

Output control at up to 400 ft without a cord! - The Canadian Welding ...
Output control at up to 400 ft without a cord! - The Canadian Welding ...
Output control at up to 400 ft without a cord! - The Canadian Welding ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>The</strong> perceived benefits do not outweigh the substantial<br />
increase in labour cost associ<strong>at</strong>ed with the lower current<br />
and thus lower deposition r<strong>at</strong>e for projects where most of the<br />
welding is either horizontal fillet welds or fl<strong>at</strong> groove welds.<br />
In addition, some consumable manufacturers make 100%<br />
CO2 shielded wires th<strong>at</strong> produce limited sp<strong>at</strong>ter, smoke, and<br />
fume. <strong>The</strong>re is therefore little reason for using small diameter<br />
low current wires for the majority of work in most fabric<strong>at</strong>ion<br />
shops. Fabric<strong>at</strong>ors th<strong>at</strong> do so are not as competitive as they<br />
should be, and reduce their profit level from wh<strong>at</strong> it could be.<br />
Metal-Cored Arc <strong>Welding</strong><br />
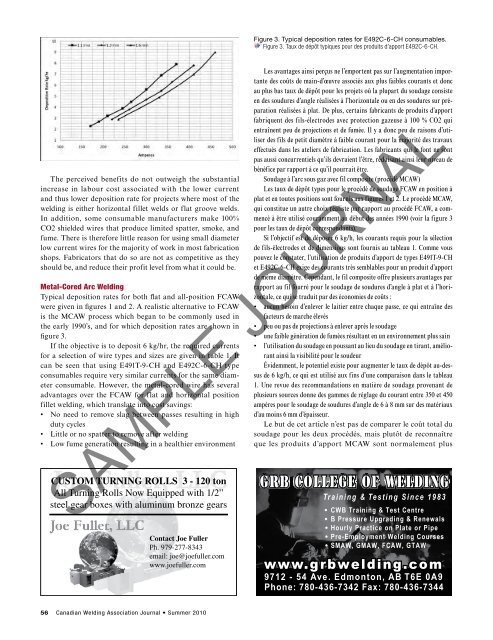
Typical deposition r<strong>at</strong>es for both fl<strong>at</strong> and all-position FCAW<br />
were given in figures 1 and 2. A realistic altern<strong>at</strong>ive <strong>to</strong> FCAW<br />
is the MCAW process which began <strong>to</strong> be commonly used in<br />
the early 1990’s, and for which deposition r<strong>at</strong>es are shown in<br />
figure 3.<br />
If the objective is <strong>to</strong> deposit 6 kg/hr, the required currents<br />
for a selection of wire types and sizes are given in table 1. It<br />
can be seen th<strong>at</strong> using E491T-9-CH and E492C-6-CH type<br />
consumables require very similar currents for the same diameter<br />
consumable. However, the metal-cored wire has several<br />
advantages over the FCAW for fl<strong>at</strong> and horizontal position<br />
fillet welding, which transl<strong>at</strong>e in<strong>to</strong> cost savings:<br />
• No need <strong>to</strong> remove slag between passes resulting in high<br />
duty cycles<br />
• Little or no sp<strong>at</strong>ter <strong>to</strong> remove a<strong>ft</strong>er welding<br />
• Low fume gener<strong>at</strong>ion resulting in a healthier environment<br />
CUSTOM TURNING ROLLS 3 - 120 <strong>to</strong>n<br />
All Turning Rolls Now Equipped with 1/2”<br />
steel gear boxes with aluminum bronze gears<br />
Contact Joe Fuller<br />
Ph. 979-277-8343<br />
email: joe@joefuller.com<br />
www.joefuller.com<br />
Figure 3. Typical deposition r<strong>at</strong>es for E492C-6-CH consumables.<br />
Figure 3. Taux de dépôt typiques pour des produits d’apport E492C-6-CH.<br />
Les avantages ainsi perçus ne l’emportent pas sur l’augment<strong>at</strong>ion importante<br />
des coûts de main-d’œuvre associés aux plus faibles courants et donc<br />
au plus bas taux de dépôt pour les projets où la pl<strong>up</strong>art du soudage consiste<br />
en des soudures d’angle réalisées à l’horizontale ou en des soudures sur prépar<strong>at</strong>ion<br />
réalisées à pl<strong>at</strong>. De plus, certains fabricants de produits d’apport<br />
fabriquent des fils-électrodes avec protection gazeuse à 100 % CO2 qui<br />
entraînent peu de projections et de fumée. Il y a donc peu de raisons d’utiliser<br />
des fils de petit diamètre à faible courant pour la majorité des travaux<br />
effectués dans les <strong>at</strong>eliers de fabric<strong>at</strong>ion. Les fabricants qui le font ne sont<br />
pas aussi concurrentiels qu’ils devraient l’être, réduisant ainsi leur niveau de<br />
bénéfice par rapport à ce qu’il pourrait être.<br />
Soudage à l’arc sous gaz avec fil composite (procédé MCAW)<br />
Les taux de dépôt types pour le procédé de soudage FCAW en position à<br />
pl<strong>at</strong> et en <strong>to</strong>utes positions sont fournis aux figures 1 et 2. Le procédé MCAW,<br />
qui constitue un autre choix réaliste par rapport au procédé FCAW, a commencé<br />
à être utilisé couramment au début des années 1990 (voir la figure 3<br />
pour les taux de dépôt correspondants).<br />
Si l’objectif est de déposer 6 kg/h, les courants requis pour la sélection<br />
de fils-électrodes et de dimensions sont fournis au tableau 1. Comme vous<br />
pouvez le const<strong>at</strong>er, l’utilis<strong>at</strong>ion de produits d’apport de types E491T-9-CH<br />
et E492C-6-CH exige des courants très semblables pour un produit d’apport<br />
de même diamètre. Cependant, le fil composite offre plusieurs avantages par<br />
rapport au fil fourré pour le soudage de soudures d’angle à pl<strong>at</strong> et à l’horizontale,<br />
ce qui se traduit par des économies de coûts :<br />
• aucun besoin d’enlever le laitier entre chaque passe, ce qui entraîne des<br />
facteurs de marche élevés<br />
• peu ou pas de projections à enlever après le soudage<br />
• une faible génér<strong>at</strong>ion de fumées résultant en un environnement plus sain<br />
• l’utilis<strong>at</strong>ion du soudage en poussant au lieu du soudage en tirant, améliorant<br />
ainsi la visibilité pour le soudeur<br />
Évidemment, le potentiel existe pour augmenter le taux de dépôt au-dessus<br />
de 6 kg/h, ce qui est utilisé aux fins d’une comparaison dans le tableau<br />
1. Une revue des recommand<strong>at</strong>ions en m<strong>at</strong>ière de soudage provenant de<br />
plusieurs sources donne des gammes de réglage du courant entre 350 et 450<br />
ampères pour le soudage de soudures d’angle de 6 à 8 mm sur des m<strong>at</strong>ériaux<br />
d’au moins 6 mm d’épaisseur.<br />
Le but de cet article n’est pas de comparer le coût <strong>to</strong>tal du<br />
soudage pour les deux procédés, mais plutôt de reconnaître<br />
que les produits d’apport MCAW sont normalement plus<br />
SAMPLE JOURNAL<br />
Training & Testing Since 1983<br />
CWB Training & Test Centre<br />
B Pressure Upgrading & Renewals<br />
Hourly Practice on Pl<strong>at</strong>e or Pipe<br />
Pre-Employment <strong>Welding</strong> Courses<br />
SMAW, GMAW, FCAW, GTAW<br />
www.grbwelding.com<br />
9712 - 54 Ave. Edmon<strong>to</strong>n, AB T6E 0A9<br />
Phone: 780-436-7342 Fax: 780-436-7344<br />
56 <strong>Canadian</strong> <strong>Welding</strong> Associ<strong>at</strong>ion Journal • Summer 2010<br />
452684_JoeFuller.indd 1 11/5/09 8:59:18 293284_GRB.indd PM<br />
1 7/24/06 5:36:20 PM