
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
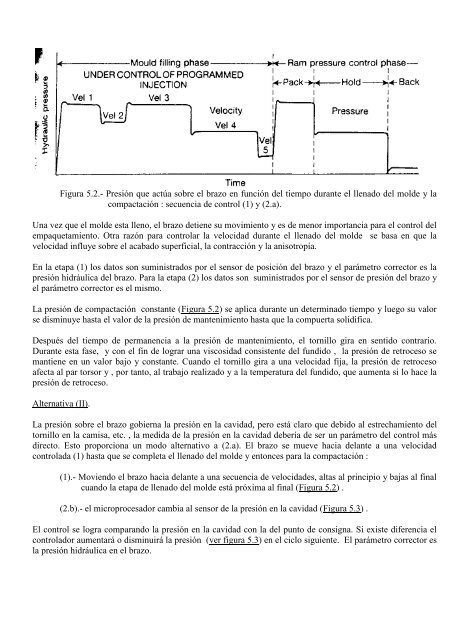
Figura 5.2.- Presión que actúa sobre el brazo en función del tiempo durante el llenado del molde y lacompactación : secuencia de control (1) y (2.a).Una vez que el molde esta lleno, el brazo detiene su movimiento y es de menor importancia para el control delempaquetamiento. Otra razón para controlar la velocidad durante el llenado del molde se basa en que lavelocidad influye sobre el acabado superficial, la contracción y la anisotropía.En la etapa (1) los datos son suministrados por el sensor de posición del brazo y el parámetro corrector es lapresión hidráulica del brazo. Para la etapa (2) los datos son suministrados por el sensor de presión del brazo yel parámetro corrector es el mismo.La presión de compactación constante (Figura 5.2) se aplica durante un determinado tiempo y luego su valorse disminuye hasta el valor de la presión de mantenimiento hasta que la compuerta solidifica.Después del tiempo de permanencia a la presión de mantenimiento, el tornillo gira en sentido contrario.Durante esta fase, y con el fin de lograr una viscosidad consistente del fundido , la presión de retroceso semantiene en un valor bajo y constante. Cuando el tornillo gira a una velocidad fija, la presión de retrocesoafecta al par torsor y , por tanto, al trabajo realizado y a la temperatura del fundido, que aumenta si lo hace lapresión de retroceso.Alternativa (II).La presión sobre el brazo gobierna la presión en la cavidad, pero está claro que debido al estrechamiento deltornillo en la camisa, etc. , la medida de la presión en la cavidad debería de ser un parámetro del control másdirecto. Esto proporciona un modo alternativo a (2.a). El brazo se mueve hacia delante a una velocidadcontrolada (1) hasta que se completa el llenado del molde y entonces para la compactación :(1).- Moviendo el brazo hacia delante a una secuencia de velocidades, altas al principio y bajas al finalcuando la etapa de llenado del molde está próxima al final (Figura 5.2) .(2.b).- el microprocesador cambia al sensor de la presión en la cavidad (Figura 5.3) .El control se logra comparando la presión en la cavidad con la del punto de consigna. Si existe diferencia elcontrolador aumentará o disminuirá la presión (ver figura 5.3) en el ciclo siguiente. El parámetro corrector esla presión hidráulica en el brazo.