
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
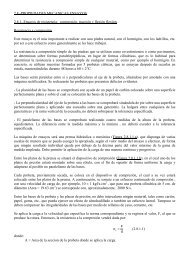
Los elementos esenciales de una unidad de inyección son: la tolva de alimentación, el sistema dedosificación, plastificación e inyección y la unidad de moldeo - desmoldeo.La tolva de alimentación se conecta mediante un conducto al cilindro donde tiene lugar la plastificación.Para evitar atascos, por reblandecimiento prematuro del material, debe ir refrigerado. A veces seaprovecha este conducto y la propia tolva para completar el secado de la resina que se está utilizando.El sistema de dosificación, plastificación e inyección admite la cantidad necesaria de resina, lareblandece o funde y la inyecta en el molde a través de una boquilla que, al adaptarse a presión albebedero del molde, abre una válvula de descarga dispuesta en su extremo. Al desacoplar la boquilla, laválvula se cierra automáticamente.En la actualidad casi todas las máquinas de inyección disponen de un pistón de dosificaciónplastificaciónen forma de husillo que, al girar cierto número de vueltas, realiza la carga del material,siendo obligado por éste a retroceder hasta una posición tope, previamente regulada, quedando elcilindro completamente lleno de material. La plastificación mediante husillo proporciona una fusión regulary homogénea, con poco riesgo de degradación térmica, y posibilita un llenado del molde apresiones más bajas, combinando el movimiento giratorio con su desplazamiento longitudinal. Elextremo libre del husillo dispone de un anillo que actúa como válvula de retención, impidiendo elretroceso del material a su través durante la inyección.El trabajo que realiza el husillo es el siguiente: Cuando termina la inyección anterior se queda en laposición más adelantada. Al empezar a girar, toma el material frío de la tolva y lo transporta hacia laparte delantera, al tiempo que lo calienta. Una vez que llega a la parte anterior, estando la válvula dedescarga cerrada, el husillo ejerce grandes esfuerzos de cortadura sobre el material, como ocurre en lasextrusoras, a la vez que retrocede y, cuando tiene acumulada suficiente cantidad para llenar el molde,deja de girar, quedando en espera. Al acoplarse la boquilla al bebedero, se abre la válvula de descarga yel husillo actúa ahora como émbolo, comprimiéndole y haciéndole fluir a través de la tobera, hastallenar el molde, transmitiendo al interior de éste toda la presión.La cámara del cilindro de plastificación-inyección va provista de un sistema de calentamiento medianteresistencias individuales que permiten una regulación de la temperatura de la pared por zonas ymantiene la resina plastificada entre inyección e inyección.Las unidades de moldeo constan de las dos partes del molde sujetas mediante piezas portamoldes yciertos mecanismos (generalmente hidráulicos) que tienen por misión su abertura y cierre. Estosmecanismos tienen que ser suficientemente robustos para resistir la presión del material en la etapa finalde la inyección, que puede superar los 50 MPa y llegar a los 200 Mpa.Las primeras máquinas de moldeo por inyección para la fabricación de plásticos se basaban en las máquinasempleadas para la fabricación de metales por fundición a presión. A partir de la década de los 50 sedesarrollaron máquinas especialmente diseñadas para la fabricación de polímeros, coincidiendo con unamayor demanda de este tipo de productos.Las principales ventajas del moldeo por inyección son:- El grado de automatización alcanzado con estas máquinas.- La posibilidad para fabricar productos plásticos con tolerancias muy pequeñas- Versatilidad para el moldeo de una amplia gama de productos, tanto en formas como en materiales plásticosdistintos.
Figura 1.1.- Máquina de moldeo por inyección.
Figura 2.2.1.- Moldeo por inyección. Máquina de tornillo reciproco.La secuencia de operación o ciclo de moldeo de una máquina de este tipo sería la siguiente (Figura 2.2.2) :(a).- E1 molde se cierra, y el tornillo (sin girar) se mueve hacia delante a lo largo del cilindro actuando comoun émbolo o pistón e inyecta el polímero fundido en el molde. La válvula se ha abierto y el tornillo fuerza elpaso del material fundido por la boquilla hacia el molde.El tornillo permanece adelantado , manteniendo la presión, hasta que el polímero fundido que ha estadoentrando en el molde. Esta etapa se denomina de ―retención‖, donde se mantiene la presión mientras el materialse enfría para evitar la contracción.En un determinado momento (idealmente cuando el material del orificio para inyección se ha solidificado)puede eliminarse la presión y el tornillo comienza nuevamente a girar, con la válvula cerrada, cogiendo nuevomaterial de la tolva de alimentación, que se calienta a lo largo de la máquina hasta fundir cuando alcanza laparte de adelante del tornillo. Como consecuencia de este nuevo volumen de material que estamos llevandohacia adelante se originan unas fuerzas de presión (el polímero fundido no puede salir) contrarias al sentido
de avance del tornillo cuando esté estaba funcionando como émbolo. El resultado de estas fuerzas de presiónes el empuje del tornillo hacia atrás hasta que se alcanza un límite.(b).- Cuando que se alcanza el volumen necesario de polímero fundido para llenar el molde y todas lascavidades de entrada, el tornillo deja de girar. Durante el período de retroceso del tornillo el polímero queestaba en el molde ha tenido tiempo de solidificar convenientemente, por lo que el molde se abre y el plásticosolidificado expulsado.(c).- El molde se cierra nuevamente y el tornillo hace de embolo volviendo a inyectar el polímero fundido enel molde.(d).- El tornillo permanece adelantado , manteniendo la presión hasta que material del orificio para inyecciónse ha solidificado y el tornillo comienza a girar y a retroceder, volviendo a repetirse el ciclo.Figura 2.2.2.- Ciclo típico de una máquina de inyección de tornillo reciproco.Si se representa el ciclo en un diagrama ―circular‖ (figura 2.2 .3) se ve que una gran parte del tiempo del ciclototal se debe al enfriamiento, en que se incluye el tiempo de retención. Como consecuencia, la rapidez deenfriamiento es un aspecto importante en la economía del moldeo por inyección.
Figura 2.2.3.- Ciclo de operación para producir piezas moldeadas por inyección.Tornillos.Son parecidos a los tornillos utilizados en la extrusión, con relaciones L/D variando entre 15 y 25, relacionesde compresión2.5 4.01y presiones de inyección de hasta 200 Mpa. La profundidad del canal del tornillodisminuye desde el extremo de alimentación hacia el extremo de salida para favorecer la compresión delmaterial que contiene. La camisa tiene calentadores de cincho que lo rodean. El calentamiento se debe enparte a los calentadores de la camisa y en parte a la disipación viscosa que ocurre conforme el polímerofundido se bombea a lo largo del tornillo.Una diferencia importante es la presencia de una válvula de retención (Figura 2.2.4) , de un solo sentido depaso, colocada en la cabeza del tornillo, que es necesaria para evitar que haya pérdidas de material por lasjuntas de los hilos del tornillo, cuando este actúa como émbolo. La válvula está cerrada mientras se inyectamaterial para evitar el flujo de retroceso del mismo después de pasar el hilo del tornillo, y está abierta cuandogira el tornillo para permitir la acumulación de la nueva carga. En la figura 2.2.4 se muestran estas posicionesde la válvula .Cuando el material es transportado hacia delante por la rotación del tornillo la válvula se abre como semuestra en la figura 2.2.4.b.Figura 2.2.4.- Válvula típica de retención.Se presenta una excepción cuando se esta trabajando con materiales sensibles al calor, como por ejemplo elPVC. En tales casos no existe válvula, debido a que daría lugar a zonas donde el material quedaría obstruido ypodría degradarse.
Parte cilíndrica o camisa.Muy parecida a la parte cilíndrica de la máquina de extrusión, con unas bandas eléctricas que calientan elmaterial y que se controlan usando termopares. El desarrollo más reciente es la introducción de camisas concámara de desaireación, lo que permite el moldeo de los materiales sin un secado previo.Canal salida o boquilla.La boquilla, que esta atornillada al final de la camisa, conecta las dos mitades de la máquina para dejar pasarel material fundido desde la etapa de plastificación hacia el molde. Por tanto, su función principal es la deconducir el polímero fundido desde la camisa hasta el interior del molde.Durante esta operación el polímero fundido se calienta por fricción y conducción (existe una banda decalentamiento exterior) antes de entrar en los canales del molde que se encuentran a temperatura ambiente.Para evitar una solidificación del fundido que queda en la boquilla, por transferencia de calor hacía el materialdel molde, una vez llenado el molde, se retira la boquilla cuando el tornillo comienza su movimiento haciaatrás.Existen dos tipos principales de canal de salida o boquilla (Figura 2.2.5):(a).- Boquilla abierta (Figura 2.2.5.a) , que es simple y se usa siempre que sea posible, ya que las posiblescaídas de presión se ven minimizadas y no se presentan zonas donde el fundido pueda estancarse ydescomponerse. Sin embargo, los materiales fundidos de baja viscosidad, como el nylon, presentan fugas eneste tipo de boquilla, lo que provoca contaminación y crea desperdicios, particularmente si el conjuntocamisa/boquilla se retrae desde el molde en cada ciclo.(b).- Boquilla con cierre , de la cual existen dos tipos principales.La figura 2.2.5.b muestra una boquilla de cierre, que se cierra mediante medios mecánicos externos simples.La placa A—A’ se desliza en la dirección que indica la flecha.Por su parte, la figura 2.2.5.b muestra una boquilla de cierre donde una válvula de aguja sobre la que actúa unmuelle evita que existan fugas o escapes de material. La válvula se abre cuando la presión del fundido excedede un determinado valor o alternativamente cuando la boquilla es presionada contra el molde.La mayoría de las boquillas de cierre tienen la desventaja de que pueden restringir el flujo de materialcausando estancamiento del mismo. Por esta razón, este tipo de boquillas no deben usarse con materialessensibles al calor, como es el caso del PVC.Figura 2.2.5.- Tipos de boquilla: (a) abierta (b) de interrupción mecánica simple (c) válvula de agua.Por lo común, las boquillas se calientan por medio de una banda calefactora, pero también se genera elcalentamiento viscoso, ya que en este punto el canal se estrecha y , por lo tanto, la velocidad de corte es másalta. Disminuye entonces la viscosidad , lo que a su vez, facilita la inyección. Por lo común, se evita que elpolímero solidifique en la boquilla después de la inyección y retención, y ésta será la situación que se crearíapor el contacto con el molde frío.
Con frecuencia, la boquilla no se mantiene en contacto, o se puede aislar térmicamente. El polímero quesolidificó en la boquilla tiene que volverse a fundir en la siguiente inyección, lo cual genera inconsistencias detemperatura y, por tanto, irregularidades del flujo en el material fundido conforme avanza hacia el molde.Esto, a su vez, provoca defectos del producto.Unidad de cierre. Apriete del molde.Es necesario mantener las dos partes del molde firmemente unidas y ajustadas durante la inyección por la altapresión que se produce en este proceso. Por ello, es necesario disponer de un sistema de apriete.Experimentalmente se ha comprobado que la presión de cierre del molde, entorno al área del molde que va asufrir la alta presión, está entorno a los 10-50 MPa, pero puede exceder de 140 MPa y muy bien pueden sernecesarios 200 MPa para evitar fugas en las superficies de acoplamiento del molde.La fuerza necesaria de cierre para una pieza moldeada determinada puede encontrarse a partir de su áreaproyectada. En el ejemplo de la figura 2.2.6, en la que se representa una tina de baño con un hoyo en el fondo,corno una maceta, se puede ver que el área proyectada incluye las paredes laterales angulosas o radiales, peroexcluye las aberturas:Área proyectada = (a x b) — (c x d).Figura 2.2.6.- Area proyectada de una tina de baño moldeada.La presión de inyección que se aplica sobre el área proyectada proporciona la fuerza de inyección y, por lotanto, la fuerza de cierre que se requiere para resistirla. Una manera de evaluar los tamaños de máquina es deacuerdo a la fuerza de cierre disponible; cuanto mayor sea la fuerza disponible, más grande es la máquina.Los dos sistemas de cierre más utilizados son:(a).- Sistema mecánico que amplifica la fuerza (Palanca) (Figura 2.2.7.a), se utiliza sobre todo cuando sebuscan presiones de cierre relativamente bajas (Fuerzas de apriete relativamente pequeñas) y se prefieren paramáquinas de alta velocidad .(b).- Sistema hidráulico (Figura 2.2.7.b), se utiliza cuando están en juego presiones de cierre más altas.Requiere menos mantenimiento que el otro sistema. Liquido hidráulico a presión se introduce por detrás de unpistón conectado a un plato de presión móvil de la máquina. La fuerza de apriete puede ajustarse de tal maneraque no se produzcan fugas del polímero fundido del moldeLas dos principales ventajas del sistema mecánico son: que es más económica la operación del pequeñocilindro hidráulico y que no es necesario mantener la presión hidráulica durante el ciclo de moldeo, ya que eldispositivo mecánico se autosujeta. Tiene las desventajas de que no existe indicación del valor de la fuerza deapriete y que las partes móviles adicionales aumentan los costes de mantenimiento.Las ventajas y limitaciones de cada uno de los dos sistemas de cierre se dan en la tabla 2.2.1.
Figura 2.2.6.- Sistemas de cierre. (a).-Tipo mecánico (b).- Tipo hidráulico
Tabla 2.2.1.- Ventajas y limitaciones de cada uno de los dos sistemas de cierre.Presión de inyección.La presión alta que se necesita para inyectar se debe a la alta viscosidad de los polímeros fundidos y se aplicapor medio de un tomillo mediante un sistema hidráulico, que para esa función no gira, La presión de línea delsistema es del orden de 7-14 MPa. El diámetro del cilindro hidráulico es de 10 a 15 veces el del tornillo, elcual eleva la presión hasta alcanzar la que se necesita para inyectar el material fundido viscoso.3.- Diseño del molde.El molde (Figura 3.1) consta de dos partes o placas que componen la forma que se quiere moldear y se sujetaa las placas de cierre, de la manera más simple, en dos mitades. La parte de la izquierda es fija y la de la derecha esmóvil. La exactitud del mecanizado es fundamental para prevenir la formación de una fina capa de plástico(flash) en las juntas que separan ambas partes del molde. Los tamaños de los moldes van desde los 5 mm dediámetro de los marcos portabolas del cojinete hasta los 4 m de los cascos de los barcos. Independientementedel tamaño de la pieza a fabricar, las partes del molde son las mismas para todas ellas.Placas de apoyo.Permiten integrar dentro de la estructura de la máquina el molde.Canales de enfriamiento.Canales de enfriamiento.Los moldes se suministran con canales de enfriamiento a través de los cuales pasa el agua. La temperatura delagua varía para los diversos productos. El agua muy fría da los tiempos de circulación más cortos, peroalgunas veces se requieren temperaturas más altas del molde, especialmente con polímeros cristalinos, con elfin de lograr las propiedades óptimas del producto terminado. Están calculados para controlar la temperaturadel molde con gran precisión en el rango comprendido entre 20-100 °C. Las condiciones típicas de trabajovienen dadas en la tabla 3.1.Pernos de expulsión.Sirven para separar la parte fija de la parte móvil permitiendo que quede liberada la pieza moldeada. Seaccionan mecánicamente por medio de un tornillo de resalto. Cuando se llena el molde se debe extraer al aireque se halla en él. Por lo común, esto pasa de manera espontánea gracias al espacio libre de los pernosexpulsores, pero algunas veces se abren pequeños orificios de ventilación, de unos 0.025 mm de diámetro,suficiente para que salga el aire y no permita la entrada de material fundido.
Si la ventilación es inadecuada, puede haber fallos en el proceso o en el producto. El caso más crítico es quequede atrapada una burbuja de aire, lo que provocaría un hoyo en la pieza moldeada. Un fallo más común esque el material se queme, debido a un escape rápido del aire. El aire puede escapar tan rápido que la temperaturase eleve lo suficiente como para degradar localmente el polímero y provocar quemaduras sobre la piezamoldeada.Tabla 3.1.- Condiciones del moldeo por inyección de termoplásticosPernos guía.Aseguran una perfecta alineación de la cavidad del molde con el resto de la estructura. Es decir, aseguran laexactitud del molde.Anillo de localización.Asegura la correcta alineación con el canal de salida (boquilla) de la máquina de inyección. El plásticofundido sigue el siguiente camino desde la máquina basta la cavidad de impresión de la pieza requerida:Boquilla Cavidad de entrada al molde (sprue) Canales Cavidad de entrada a la zona de impresión Zona de impresión (molde)Espiga (Sprue).Es el canal que une la cavidad del molde con la boquilla de la maquina y por el cuál el material entra almolde. Este canal está en la parte fija del molde, y sin embargo, el plástico que solidifica en su interior ha desalir cuando se desmoldea. Para que esto se lleve a cabo perfectamente esta cavidad incorpora una clavija desujección en su parte final que 'corta" el plástico para que deslice más fácilmente. Debido al desgaste al queesta sometido este canal, se hacen reemplazables y de fácil colocación.
Figura 3.1.- Detalles del molde de inyección de dos placas. Molde cerrado y abierto.
Figura 3.1.- Detalles del molde de inyección de dos placas.
Orificio para la inyección del material o compuerta (Gate).Es un orificio estrecho por el cual el plástico fundido entra en la cavidad del molde (Figura 3.2) y que permiteuna fácil separación de la zona de impresión y los canales de colada al molde (Bebederos). Como suele ser loque primero enfría actúa como una válvula que evita que el material del interior de la zona de impresión seasuccionado hacia afuera durante el movimiento de retorno del tornillo en la máquina.Figura 3.2.- Orificio para la inyección del material convencionalEl estrechamiento en la compuerta tiene tres funciones:1.- Permite solidificación rápida del polímero cuando concluye la inyección. Esto aísla la cavidad y permite laextracción de la espiga.2.- La sección sólida, estrecha y delgada permite separar fácilmente la espiga de la pieza moldeada después desacarla del molde, eliminando en la mayoría de los casos la necesidad de desbastar en el acabado.3.- Incrementa la velocidad de corte conforme fluye el material fundido y, en consecuencia, disminuye laviscosidad para llenar mejor y más rápido moldes con formas complejas.Se usan varios tipos de diseño de compuertas con fines diferentes. En la figura 3.3 se ilustran algunos de usocomún. A continuación se describen algunas de las características de las diversas compuertas.1.- Compuertas de canal de alimentación.Son las más simples. La alimentación desde el canal a una sola cavidad es directa.2.- Compuertas de aguja.Estas se llenan desde los bebederos. Por lo común se usan en moldes de tres placas. La pequeña cicatriz quedejan es fácil de borrar en el acabado. La sección estrecha da una velocidad de corte muy alta, baja viscosidady permite que se llenen fácilmente las secciones delgadas del molde.
Figura 3.3.- Tipos de orificios de entrada o compuertas a la zona de impresión.
3.- Compuertas laterales.Es el tipo común de compuerta que se usa para moldes de multiimpresión. Alimentan por las partes lateralesdel molde. Los moldes de impresión múltiple deben utilizar ―bebederos balanceados‖ para tener distribuciónuniforme a través del sistema. Los bebederos no balanceados pueden dar lugar a piezas moldeadas de calidaddesigual debido a que la presión y, en consecuencia, el flujo, no son iguales en sitios cercanos al canal dealimentación yen los que se hallan alejados (figura 3.4).Figura 3.4.- Bebederos: (a).- balanceados (b).- no balanceados.4.- Compuertas anulares.Estas se usan en moldes de impresión múltiple para fabricar piezas moldeadas huecas porque conducen elflujo alrededor de un núcleo central.5.- Diafragma.Es similar a la compuerta anular pero se surte directamente desde el canal de alimentación para elaborarimpresiones simples.6.- Compuertas de abanico.Las compuertas de abanico hacen que se disperse el material fundido a manera de un abanico para cubrir bienáreas grandes;7.- Compuertas de película.También se conocen como compuertas de ―borde‖ o de ―flash‖, dan una distribución uniforme del espesor enpiezas moldeadas planas delgadas. Se usan mucho más para productos transparentes como las lentes depolicarbonato que se utilizan en dispositivos de medición, en donde un flujo uniforme evita la formación deondulaciones.8.- Compuertas de lengüeta.La lengüeta elimina ―los chorros‖ en grandes áreas planas por rompimiento del flujo y que lo vuelventurbulento conforme entra en la cavidad. La formación de chorros provoca líneas de flujo de mal aspecto,especialmente en materiales transparentes.
La compuerta debe posicionarse de tal modo que se genere un flujo de fundido uniforme en la impresión, loque causa un llenado del molde también uniforme de forma que los frentes de fundido que avanzan alcanzanlos extremos de la impresión al mismo tiempo. Un ejemplo de posición correcta e incorrecta de la compuertase muestra en la figura 3.5. La compuerta correcta para este producto en forma de copa es la compuerta deespiga, con la que la sección cilíndrica se rellena de una manera balanceada sin dar lugar a la formación deuna línea de soldadura.La compuerta lateral es incorrecta ya que se forma una línea de soldadura, que puede ser fuente de un malfuncionamiento desde el punto de vista mecánico y además es un defecto visual.Figura 3.5.- Compuerta correcta ( en espiga) e incorrecta (lateral) para un producto en forma de copa.Canales de colada o bebederos (runners).Son los canales que conectan la espiga (sprue) con la compuerta (gate) con el objeto de transferir el plasticofundido a las cavidades del molde.Usados en los moldes con varias zonas de impresión para conectar elprimer canal de entrada al molde (sprue) con las diferentes zonas de impresión. Su geometría ideal responde aformas con grandes secciones transversales (para que fluya bien el polímero fundido), pero con pequeñasáreas superficiales (para reducir las posibilidades de un enfriamiento prematuro. E1 tamaño de los canalesdepende del material que se está moldeando. Además deben de ser lo más cortos que sea posible, con el fin dereducir pérdidas de presión innecesarias.En la figura 3.5 se puede ver la situación de los canales de colada o bebederosFigura 3.5.- Situación de los canales de colada o bebedros.
4.- Otros tipos de moldes.4.1.- Molde de tres placas.Este tipo de molde se usa cuando se desea tener un sistema de canales de colada en un plano diferente delplano de unión de las placas del molde. Este podría ser el caso de un molde con varias cavidades, en el cual esdeseable tener una alimentación central para cada una de ellas (Figura 4.1.1) En este tipo de molde laseparación de la compuerta se realiza de forma automática y el sistema de espiga y bebederos son expulsadosseparadamente.Figura 4.1.1.-Molde de tres placas. (a).- Molde cerrado y (b).- abierto.
4.2.- Moldes con canales de colada calentados.El bebedero y los canales de colada forman parte del molde, pero no del producto final. Desafortunadamente,no es económicamente viable descartarlos de tal modo que reciclarlos previa molienda. Esto es caro y puedeintroducir contaminación en el material, por lo cuál cualquier sistema que evite su acumulación es atractivo.Con tal fin se ha desarrollado un sistema, que es una extensión lógica del molde de tres placas. Se sitúan en elmolde, convenientemente, zonas de calentamiento y aislamiento para mantener al plástico en los canales decolada a la temperatura de inyección. Durante cada ciclo se extrae la pieza, pero el fundido en los canales decolada se retiene y se inyecta en la cavidad durante la siguiente de entrada de material. Un diseño típico deeste tipo de molde puede verse en la figura 4.2.1.Este sistema solo trabaja mientras que el material en los canales de colada permanece fundido, ya que sisolidifica debe ser desmantelado para eliminar los canales de colada.Figura 4.2.1.- Diseño típico de un molde con canales de colada calentados.Ventajas adicionales de este tipo de moldes son las siguientes:(i).- Eliminación de recortes (Trimming)(ii).- Posibilidad de ciclos de moldeo más rápidos ya que el sistema de canales de colada no solidificaTambién tiene desventajas:(i).- Molde más complejo que el convencional y, por tanto, más caro.(ii).- Muchas zonas donde el material puede quedar atrapado, esto da lugar a problemas durante cambios decolor o de tipo de material debido a la dificultad de eliminar todo el material anterior.
4.3.- Molde con canales de colada enfriados (Figura 4.3.1).Es similar al molde con canales de colada calentados, pero en este caso en lugar de tener zonas calentadas, seusan canales de colada de mayor diámetro ( 13 – 25 mm). Esto hace que se forma una película de materialsolidificado en la superficie interior del canal de colada, la cual aísla al material del núcleo central del canal decolada que permanece fundido. Este se retiene y se inyecta en la cavidad durante la siguiente de entrada dematerial.Si un retraso indebido causa la solidificación total del material en el canal de colada, este puede ser extraído ycuando se vuelva a reestablecer el ciclo de moldeo se vuelve a forma la película aislante.La principal desventaja de este tipo de sistema es que no es apropiado para polímeros o pigmentos que tenganuna baja estabilidad térmica o una viscosidad elevada, pues una parte del material puede permanecer en unestado semi-fundido en el canal de colada durante largos períodos de tiempo.Un desarrollo reciente del principio de canal de colada aislado es el sistema de distibución de tubos. Estesupera la posibilidad de solidificación del material insertando tubos calentados en los canales de colada. Sinembargo, este sistema todavía cuenta con una gruesa capa de polímero en la pared del canal de colada quehace de aislamiento y, por tanto, no es adecuado para materiales sensibles al calor.Ambos sistemas cuentan con un cartucho calentador en la zona del orificio por donde se inyecta el material(gate) para prevenir su solidificación prematura.Figura 4.3.1.- Diseño típico de canales de colada aislados y distribuidos.5.- Control de presión , temperatura y tiempo.La calidad de los productos obtenidos en el moldeo por inyección incluye propiedades mecánicas, calidad dela superficie, dimensiones y densidad. Para obtener una calidad aceptable y reproducible, es esencial mantenerel proceso de moldeo bajo un control preciso y así las máquinas modernas están controladas por medio demicroprocesadores.Las entradas al sistema de control son :- Temperaturas en la camisa, boquilla y molde medidas mediante termopares.- Presión del liquido hidráulico que actúa sobre el brazo del émbolo (Figura 5.1) .- Presión del polímero en el molde (Figura 5.1) .- Posición y velocidad del brazo del émbolo mediante un sensor tipo potenciómetro (Figura 5.1) .
Figura 5.1.- Control multi – paramétrico en el moldeo por inyección.Los datos anteriores deben ser usados para optimizar el ciclo y obtener la calidad requerida en el tiempo deciclo mas corto posible. Durante el proceso productivo los parámetros óptimos determinados deben derepetirse de ciclo en ciclo de la forma más precisa que sea posible.Se ha encontrado conveniente controlar las acciones dominantes en la inyección, llenado del molde ycompactación (empaquetamiento), de dos maneras alternativas :(I).- (1) y (2.1)Alternativa (I).(II).- (1) y (2.b).(1).- Moviendo el brazo hacia delante a una secuencia de velocidades, altas al principio y bajas al final cuandola etapa de llenado del molde está próxima al final (Figura 5.2) .(2.a).- Cambiando al control de la presión del brazo para la etapa de compactación (Figura 5.2) .
Figura 5.2.- Presión que actúa sobre el brazo en función del tiempo durante el llenado del molde y lacompactación : secuencia de control (1) y (2.a).Una vez que el molde esta lleno, el brazo detiene su movimiento y es de menor importancia para el control delempaquetamiento. Otra razón para controlar la velocidad durante el llenado del molde se basa en que lavelocidad influye sobre el acabado superficial, la contracción y la anisotropía.En la etapa (1) los datos son suministrados por el sensor de posición del brazo y el parámetro corrector es lapresión hidráulica del brazo. Para la etapa (2) los datos son suministrados por el sensor de presión del brazo yel parámetro corrector es el mismo.La presión de compactación constante (Figura 5.2) se aplica durante un determinado tiempo y luego su valorse disminuye hasta el valor de la presión de mantenimiento hasta que la compuerta solidifica.Después del tiempo de permanencia a la presión de mantenimiento, el tornillo gira en sentido contrario.Durante esta fase, y con el fin de lograr una viscosidad consistente del fundido , la presión de retroceso semantiene en un valor bajo y constante. Cuando el tornillo gira a una velocidad fija, la presión de retrocesoafecta al par torsor y , por tanto, al trabajo realizado y a la temperatura del fundido, que aumenta si lo hace lapresión de retroceso.Alternativa (II).La presión sobre el brazo gobierna la presión en la cavidad, pero está claro que debido al estrechamiento deltornillo en la camisa, etc. , la medida de la presión en la cavidad debería de ser un parámetro del control másdirecto. Esto proporciona un modo alternativo a (2.a). El brazo se mueve hacia delante a una velocidadcontrolada (1) hasta que se completa el llenado del molde y entonces para la compactación :(1).- Moviendo el brazo hacia delante a una secuencia de velocidades, altas al principio y bajas al finalcuando la etapa de llenado del molde está próxima al final (Figura 5.2) .(2.b).- el microprocesador cambia al sensor de la presión en la cavidad (Figura 5.3) .El control se logra comparando la presión en la cavidad con la del punto de consigna. Si existe diferencia elcontrolador aumentará o disminuirá la presión (ver figura 5.3) en el ciclo siguiente. El parámetro corrector esla presión hidráulica en el brazo.
Figura 5.3.- Posición del brazo y presión en el molde en función del tiempo durante el llenado delmolde y la compactación : secuencia de control (1) y (2.a).Un control aparte se ejerce sobre el volumen de fundido que permanece en el frente del tornillo después de lainyección (ver figura 5.1), el cual afecta a la presión transmitida desde el sistema (brazo hidráulico y brazo) ala cavidad durante la compactación . Dicho volumen lo mide el sensor de posición del brazo y si , porejemplo, es bajo el tornillo se retira más adelantado durante la fase de rotación del ciclo siguiente.La temperatura del molde controla el grado de tensiones residuales en la pieza y en los polímeros cristalinos elgrado de cristalinidad. Ambos parámetros afectan a las propiedades mecánicas y , en particular, a laresistencia. Temperaturas típicas en el molde se dan en la tabla 6.1. La temperatura óptima en el molde es uncompromiso entre la exigencia de bajar el tiempo total del ciclo, que implica bajar la temperatura del molde yla exigencia de mejorar las propiedades mecánicas, que implica aumentar la temperatura del molde.Tabla 6.1.- El líquido en la camisa es empujado a través de la boquilla (camisa ) hacia el molde, que se mantiene a la temperaturaT BT MOLDEtemperatura de laSegún se desprende de la tabla 6.1 la temperaturas en el molde para el nylon 6.6 está entre 60 y 90 ºC, que sesitúan en la región y por encima de la temperatura de transición vítrea (50 º). La relajación de tensiones adichas temperaturas (entre 60 y 90 ºC) progresa más rápidamente que a temperaturas más bajas, por ejemplo,de 20 a 30 ºC.Las macromoléculas durante su paso en estado fundido por el tornillo y la boquilla se encuentran sometidas aimportantes tensiones de corte y elongacionales, por lo debe permitirse la relajación de tensiones a un nivelaceptable en el interior del molde.La temperatura del molde se controla pasando fluidos de temperatura controlada a través de agujerosinterconectados existentes en el molde. Es función del fluido termostático eliminar calor tan rápido como seaposible del molde y transferirlo al sistema de enfriamiento. Los requerimientos son:- Lograr una distribución de la temperatura lo más uniforme que sea posible para llegar a la uniformidad en elproducto moldeado.- Eliminar el calor de la cavidad del molde de modo uniforme, con el fin de evitar alabeos.- Eliminar el calor rápidamente de modo que se puedan conseguir ciclos de menor duración.
6.- Variantes del proceso de moldeo por inyección.6.1.- Moldeo tipo sandwich .Uno de los métodos para mejorar la rigidez estructural de los componentes plásticos es producir, paneles tiposandwich. Existen dos posibilidades, bien utilizando un sistema con un solo polímero para producir unaespuma estructural , o bien combinando dos sistemas de polímeros pasa formar una capa superficial y unnúcleo (sándwich).Las espumas estructurales se producen mediante dispersión de un gas inerte directamente a través delpolímero fundido antes de pasarlo al molde. Esto se consigue añadiendo un agente químico espumante, quelibere el gas cuando esté se caliente, o inyectándole gas directamente (Usualmente nitrógeno). Cuando lamezcla comprimida de gas/polímero se inyecta rápidamente en el molde, el gas se expande y fuerza almaterial a ir hacia todas las partes de molde.En ambos casos el polímero fundido va a enfriar contra las paredes del molde antes de que el gas se dispersetotalmente con lo que el producto resultante del moldeo va a tener una capa superficial densa y un corazónporoso. Las ventajas de este método son:(i).- Para un determinado peso los paneles sándwich son más rígidos que los sólidos.(ii).- Casi están completamente libres de efectos de orientación y la contracción es uniforme.(iii).- Se pueden realizar secciones de espesor elevado sin que aparezcan depresiones superficiales.Las espumas estructurales pueden fabricarse, con buenos resultados, usando las máquinas de inyecciónnormales (Figura 6.1.1.a). Sin embargo, las limitaciones de la cantidad de alimentación en cada ciclo, lavelocidad de inyección y el área de las placas impuestas por las máquinas convencionales impiden realizar laposibilidad, que tienen las espumas estructurales, de producir piezas de gran tamaño. Por ello, se handesarrollado máquinas especiales para la fabricación de piezas de mas de 50 kg (Figura 6.1.1.b).Figura 6.1.1.- Maquinas de inyección para la fabricación de espumas estructurales.
Las secciones de las paredes en el moldeo de espumas estructurales tienen mayor espesor que el caso normal,esto unido a que la conductividad térmica de la espuma es más baja, hace que el tiempo del ciclo de moldeosea mayor. En contraste, las presiones de inyección son menores. Esto significa que las fuerzas de apriete sonmás pequeñas y los moldes serán más baratos debido a que para su fabricación se pueden usar materiales demenor resistencia.Los paneles tipo sandwich formados por dos sistemas de polímeros distintos (o dos formas distintas delmismo polímero) solo pueden ser producidos usando maquinaria muy especializada (Figura 6.1.2).Como la parte importante del sándwich es la piel exterior, para esta se usa un material de altas características(caro) y para el núcleo central un de bajo coste o reciclado.En primer lugar, se inyecta el volumen de polímero que se necesita para formar las capas superficiales (piel),quedando parcialmente lleno el molde. El polímero que constituye el núcleo es inyectado a continuación yfluye en régimen laminar por el interior del molde, hasta que se llena la cavidad como muestra la figura6.1.2.c.Finalmente la válvula de la boquilla gira de tal modo que se inyecta de nuevo el material que constituye lacapa superficial para limpiar la cavidad de entrada al molde de material del núcleo y quedar así el moldepreparado para la siguiente pieza.(a)(b)(c)(d)Figura 6.1.2.- Etapas de proceso de moldeo de por inyección de una estructura tipo sándwichPara conseguir un óptimo rendimiento con un coste relativamente pequeño, el material que constituye la capasuperficial es normalmente un polímero de alta calidad, mientras que el polímero que constituye el núcleo esnormalmente un plástico barato (que puede estar espumado o no). Sin embargo, para algunas aplicaciones elmaterial del núcleo resulta critico. Esto se presenta en piezas para ordenadores, equipos electrónicas y algunaspartes de los automóviles. Es estas aplicaciones hay una demanda creciente de tapas y cajas que contenganun relleno conductivo, que es caro, para satisfacer los requerimientos protección de interferenciaelectromagnéticas (EMI).
6.2.- Moldeado por inyección con gas (RIM).Los materiales huecos pueden ofrecer ventajas similares a los de los paneles tipo sandwich en el sentido deque se mejora la rigidez estructural y se reduce peso. Sin embargo, hasta hace poco tiempo la producción demateriales huecos solo era posible utilizando diseños muy complicados en los moldes y utilizando en elnúcleo materiales fusibles o 'renovables". El moldeado por inyección con gas (figura 6.2.1) ofrece unaalternativa.Moldear por inyección química y su modificación que usa refuerzo (RRIM, Reinforced Reaction InjectionMoulding), difieren del moldeo compacto por inyección común en que se usan resinas líquidas reactivas envez de un polímero fundido. No hay extrusor, sino un sistema de almacenamiento y suministro de las resinasreactivas. Por lo común, hay dos componentes que reaccionan químicamente en forma espontánea cuando semezclan. Estos se dosifican y se mezclan justo antes de inyectarlos en el molde (Figura 6.2.1).Por lo común, el sistema químico es de poliuretano, aunque actualmente se investigan algunos otros, lospoliuretanos y sistemas relacionados como las poliureas dan buenos resultados cuando se usan en el proceso yse adaptan muy bien entre ellos por lo que se pueden hacer variaciones para lograr objetivos diferentes.El procedimiento del moldeo por inyección con reacción se efectúa a temperaturas bajas y las presiones deinyección son bajas debido a los reactantes tienen una viscosidad baja. Nominalmente se requiere mantenercalientes, a 60 ó 90 0 C, los sistemas de almacenamiento y circulación. La circulación es continua y con ello semantienen homogéneos los componentes. Cuando se requiere una carga, se abre una válvula de pistón queadmite cantidades precisas de los dos componentes.Figura 6.2.1.- Moldeo por inyección con reacción química.Hay dos posibilidades para mezclar; en los sistemas de baja presión (se usan, por ejemplo, para elaborar suelasde zapato) un tornillo de alta velocidad (15000 rpm) mezcla las corrientes antes de la inyección. En lossistemas de alta presión todo el sistema de circulación está a alta presión y la mezcla se produce debido alchoque de las dos corrientes.
En los dos sistemas se usa un poco de espuma de expansión. Algunos productos son espumas flexibles, perootros se expanden muy poco, un <strong>11</strong>0%, lo cual permite que la expansión llene el molde. Se trabaja con pocafuerza de apriete del molde y se puede hacer moldes baratos, con materiales diferentes del acero. Así, en laobtención de partes para carrocería de automóvil en moldeo reforzado por inyección con reacción seprodujeron partes planas de gran tamaño que pesaban 5 kg y se necesitaba una fuerza de apriete de 50toneladas. En la tabla 6.2.1 hay una comparación de esta fuerza con otras que se requieren en otros procesos .En general, la baja temperatura de trabajo y la ausencia del costoso extrusor, que se acopla con la prensa debajo peso que se requiere, significa que la planta de moldeo por inyección con reacción cuesta menos que lasplantas de moldeo compacto por inyección, el moldeo por espuma estructural y el moldeo por emparedado(Sándwich).Son los sistemas de alta presión que se crearon en años recientes para producir partes de automóvil; el interésinicial se hallaba en las partes que absorben los choques en las defensas, pero recientemente se volvieronimportantes los paneles de la carrocería y las molduras de carátulas de instrumentos internos. Al principiohubo dos desventajas: las molduras eran muy diferentes en su expansión térmica de las partes de acero a lascuales se adherían y no podían tolerar, sin colgarse, las temperaturas a las que se horneaba la pintura. Elrefuerzo con fibras de vidrio cortas (2 mm) proporcionó una mejora útil en ambas propiedades y el proceso demoldeo por inyección con reacción y refuerzo ganó importancia en el campo de los paneles de carrocería.Tabla 6.2.1.- Comparación entre las fuerzas de apriete de diferentes procesos.En la figura 6.2.2 puede verse la fabricación por moldeo con inyección de gas de una manilla de un automóvil.Figura 6.2.2.- Moldeo con inyección de gas de una manilla de un automóvil.
El proceso comienza con la inyección del volumen deseado de polímero en el interior del molde. Acontinuación una cantidad predeterminada de gas se inyecta y a medida que la parte exterior del producto seenfría por contacto con las paredes del molde el gas fluye a través de la región central (menos viscosa).Cuando el producto ha enfriado totalmente en el molde, se abre esté y el gas que ha quedado retenido en elnúcleo de la pieza se abre camino quedando hecho un producto hueco.6.3.- SCORIM: Shear Controlled Orientation in lnjection Moulding.El proceso de moldeo por inyección convencional puede dar lugar a la formación de líneas de ―soldadura‖donde convergen los dos frentes de avance del polímero fundido. Estas áreas son especialmente frágiles y hande evitarse en la medida de lo posible.Una solución que ha sido desarrollada en los últimos años es el proceso SCORIM (figura 6.3.1). Este procesolleva consigo el uso de pulsos de presión a través de numerosas cavidades de entrada que hacen que semantenga en circulación el polímero fundido una vez que el molde está lleno. Esto se consigue con el uso depistones hidráulicos al comienzo de cada canal de salida de la máquina, estos son accionados alternativamentepara conseguir mover el polímero fundido dentro del molde. Después de transcurrido un tiempopredeterminado, los dos pistones se usan para proporcionar presión adicional de empuje.Este proceso proporciona las siguientes ventajas :- Se eliminan las líneas de soldadura y, por tanto, las discontinuidades mecánicas.- Reduce la posibilidad de la presencia de depresiones superficiales debidas a un enfriamiento diferencial.- Se produce una orientación de la estructura molecular o para productos reforzados con fibras unalineamiento de las fibras, con lo que se mejoran las propiedades mecánicas.El principal inconveniente de esta técnica es el incremento de coste de la máquina de inyección y el aumentode la complejidad del sistema de control del proceso. Sin embargo, lo anterior puede ser compensado por unamayor calidad de los productos obtenidos, en particular para los de gran volumen y/o de alta calidad (altasprestaciones). Esta tecnología está disponible bajo licencia de la empresa Cinpres Ltd.Figura 6.3.1.- Representación esquemática del proceso SCORIM.
7.- Cálculos de llenado en el moldeo por inyección.7.1.- Presiones de llenado.Se trata de calcular la mínima presión a la entrada (Gate) para llenar una determinada cavidad, lo que esequivalente a la caída de presión desde la entrada hasta el punto más alejado del molde. En el siguienteanálisis se considera que el material no se enfría durante el llenado y que es un fluido newtoniano (aunquetambién pueden desarrollarse expresiones para fluidos no newtonianos).Cavidad rectangular (Profundidad h).Cavidad circular.P min = Caída de presión P =12aLQ3ThEsta es una situación de flujo desde el centro de radio nominal R 1 hasta la pared exterior de radio . Para unelemento situado en el radio r, como se muestra en la figura 6.1.2, el flujo puede considerarse como elcorrespondiente al paso a través de un canal rectangular con las siguientes dimensiones :Anchura T = 2r , Altura h , Longitud L = drLa caída de presión a través del elemento anterior viene dada por :y la caída total desde R 1 hasta R 1 :e integrando :P P min =R212aQdr =32rhR16Q12aQ32hR2P ln3 h R<strong>11</strong>2dP aQdr32rhR2R1drrAunque, en general, la presión mínima requerida para llenar el molde puede calcularse, tal presión nunca essuficiente para producir piezas de buena calidad. Por tanto, se requiere una presión adicional para lacompactación del material en el molde y para compensar la contracción que ocurre durante el enfriamiento.Así, cuando el polímero se contrae la denominada presión de sostenimiento ― hold-on‖ fuerza la entrada demás material en el molde. Son típicas presiones de hasta el doble de la mínima calculada.
7.2.- Fuerzas de apriete.Para prevenir la abertura del molde durante la inyección y mantenerlo cerrado debe aplicarse la suficientefuerza de apriete, la cual puede calcularse si se conoce la distribución de presión dentro de la cavidad. Así, sepreviene el escape del molde de una película de plástico a través de la superficie de unión de las placas delmolde.La experiencia práctica sugiere que la presión de apriete sobre el área proyectada del molde debe estarcomprendida entre 10 y 50MN2mLa fuerza de apriete puede estimarse como sigue:Cavidad rectangular., dependiendo de factores tales como: forma, espesor y tipo de material.La fuerza requerida para apretar el elemento del molde de longitud dx es el producto de la presión por el áreadel elemento :F PxA PTdxx(7.2.1)y la fuerza total :F =L PTdxx(7.2.2)0Para una presión a la entrada P G y asumiendo una distribución de presión lineal :Por tanto,P x =F = TL0 x PxP L x PxP L dx = T L P PLG 2 = TL P PG 2 (7.2.3)(7.2.4)En otras palabras : Fuerza de apriete : Presión media x Área proyectadaPara la mínima presión en el orificio de inyección del material (gate): P G = P min y, por tanto,fuerza de apriete es:Cavidad circular.F = TLPmin2P = P min , y la(7.2.5)La fuerza en la corona circular sombreada viene dada por:e integrando a todo el disco:dF = P r 2rdrF = 20RPrrdr(7.2.6)Para poder realizar la integral es necesario conocer P r en función de r. Estudios experimentales han sugeridoun relación empírica de la forma:donde:P r = P r 0 1 Rm(7.2.7)P 0 = Presión en el orificio de inyección del material en el molde.m = Constante cuyo valor, usualmente, esta comprendido entre 0.3 y 0.75. Se puede mostrar que m =1 – n donde n es el índice de la ley potencial.
Sustituyendo (7.2.6) en (7.2.5) se obtiene:e integrando:F = 20R r P01 RF = R 2 P 0mmm 2rdr(7.2.8)Esta simple expresión, puede usarse para formas más complejas pero cuya área proyectada puede seraproximada por un círculo.Para un determinado material la relaciónmm 2siendo dependiente de la temperatura y, en menor medida, de la presión.puede estimarse a partir de las curvas de flujo del material,7.3.- Tiempos de llenado del molde.El tiempo de llenado del molde puede calcularse mediante :Para un molde con cavidad rectangular:tfVolumen..totalCaudal..volumetricoPara un molde con cavidad circularttffTLhQ2 2 h( R2 R1)Q7.4.- Tiempo de enfriamiento.En la figura 7.4.1 puede la variación de presión y temperatura durante un ciclo del proceso de moldeo porinyección. El tiempo de duración de un ciclo, que suele estar comprendido entre 10 – 30 segundos, es iguala:t t t t(7.4.1)CICLO CIERRE LLENADO ENFRIAMIENTO EYECCIONComo de desprende de la figura 7.4.1, el tiempo de enfriamiento es el que domina el tiempo del ciclo, engeneral más de los 2/3.El tiempo de cierre – llenado (Inyección) se determina mediante la expresión:donde:Pj Potencia de inyección (W)tINYECCION2VpS j (7.4.2)Pjpj = Presión recomendada de inyección (N/m 2 )3VS= Volumen requerido m
Figura 7.4.1.- Variación de presión y temperatura durante un ciclo del proceso de moldeo por inyección.El tiempo de enfriamiento mínimo viene dado por la expresión:donde: h = La mitad del espesor máximo (m).= Difusividad térmica (m/s)T Temperatura de la pared del molde (º C)TTWME Temperatura del plástico fundido (ºC) Temperatura deyección (ºC)tENFRIAMIENTO.. MINIMO22h 4 TM TW Ln TETW(7.4.3)En la tabla 7.4.1 se dan datos para el proceso de moldeo por inyección de diversos polímeros.Tabla 7.4.1.- Datos para el proceso de moldeo por inyección de diversos polímeros.
8.- Algunos aspectos de la calidad del producto.8.1.-Fundamentos de la respuesta del material.Puede considerarse al procedimiento de moldeo por inyección como una trilogía cuyos componentes son• la unidad de inyección• el molde• el polímeroSe trata de estudiar el comportamiento del material durante su tratamiento y sus efectos sobre la calidad delproducto.Los principales parámetros de control del proceso son:• la temperatura del material fundido• la temperatura del molde• la presión de inyección y la presión de retención• la velocidad de inyección• la distribución del tiempo para las diversas partes del ciclo del proceso.Se evitan algunas dificultades mediante un buen diseño del producto y del molde en primer lugar, y convieneentonces considerar algunos de estos antes de pasar a estudiar los efectos de los factores de control delproceso.8.2.- Aspectos de diseño.Entre los problemas de calidad que pueden reducirse con frecuencia por medio del diseño se pueden enumerarlos siguientes:a).-Líneas de soldadura.• líneas de soldadura• marcas de hundimientos y huecos• concentraciones de esfuerzos en esquinas que conducen a la falla del producto en servicio• selección del material más conveniente para el producto.Estas se forman donde se encuentran los flujos de polímeros y algunas veces pueden evitarse; por ejemplo, lapieza moldeada con forma de tina de baño de la figura 3.1 tiene líneas de soldadura, mientras la del molde detres placas de la figura 4.1.1 no las presenta. Si son inevitables las soldaduras, por lo común se pueden movera una posición en donde sean poco importantes gracias al control de la posición de la compuerta.Una vez que el diseño reduce el problema, puede aplicarse el control del proceso para disminuir el efecto.Esto significa asegurar temperaturas y presión adecuadas para una buena soldadura. Una soldadura es siempreuna trampa potencial de aire, debido a la convergencia de los frentes de fusión, de modo que en este puntopuede requerirse sacar el aire.
).- Marcas de hundimientos y huecos.Estos defectos de moldeo se producen cuando la sección del producto es demasiado gruesa. La parte gruesaretiene calor y se hunde por las fuerzas de contracción, especialmente durante la cristalización en la que hayun gran cambio de densidad.Si se endurece la capa exterior y, entonces, resiste un posterior hundimiento, se forman huecos internos cuandose excede la resistencia a la tracción del material fundido en proceso de solidificación. Este esprincipalmente un problema de diseño, por lo que se evitan tanto como sea posible las secciones gruesas, peropuede ayudar un control cuidadoso de la presión de retención.Cuando se requieren secciones gruesas en una pieza moldeada, por ejemplo, para darle rigidez, es mejor usarun procedimiento modificado como el del moldeo en núcleo de espuma, que evita el problema de hundimientoy de formación de huecos a la vez. Como una opción, se puede usar un patrón de costillas de sección delgada(figura 8.2.1).c).- Concentraciones de esfuerzos.Figura 8.2.1.- El uso de costillas en vez de una sección sólida.La consecuencia de las concentraciones de esfuerzos en piezas moldeadas con esquinas agudas puede ser porlo común, la fractura, especialmente si el producto soporta carga. Algunas veces es la distorsión presentecuando se usan polímeros reforzados con fibra. En la figura 8.2.2 se ilustra lo anterior y se muestran algunascaracterísticas de diseño que pueden ayudar.Figura 8.2.2.- Características de diseño para evitar los efectos de las esquinas agudas.
d).- Diseño del molde por computadora.Un avance importante de los últimos es el uso de los métodos de diseño por computadora, iniciado por lacompañía Moldflow . El banco de datos del sistema contiene datos reológicos, de temperatura y de presión devarios polímeros. Con la computadora se puede simular un diseño de molde que se proponga y analizar elflujo de material fundido en él. Pueden probarse diversos tamaños y posiciones de bebederos y compuertashasta encontrar los óptimos. La técnica es muy valiosa para los complejos moldes de cavidades múltiples,donde el patrón de flujo puede ser difícil si no imposible de predecir. Tradicionalmente, se elaboraban esasherramientas con canales subdimensionados que luego se ajustaban en la planta mediante métodos de prueba yerror, lo cual es un procedimiento laborioso y caro. El programa de Moldflow permite la simulación depruebas y la fabricación directa de un molde perfecto.e).- Selección del polímeroEl tema de la selección del polímero correcto para un uso determinado es complejo. Realmente no es posibleobtener una guía completa y en gran parte depende de la experiencia individual y, por lo común, se encuentraque varios polímeros trabajan igualmente bien. En esos casos, la decisión final depende del costo y de laspreferencias del productor. Sin embargo, una vez más, el surgimiento de los ordenadores hizo posible undiseño por computadora para este problema. Se usan bancos de datos que contienen las propiedades generales,mecánicas, eléctricas, etc. de muchos polímeros. De éstas se escogen las que igualen los requerimientos dediseño del producto, y se seleccionan los materiales adecuados mediante el ordenador. Un ejemplo es elsistema ―EPOS‖, producido conjuntamente por ICIplc y LNP Plastics Ltd8.3.- Efectos de la presión y del calor debido a esfuerzos de corte.En los bebederos estrechos de un molde de inyección, la velocidad de corte es unos 10 3estrechamiento de la compuerta es del orden de 10 5que el polímero se comporta pseudoplásticamente.s 1y en els 1. El sistema total, desde luego, funciona sólo debido aOtro efecto de los esfuerzos de corte es la generación de calor que es un aspecto importante del calentamientodel polímero conforme avanza en el barril o camisa. Así, durante la inyección, la temperatura se eleva enproporción a la caída de presión que hay conforme el material fundido se mueve a través de los canales: latemperatura aumenta aproximadamente 1 ºC por 1 MPa de caída de presión.Además, conforme se presuriza el material fundido, se produce un efecto de la presión sobre la viscosidad. Elefecto consiste en incrementar la viscosidad y este efecto se considera equivalente al incremento en laviscosidad que se observa al enfriarse, o sea, puede considerarse a la presión como una ―temperaturanegativa‖ equivalente. La magnitud es de nuevo del orden de —1 0 C por MPa de incremento de presión.Así, para modificaciones en las condiciones del flujo de corte, los efectos del calentamiento debido al esfuerzocortante y de la presión son opuestos y se cancelan aproximadamente uno a otro. Como una regla, puededecirse que se obtiene un mayor error si se toma en cuenta sólo uno u otro que si se ignoran ambos.8.4.- Orientación.Uno de los aspectos más importantes en el moldeo por inyección es la orientación del polímero al entrar en lacavidad del molde y después cuando solidifica. En los productos obtenidos por extrusión, por lo común sedesea esta orientación que intensifica las propiedades, pero en el moldeo por inyección es un problema.Entonces, lo normal es minimizar la orientación, pero esto tiene que balancearse contra el factor económico deutilizar ciclos rápidos de moldeo, lo cual a su vez representa un enfriamiento rápido de las piezas moldeadas yla consiguiente congelación de las distribuciones orientadas.Si la orientación es marcada, en especial con polímeros cristalinos, quedan esfuerzos que podrían provocar ladistorsión de las piezas moldeadas, ya sea con lentitud, si los esfuerzos se alivian espontáneamente, o conrapidez, si el material se somete a temperaturas de servicio elevadas.
¿Cuáles patrones de orientación se encuentran probablemente?Un ejemplo simple sería una pieza moldeada rectangular con compuerta terminal. En la figura 8.4.1 semuestra el patrón de orientación.1.- Cuando el material fundido entra al molde hay poca orientación conforme el material se pone en contactocon la pared del molde. Esto genera una capa de baja orientación.2.- La mayor parte del flujo es laminar y altamente orientado. Así, dentro de la capa delgada aparece una capade alta orientación.3.- El centro puede estar menos orientado debido a que permanece caliente, aislado por las capas externas queson muy grandes para reconocerse.Figura 8.4.1.- Patrón de orientación en una pieza moldeada.En la figura 8.4.2 se puede ver otro patrón de orientación, quizá en una pieza moldeada de gran tamaño. En lacompuerta estrecha puede producirse patrones de alta orientación bajo condiciones de alto esfuerzo, y puedeiniciarse la cristalización gracias al esfuerzo; ésta puede dar lugar a núcleos que controlarán el patrón decristalización en la pieza moldeada conforme se enfría. Además, el flujo divergente puede generar esfuerzostangenciales de tracción que deforman o agrietan la pieza moldeada8.5.- Contracción.Figura 8.4.2.- Efectos de la orientación en el frente de fusión.Otro aspecto de gran interés para el fabricante de moldes es el de la contracción. Esta es la diferencia detamaño entre el molde y la pieza moldeada fría. La causa principal es el cambio en densidad que se producecuando solidifica el polímero. Los polímeros cristalinos, por ejemplo, el acetal, el nylon, el polietileno de altadensidad, el polietilentereftalato y el polipropileno causan los problemas más serios con contracciones desde 1hasta el 4 %. Los polímeros amorfos, por ejemplo, el poliestireno, el acrílico y el policarbonato son mástratables, con contracciones de sólo 0.3 a 0.7 % ( Tabla 8.5.1).
Tabla 8.5.1.- Algunos valores aproximados de la contracción.Para obtener los mejores resultados se usa una combinación de factores de diseño y de control del proceso.Entre los factores de diseño se incluyen la selección de un polímero de baja contracción en caso de que seaimportante la precisión dimensional. Son útiles los polímeros con relleno, especialmente los que contienenvidrio. Algunas veces esto no es posible, por ejemplo, para engranajes, los cuales requieren la resistencia quetienen los polímeros cristalinos a la fricción y al desgaste. No obstante, se requieren dimensiones precisas y esnecesario ―desviarse‖ ligeramente de las dimensiones del molde. Para que esto sea efectivo, la contraccióndebe ser completamente predecible, y esto requiere del diseño simétrico del producto y de un diseño de moldeque asegure un flujo uniforme y simétrico . Por lo común, esto significa maximizar el área de la compuerta ycolocar cuidadosamente las compuertas.Los factores de control del proceso incluyen la reducción de la temperatura del molde y el uso de un programaóptimo de inyección, así como de velocidades y presiones adecuadas de retención. Lo mejor es usar la presiónmáxima para obtener un llenado rápido y mantener alguna presión de retención hasta que el materialsolidifique en la compuerta; esto también evita algunas otras fallas. En la figura 8.5.1 se resumen estosfactores.Figura 8.5.1.- Efectos de las condiciones de tratamiento sobre la contracción.
8.6.- Perfil de inyección.Para todas las operaciones de moldeo, la optimización del ciclo de inyección compensa el esfuerzo que sehace para mejorar. Como mínimo, la optimización asegura el uso eficaz del material y genera pocos desperdicios;por lo común, ésta es la diferencia entre una pieza bien hecha y una defectuosa.A continuación, el procedimiento de inyección se divide en dos secciones, a saber, llenar y empacar o retener.Llenar depende de la velocidad. Idealmente, llenar debería ser rápido, para permitir que la válvula de noretroceso funcione rápida y positivamente. Una máquina moderna que se puede programar permite variar lavelocidad, por ejemplo• llenar rápido el sistema del canal de alimentación y bebedero• retardar para evitar que haya chorros a través de la compuerta• una vez que se empieza a llenar la cavidad principal, incrementar de nuevo la velocidad hasta que esté llena• disponer de posteriores variaciones de la velocidad para equilibrar los núcleos u otros estrechamientos en elmolde.Esta parte del programa relaciona velocidad con distancia. En este punto, se empieza a empacar. El programacambia a presión contra tiempo. Se usa la presión correcta para llenar uniformemente el molde, pero evitarempacar de más, que generaría piezas moldeadas con esfuerzos residuales y sobrepeso. La presión con que seempaca puede variar a través del ciclo para evitar la fuga de material antes de que solidifique la superficie dela pieza moldeada, luego se incrementa para comprimir y eliminar los huecos y se baja para evitar losesfuerzos hasta que el material solidifique en la compuerta.Para un nuevo producto, puede emplearse este programa recurriendo a la experiencia ya varias corridas deprueba. Para una moderna máquina que se controla con microprocesador, la información del programa puedeentonces almacenarse en disco o cintas, y está disponible para usarse en corridas posteriores.9.-Moldeo de termoestables por inyecciónLos polímeros termoestables o termofijos se transformaron tradicionalmente mediante moldeo decompresión), pero recientemente se ha desarrollado el moldeo por inyección para estos materiales. Entre ellosse incluyen las resinas fenol-formaldehído y urea-formaldehído y también los compuestos que se basan enpoliésteres insaturados, especialmente el compuesto para moldeo en pasta.Para las resinas termoestables, las condiciones de moldeo por inyección son más o menos lo contrario de lascorrespondientes a los termoplásticos. El tornillo funciona a temperaturas mucho más bajas para evitar elcurado prematuro de la resma reactiva. El molde está muy caliente para curar rápidamente la resmatermoestable. Las temperaturas normales del barril son de 75 a 80 ºC para los productos fenólicos, alrededorde 100 ºC para la melamina.La relación de compresión del tornillo es baja, 1 o 1.1, para evitar el sobrecalentamiento local debido a lasfuerzas de corte. El compuesto para moldeo en pasta puede trabajarse de forma adecuada con un tornillo quese enfríe con agua y sin compresión. No es necesario enfriar el molde antes de expulsar la pieza moldeada. Unejemplo es la pieza moldeada en compuesto para moldeo en pasta de los reflectores de faros delanteros de losvehículos.
La demanda creciente exige dos condiciones principales en un reflector:(1).- Que soporte altas temperaturas sin sufrir distorsión (hasta 200 ºC en algunos casos)(2).- Que tenga capacidad para la producción en masa de reflectores con curvas múltiples complejas en tresdimensiones.El segundo de estos requerimientos provoca que se tengan que seleccionar piezas moldeadas en lugar de lastroqueladas de acero. La necesidad de soportar la temperatura conduce a un termoestable, Hay quw señalar,sin embargo, el método competitivo en el que se usan moldeo de emparedado y termoplásticos.El material seleccionado es el compuesto para moldeo en pasta el cual es una resma insaturada de poliéster, deconsistencia, de jarabe mezclado con fibra de vidrio corta y rellena con dolomita. Como su nombre lo dice, espastosa cuando se mezcla. Se carga a presión en una máquina de moldeo por inyección cuyo tornillo se enfríay se inyecta en un molde a 180 ºC.
10.- Problemas del moldeo por inyección.En la tabla 10.1 se dan algunos de los problemas que pueden aparecer en el moldeo por inyección,mencionando las causas y las posibles soluciones.Tabla 10-1. Problemas del moldeo por inyección