAN PRONTO LOSPOROS Y CESARÍA LA FILTRACIÓNLOS COMPONENTES DE LAS ARCILLAS DE MAYOR DENSIDAD SE DEPOSITAN EN ELFONDO DE LA PRIMERA BALSA, EN TANTO QUE EL AGUA CON LOS DEMÁSCOMPONENTES, PASA POR UN ALIVIADERO A LA BALSA SIGUIENTE, REPITIÉNDOSEESTA OPERACIÓN SUCESIVAMENTE, CON LO QUE SE VAN ELIMINANDO DE LASTIERRAS ELEMENTOS EXTRAÑOS AL TIEMPO QUE LOS CUERPOS FLOTANTES SERETIRAN A MANO Y LAS SALES SOLUBLES PASAN AL SUBSUELO CON EL AGUA DEFILTRACIÓN.EN PESO, EL AGUA NECESARIA PARA LLEVAR A CABO ÉSTA OPERACIÓN ES ELTRIPLE DEL PESO DE LA ARCILLA TRATADAESTE PROCESO ES TAMBIÉN CONOCIDO CON EL NOMBRE DE DESAGELACIÓN
PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION MECANICATAMIZADOPARA ELIMINAR LOS GRANOS GRUESOS, NOCORRESPONDIENTES A LA FRACCIÓN ARCILLOSA, HACIENDOPASAR EL MATERIAL POR TAMICES O CRIBAS ROTATIVASLAVADOMEDIANTE CORRIENTE DE AGUA APLICADA EN LA CRIBA DETAMIZAR, ELIMINÁNDOSE ASÍ LAS SALES SOLUBLES.PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION MECANICAMOLIDOFUNDAMENTAL PARA REDUCIR A POLVO LAS IMPUREZAS DE ARENA YCALIZA Y DISGREGAR LAS ARCILLAS. SE UTILIZAN MOLINOS DE RULOSO DE BOLASUN EFECTO MÚLTIPLE DE DESMENUZADO, APLASTADO, MEZCLA,HUMECTACIÓN Y AMASADO SE LOGRA POR LA ACCIÓN DE LOS DOSPESADOS RULOS SOBRE EL MATERIAL.MOLINO DE RULOS
PREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION MECANICAMEZCLADO Y AMASADOSE TRATA DE HOMOGENEIZAR LA PASTA Y DARLE EL GRADO DE HUMEDADADECUADO, DEJÁNDOLA LISTA PARA SU CONFORMADO. SE REALIZA CONMEZCLADORAS-AMASADORAS DE PALETAS HELICOIDALES LLAMADASMALAXADORASAMASADORA DE DOBLE EJELAS PALAS DE AMASE, DISPUESTAS DE FORMA ESPECIAL, EFECTÚAN UNTRABAJO DE "PALA CONTRA PALA" MUY INTENSO Y EFICAZPREPARACIÓN DE LAS PASTAS CERÁMICAS / PREPARACION MECANICARASPADO Y LAMINADOEL RASPADO Y LAMINADO SON OPERACIONES QUE MEJORAN LAHOMOGENEIDAD DE LA PASTA. EN EL PRIMERO SE HACE PASARLA PASTA POR UNA BOQUILLA RANURADA FORMÁNDOSE VIRUTASY EN EL SEGUNDO POR RODILLOS LAMINADORES QUE LADESGARRAN FORMANDO LÁMINAS.LUEGO SE VUELVE A AMASAR LA PASTA.LAMINADOR.
PREPARACIÓN DE LAS PASTAS CERÁMICASProcesos defabricación debaldosascerámicas(A).- PREPARACIÓN DE MATERIAS PRIMAS - MOLIENDA EN HÚMEDO -ATOMIZACIÓN -PRENSADO -SECADO - (COCCIÓN) - ESMALTADO - COCCIÓN (VARIANTE SIN ESMALTADO Y CON/SINPULIDO)(VARIANTE CON COGENERACIÓN)(B).- PREPARACIÓN DE MATERIAS PRIMAS - MOLIENDA EN SECO - PRENSADO - (COCCIÓN) -ESMALTADO – COCCIÓN(C).- PREPARACIÓN DE MATERIAS PRIMAS - AMASADO - EXTRUSIÓN - (ESMALTADO) - COCCIÓNPREPARACIÓN DE LAS PASTAS CERÁMICASEXISTEN DOS TIPOS DE PASTA , QUE TIENEN DISTINTA PREPARACIÓN- PASTA BLANCA : SE UTILIZA EN VIDRIADOS TRANSPARENTES YA QUEPERMITEN MEJOR DEFINICIÓN DE LA DECORACIÓN. SON MÁSPERMEABLES AL AGUA Y DE MENOR RESISTENCIA MECÁNICA.SE COMPONEN DE CUARZO, FELDESPATO, CALIZA, CAOLÍN Y OTRASARCILLAS NO FÉRRICASPRIMERO SE MUELEN LAS MATERIAS DURAS Y LUEGO SE DILUYEN ENAGUA LAS BLANDAS (CAOLÍN Y ARCILLAS), PARA POSTERIORMENTEMEZCLAS AMBAS, TENERLAS EN SUSPENSIÓN Y TAMIZARLAS PARAELIMINAR GRUESOS.LUEGO SE PROCEDEN AL ATOMIZADO O PULVERIZACIÓN EN GOTASPOR CORRIENTE DE AIRE CALIENTE, FORMÁNDOSE UNAS ESFERAS, QUEFINALMENTE SE PRENSAN- PASTA ARCILLOSA : SE UTILIZA EN PIEZAS DE VIDRIADO OPACODANDO MAYOR RESISTENCIA MECÁNICA. SE REALIZA CON ARCILLASMARGOSAS MUY RICAS EN Fe Y CO 3Ca. SE PROCEDE AL DESECADO PORDEBAJO DEL 5 % DE AGUA, LUEGO SE TRITURAN EN MOLINOS JUNTO CONCHAMOTA (DESECHOS DE PIEZAS COCIDAS) Y FINALMENTE SEHUMIDIFICAN DE NUEVO ANTES DEL PRENSADO
PREPARACIÓN DE LAS PASTAS CERÁMICASMOLTURACIÓN POR VÍA HÚMEDA Y SECADO DE LA COMPOSICIÓN POR ATOMIZACIÓNESTE PROCEDIMIENTO SE HA IMPUESTO TOTALMENTE EN LA FABRICACIÓN DEPAVIMENTOS Y REVESTIMIENTOS CERÁMICOS POR MONOCOCCIÓN, COMOCONSECUENCIA DE LAS IMPORTANTES MEJORAS TÉCNICAS QUE SUPONEProceso de fabricación con molturación por vía húmeda y secado de la composición por atomizaciónPREPARACIÓN DE LAS PASTAS CERÁMICASEL PROCESO DE ATOMIZACIÓN ES UN PROCESO DE SECADO, POREL CUAL UNA SUSPENSIÓN PULVERIZADA EN FINAS GOTAS, ENTRAEN CONTACTO CON AIRE CALIENTE PARA PRODUCIR UNPRODUCTO SÓLIDO DE BAJO CONTENIDO EN AGUA. EL CONTENIDOEN HUMEDAD PRESENTE EN LA SUSPENSIÓN (BARBOTINA), SUELEOSCILAR ENTORNO A,0.30 − 0.45Kg.. de..aguaKg.. de.. solido..secoESTE CONTENIDO EN AGUA TRAS EL PROCESO DE ATOMIZACIÓN SEREDUCE A0.05 − 0.07Kg.. de..aguaKg.. de.. solido..seco
El proceso de secado por atomización se desarrolla según una secuencia,que comprende las siguientes etapas:1.- Bombeo y pulverización de la suspensión.2.- Generación y alimentación de los gases calientes.3.- Secado por contacto gas caliente-gota suspensión.4.- Separación del polvo atomizado de los gases.La homogeneidad del pulverizado y las altas velocidades de evaporaciónde humedad permiten una temperatura del producto menor que la del aire quesale de la cámara de secado. De este modo, el producto no se ve sometido atemperaturas altas y una vez separado del aire de secado no presentadegradación térmica. El principio básico que dice "evaporación produceenfriamiento" es muy adecuado a esta operación.Etapas del secado por atomización.PREPARACIÓN DE LAS PASTAS CERÁMICAS / ATOMIZACION1 El electroventilador de presurizaciónpresiona el aire…2 ...a través del quemadorque lo calienta …3 ...a lo largo de unatubería de acero aislada térmicamente…4...en el distribuidor anular que lo pone enrotación …5 ...dentro de la torre de secado.Aquí encuentra la barbotina que…A ...lasbombas han enviado a presión constante, B...a través de los filtros,... C ...en una serie deboquillas con orificio calibrado. Lasboquillas ubicadas en el anillo distribuidor oen lanzas radiales, pulverizan la mezcla deagua y tierra. 6 El producto secado de estaforma cae en el fondo de la torre donde sedescarga en una cinta que lo transporta alos silos de almacenado. 7 Los ciclonesseparadores capturan el aire húmedo yabaten gran parte del polvo fino ensuspensión. 8 El ventilador principal … 9...introduce el aire húmedo en el abatidorque acaba el tratamiento de depulverización. 10 El aire limpio se expulsahacia el exterior a través de la chimenea.Todo el ciclo está controlado mediante unequipo electrónico.
PREPARACIÓN DE LAS PASTAS CERÁMICASLANZACORONADISCOATOMIZADORAtomizadores rotatorios
La velocidad periferica, v p , depende del diámetro y de la velocidadde rotación del disco y vale:vP( m/ s)=πDN60000donde:D = Diámetro del disco (mm)N = Velocidad de rotación del disco (rpm)El tamaño de las particulas atomizadas aumenta cuando disminuyela velocidad periferica, v p ,es decir cuando lo hace el diámetro deldisco y/o la velocidad de rotación del disco .BOQUILLAS DE PRESIÓNEN ESTE SISTEMA DE PULVERIZACIÓN LA ALIMENTACIÓN LLEGA A LABOQUILLA A PRESIÓNLA ENERGÍA DE PRESIÓN SE CONVIERTE EN CINÉTICA Y LA BARBOTINA OPAPILLA SALE DEL ORIFICIO DE LA BOQUILLA COMO UNA PELÍCULA A ALTAVELOCIDAD QUE SE DESINTEGRA EN GOTAS. LA VARIACIÓN DE LA PRESIÓNAPLICADA A LA BARBOTINA PERMITE EL CONTROL DEL CAUDAL DE LAMISMA Y DE LAS CARACTERÍSTICAS DEL ATOMIZADO. EL TAMAÑO MEDIODEL ATOMIZADO ES PROPORCIONAL AL CAUDAL DE ALIMENTACIÓNY A LA VISCOSIDAD DE LA BARBOTINA E INVERSAMENTEPROPORCIONAL A LA PRESIÓNLOS ATOMIZADOS PRODUCIDOS POR SISTEMAS DE BOQUILLAS, CUANDO SEUTILIZAN CAUDALES GRANDES DE SUSPENSIÓN, SON MENOS HOMOGÉNEOSY MÁS GRUESOS QUE LOS ATOMIZADOS PRODUCIDOS POR ATOMIZADORESGIRATORIOS CON ASPAS. CUANDO LOS CAUDALES DE BARBOTINA SONBAJOS, LOS ATOMIZADOS CONSEGUIDOS POR LOS DOS PROCEDIMIENTOSSON COMPARABLES. SI SE DUPLICAN LAS BOQUILLAS EL ATOMIZADO SECONSIGUE MÁS FINOLAS BOQUILLAS SE UTILIZAN CUANDO INTERESA LOS POLVOS ATOMIZADOSGRUESOS, DE TAMAÑO MEDIO ENTRE 120 Y 250 MICRAS.
Una expresión propuesta para el diámetro medio de los gránulos es la siguiente:ds⎡⎤0.50.45 ⎢⎥⎛σ⎞ ⎛ μ ⎞ Q= 157⎜⎟ + 597⎜ ⎟ ⎢ ⎥0.5⎝ P ⎠ ⎝σρL⎠ ⎢Kd⎛ ⎥P ⎞⎢ n 0 ⎜ ρ ⎟ ⎥⎣ ⎝ L ⎠ ⎦1.5DONDE:d s = Diámetro medio de la partícula (micras)σ = Tensión superficial de la barbotina (dinas/cm)P = Presión en la boquilla (psi)µ = Viscosidad (poises)ρ L = Densidad del líquido (g/cc)Q = Caudal volumétricoK n = Constante de la boquilla, que depende del angulo de pulverizaciónd o = Diámetro del orificio (Pulgadas)
LA CAPACIDAD DE PRODUCCIÓN DE UNA BOQUILLA DE PRESIÓNVARÍA CON LA RAIZ CUADRADA DE LA PRESIÓN.Capacidad = C = k PUNA SOLA BOQUILLA NO PUEDE MANEJAR ALTAS VELOCIDADES DEALIMENTACIÓN, POR LO QUE PARA AUMENTAR LA CAPACIDAD DEPRODUCCIÓN DEBEN USARSE SISTEMAS MULTIBOQUILLAS O CORONA,DONDE LAS BOQUILLAS PULVERIZADORAS ESTÁN MONTADAS EN UNANILLO DE ACERO INOXIDABLE. EL MOVIMIENTO AUTOMÁTICO PERMITEUNA EXTRACCIÓN RÁPIDA DE LA CORONA PARA EL MANTENIMIENTO,COSA MUY ÚTIL CUANDO HAY CAMBIOS FRECUENTES DE PRODUCCIÓN.LAS BOQUILLAS TAMBIÉN PUEDEN ESTAR MONTADAS EN UNA SERIEDE LANZAS COLOCADAS RADIALMENTE. SU DIFERENCIA, RESPECTO AOTRAS INSTALACIONES, ES QUE LAS LANZAS NO ESTAN VINCULADASA LA PUERTA DE CIERRE ASÍ PUEDEN GIRAR EN SU EJE Y SOBRESALIRMÁS O MENOS DENTRO DE LA TORRE. DE ESTA FORMA SE PUEDEREGULAR LA ORIENTACIÓN DE LAS BOQUILLAS SEGÚN EL TIPO DEBARBOTINA A ATOMIZAR. SE PUEDEN EXTRAER LAS LANZAS SININTERRUMPIR LA ACTIVIDAD DEL ATOMIZADOR, COSA MUY ÚTILCUANDO HAY PRODUCCIONES CONTINUAS MUY LARGAS.
Contacto aire - atomizado
1 Silos materias primas2 Cinta materias primasdosificadas3 Silos materias primasdosificadas4 Cinta extractora-pesadora5 Depósito defloculantesólido6 Cóclea extractora7 Dosificador defloculantesólido8 Alimentación molino9 Molino10 Colector de descargabarbotina11 Tanque recogidoy agitación barbotina12 Batería de tamices13 Agitadores y tanque dedepósito barbotina14 Depósito agua15 Contador agua16 Bomba agua17 Bomba barbotina
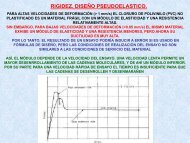
EFECTO DE LAS VARIABLES DE OPERACIÓN SOBRE LASCARACTERISTICAS DEL PRODUCTOPARA CONSEGUIR LAS CARACTERÍSTICAS DESEADAS DEL POLVOATOMIZADO ES NECESARIO ESTUDIAR LAS CUATRO ETAPAS DELPROCESO, YA QUE:-LA TÉCNICA DE PULVERIZACIÓN UTILIZADA Y LAS PROPIEDADES DELA ALIMENTQCIÓN TIENEN UN EFECTO MARCADO EN LA DISTRIBUCIÓNDEL TAMAÑO DE PARTÍCULA, DENSIDAD, ASPECTO Y CONTENIDO ENHUMEDAD- EL CONTACTO AIRE-ATOMIZADO Y LA EVAPORACIÓN RESULTANTE ENLA OPERACIÓN DE SECADO AFECTA A LA DENSIDAD, ASPECTO,CONTENIDO EN HUMEDAD Y FRAGILIDAD DE LOS GRÁNULOS.(I).- ENERGÍA DISPONIBLE PARA LA ATOMIZACIÓNEL AUMENTO DEL CONSUMO ENERGÉTICO A CAUDAL DEALIMENTACIÓN CONSTANTE PRODUCE TAMAÑOS DE GRÁNULOMENORES.ASIMISMO, EL AUMENTO DE LA VELOCIDAD EN ATOMIZADORESROTATORIOS, DE LA PRESIÓN DE LA BOQUILLA O DE LA RELACIÓNAIRE-BARBOTINA DISMINUYEN EL TAMAÑO MEDIO DE LAS GOTAS DEATOMIZADO(II).- PROPIEDADES DE LA ALIMENTACIÓNEL AUMENTO DE LA VISCOSIDAD DEL ALIMENTACIÓN REALIZADO ALAUMENTAR EL CONTENIDO EN SÓLIDOS O AL DISMINUIR LATEMPERATURA PRODUCE PARTÍCULAS MÁS GRUESAS TRABAJANDO ENCONDICIONES DE OPERACIÓN CONSTANTESEL AUMENTO DE CONTENIDO EN SÓLIDOS DE LA BARBOTINA AFECTA ALAS CARACTERÍSTICAS DE EVAPORACIÓN Y GENERALMENTE PRODUCEUN AUMENTO DE TAMAÑO Y DE DENSIDAD.
(III).- CAUDAL DE LA ALIMENTACIÓNAL AUMENTAR EL CAUDAL DE BARBOTINA, OPERANDO EN LAS MISMASCONDICIONES, SE PRODUCEN DISTRIBUCIONES GRANULOMÉTRICASMÁS GRUESAS.(IV).- DISEÑO DEL SISTEMA DE ATOMIZACIÓNEN EL CASO DE ATOMIZADORES ROTATORIOS, LA VARIACIÓN DELDISEÑO DE LOS CANALES POR LOS QUE CIRCULA LA BARBOTINA EN ELSISTEMA GIRATORIO DETERMINA LA CANTIDAD DE BARBOTINA QUEESTARÁ PRESENTE EN LA PERIFERIA DEL SISTEMA Y POR LO TANTOVARIARÁ LAS CARACTERISTICAS DE LOS GRÁNULOS DE ATOMIZADOLA VARIACIÓN DEL DISEÑO DE LOS CANALES PUEDE SER EN NÚMERO,ALTURA, ANCHURA Y LONGITUD.ASIMISMO, EN ATOMIZADORES DE BOQUILLAS, EL DUPLICAR LASMISMAS MANTENIENDO LA PRESIÓN PRODUCE GRÁNULOS MÁS FINOS,DEBIDO A QUE SE REDUCE EL CAUDAL DE SUSPENSIÓN QUE LLEGA ACADA BOQUILLA.(V).- CAUDAL DE AIREEL CAUDAL DE AIRE CONTROLA EL TIEMPO DE RESIDENCIA DELPRODUCTO EN LA CÁMARA DE SECADO. SI SE AUMENTA EL TIEMPODE RESIDENCIA LA ELIMINACIÓN DE HUMEDAD DE LOS GRÁNULOSSE ACENTÚA
(VI).- TEMPERATURAS DE SECADOTEMPERATURA DE ENTRADAEL AUMENTO EN LA TEMPERATURA DE ENTRADA AUMENTA LACAPACIDAD DE EVAPORACIÓN DEL ATOMIZADOR, A VELOCIDAD DEAIRE CONSTANTE. TEMPERATURAS DE ENTRADA MÁS ALTASAUMENTAN EL RENDIMIENTO TÉRMICO DE LA OPERACIÓN DE SECADOEN ALGUNOS CASOS AL AUMENTAR LA TEMPERATURA SE PRODUCEUNA REDUCCIÓN DE LA DENSIDAD, COMO CONSECUENCIA DELAUMENTO DE LA VELOCIDAD DE EVAPORACIÓN, Y LOS PRODUCTOSSON MÁS POROSOS O MÁS FRAGMENTADOS.TEMPERATURA DE SALIDAPARA UN CONTENIDO EN HUMEDAD FIJADO Y CON UN DISEÑO DEATOMIZADOR, LA TEMPERATURA DE SALIDA DEBE MANTENERSE EN UNINTERVALO ESTRECHO CON OBJETO DE CONSERVAR ELEMPAQUETAMIENTO DE LOS GRÁNULOS Y LAS CARACTERÍSTICAS DEFLUIDEZUN AUMENTO DE LA TEMPERATURA DE SALIDA DISMINUYE EL CONTENIDODE HUMEDAD PARA UN CAUDAL DE AIRE Y DE COMBUSTIBLECONSTANTES.PREPARACIÓN DE LAS PASTAS CERÁMICASLA IMPLANTACIÓN DEL PROCESO DE SECADO POR ATOMIZACIÓN PARALA OBTENCIÓN DE LA MATERIA PRIMA DEL SOPORTE (POLVOATOMIZADO), CONLLEVA UNAS IMPORTANTES VENTAJAS QUEFAVORECEN EL DESARROLLO DE LAS POSTERIORES ETAPAS DELPROCESO DE FABRICACIÓNUNA DE LAS VENTAJAS MÁS IMPORTANTES ES LA OBTENCIÓN DEGRÁNULOS MÁS O MENOS ESFÉRICOS, HUECOS EN SU INTERIOR Y MUYUNIFORMES, LO QUE CONFIERE AL POLVO ATOMIZADO UNA ELEVADAFLUIDEZ, FACILITANDO LAS OPERACIONES DE LLENADO DE LOS MOLDESDE LAS PRENSAS Y PRENSADO DE PIEZAS DE GRAN FORMATOOTRAS VENTAJAS A DESTACAR SON LA CONSECUCIÓN DE DOSOPERACIONES, SECADO Y GRANULACIÓN, A LA VEZ Y CON EL MISMOEQUIPO. ADEMÁS CABE DESTACAR EL CARÁCTER CONTINUO DELPROCESO, POR LO QUE PUEDE SER AUTOMATIZADO.EN CUANTO AL COSTE ENERGÉTICO DE ESTE PROCESO DE SECADO ESMUY ELEVADO PERO SE CONSIGUE AUMENTAR LA RENTABILIDAD DELMISMO, POR EL APROVECHAMIENTO DEL CALOR DE LOS GASES YGENERACIÓN DE ELECTRICIDAD MEDIANTE LA IMPLANTACIÓN DETURBINAS DE COGENERACIÓN.
PREPARACIÓN DE LAS PASTAS CERÁMICASMorfología del polvo obtenido por pulverización –secado