
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
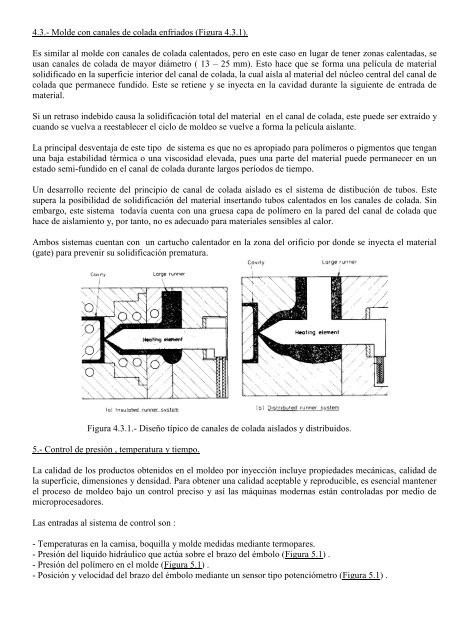
4.3.- Molde con canales de colada enfriados (Figura 4.3.1).Es similar al molde con canales de colada calentados, pero en este caso en lugar de tener zonas calentadas, seusan canales de colada de mayor diámetro ( 13 – 25 mm). Esto hace que se forma una película de materialsolidificado en la superficie interior del canal de colada, la cual aísla al material del núcleo central del canal decolada que permanece fundido. Este se retiene y se inyecta en la cavidad durante la siguiente de entrada dematerial.Si un retraso indebido causa la solidificación total del material en el canal de colada, este puede ser extraído ycuando se vuelva a reestablecer el ciclo de moldeo se vuelve a forma la película aislante.La principal desventaja de este tipo de sistema es que no es apropiado para polímeros o pigmentos que tenganuna baja estabilidad térmica o una viscosidad elevada, pues una parte del material puede permanecer en unestado semi-fundido en el canal de colada durante largos períodos de tiempo.Un desarrollo reciente del principio de canal de colada aislado es el sistema de distibución de tubos. Estesupera la posibilidad de solidificación del material insertando tubos calentados en los canales de colada. Sinembargo, este sistema todavía cuenta con una gruesa capa de polímero en la pared del canal de colada quehace de aislamiento y, por tanto, no es adecuado para materiales sensibles al calor.Ambos sistemas cuentan con un cartucho calentador en la zona del orificio por donde se inyecta el material(gate) para prevenir su solidificación prematura.Figura 4.3.1.- Diseño típico de canales de colada aislados y distribuidos.5.- Control de presión , temperatura y tiempo.La calidad de los productos obtenidos en el moldeo por inyección incluye propiedades mecánicas, calidad dela superficie, dimensiones y densidad. Para obtener una calidad aceptable y reproducible, es esencial mantenerel proceso de moldeo bajo un control preciso y así las máquinas modernas están controladas por medio demicroprocesadores.Las entradas al sistema de control son :- Temperaturas en la camisa, boquilla y molde medidas mediante termopares.- Presión del liquido hidráulico que actúa sobre el brazo del émbolo (Figura 5.1) .- Presión del polímero en el molde (Figura 5.1) .- Posición y velocidad del brazo del émbolo mediante un sensor tipo potenciómetro (Figura 5.1) .