Our automation system for a continuous tandem mill coupled with ...
Our automation system for a continuous tandem mill coupled with ...
Our automation system for a continuous tandem mill coupled with ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
20<br />
REPORTS<br />
MATHEMATICAL<br />
MODELS<br />
Level 2<br />
Production Programs<br />
Production Reports<br />
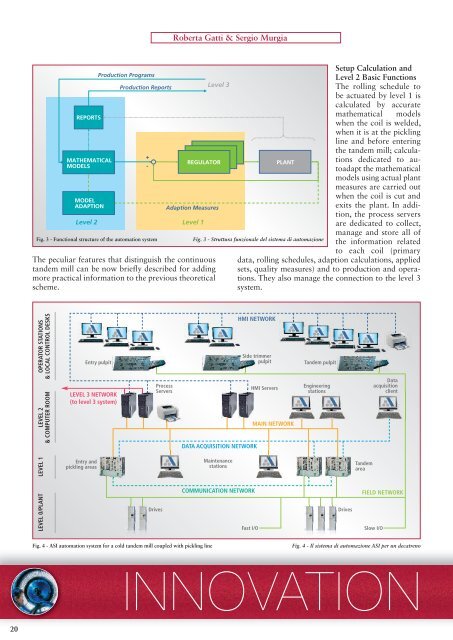
The peculiar features that distinguish the <strong>continuous</strong><br />
<strong>tandem</strong> <strong>mill</strong> can be now briefly described <strong>for</strong> adding<br />
more practical in<strong>for</strong>mation to the previous theoretical<br />
scheme.<br />
+<br />
-<br />
Roberta Gatti & Sergio Murgia<br />
Level 1<br />
Level 3<br />
R<br />
R<br />
REGULATOR<br />
MODEL<br />
ADAPTION Adaption Measures<br />
Fig. 3 - Functional structure of the <strong>automation</strong> <strong>system</strong> Fig. 3 - Struttura funzionale del sistema di automazione<br />
OPERATOR STATIONS<br />
& LOCAL CONTROL DESKS<br />
LEVEL 2<br />
& COMPUTER ROOM<br />
LEVEL 1<br />
LEVEL 0/PLANT<br />
Entry pulpit<br />
LEVEL 3 NETWORK<br />
(to level 3 <strong>system</strong>)<br />
Entry and<br />
pickling areas<br />
Process<br />
Servers<br />
Setup Calculation and<br />
Level 2 Basic Functions<br />
The rolling schedule to<br />
be actuated by level 1 is<br />
calculated by accurate<br />
mathematical models<br />
when the coil is welded,<br />
when it is at the pickling<br />
line and be<strong>for</strong>e entering<br />
the <strong>tandem</strong> <strong>mill</strong>; calcula-<br />
PLANT<br />
tions dedicated to autoadapt<br />
the mathematical<br />
models using actual plant<br />
measures are carried out<br />
when the coil is cut and<br />
exits the plant. In addition,<br />
the process servers<br />
are dedicated to collect,<br />
manage and store all of<br />
the in<strong>for</strong>mation related<br />
to each coil (primary<br />
data, rolling schedules, adaption calculations, applied<br />
sets, quality measures) and to production and operations.<br />
They also manage the connection to the level 3<br />
<strong>system</strong>.<br />
HMI NETWORK<br />
DATA ACQUISITION NETWORK<br />
Maintenance<br />
stations<br />
Side trimmer<br />
pulpit Tandem pulpit<br />
HMI Servers<br />
MAIN NETWORK<br />
Engineering<br />
stations<br />
Drives Drives<br />
Data<br />
acquisition<br />
client<br />
Fig. 4 - ASI <strong>automation</strong> <strong>system</strong> <strong>for</strong> a cold <strong>tandem</strong> <strong>mill</strong> <strong>coupled</strong> <strong>with</strong> pickling line Fig. 4 - Il sistema di automazione ASI per un decatreno<br />
Fast I/O<br />
Tandem<br />
area<br />
COMMUNICATION NETWORK FIELD NETWORK<br />
Slow I/O<br />
INNOVATION