
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
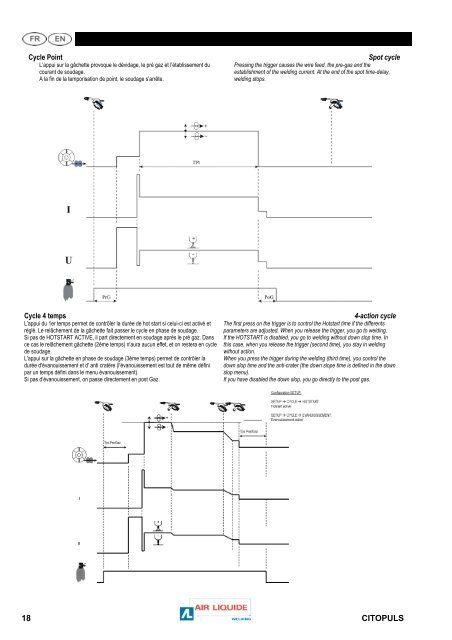
Cycle Point<br />
L’appui sur la gâchette provoque le dévidage, le pré gaz et l’établissement du<br />
courant de soudage.<br />
A la fin de la temporisation de point, le soudage s’arrête.<br />
Spot cycle<br />
Pressing the trigger causes the wire feed, the pre-gas and the<br />
establishment of the welding current. At the end of the spot time-delay,<br />
welding stops.<br />
Cycle 4 temps<br />
L'appui du 1er temps permet de contrôler la durée de hot start si celui-ci est activé et<br />
réglé. Le relâchement de la gâchette fait passer le cycle en phase de soudage.<br />
Si pas de HOTSTART ACTIVE, il part directement en soudage après le pré gaz. Dans<br />
ce cas le relâchement gâchette (2ème temps) n'aura aucun effet, et on restera en cycle<br />
de soudage.<br />
L'appui sur la gâchette en phase de soudage (3ème temps) permet de contrôler la<br />
durée d'évanouissement et d' anti cratère (l'évanouissement est tout de même défini<br />
par un temps défini dans le menu évanouissement).<br />
Si pas d’évanouissement, on passe directement en post Gaz.<br />
4-action cycle<br />
The first press on the trigger is to control the Hotstart time if the differents<br />
parameters are adjusted. When you release the trigger, you go to welding.<br />
If the HOTSTART is disabled, you go to welding without down slop time. In<br />
this case, when you release the trigger (second time), you stay in welding<br />
without action.<br />
When you press the trigger during the welding (third time), you control the<br />
down slop time and the anti-crater (the down slope time is defined in the down<br />
slop menu).<br />
If you have disabled the down slop, you go directly to the post gas.<br />
18 <strong>CITOPULS</strong>