MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
8<br />
2. Wat is <strong>MDF</strong>?<br />
2.1. Algemeen wat is <strong>MDF</strong><br />
<strong>MDF</strong> (Medium Density Fibreboard) werd in de<br />
Verenigde Staten ontwikkeld en kent sinds 1973<br />
productie in Europa, waarbij een effectieve doorbraak<br />
pas in de jaren ’90 werd gerealiseerd. <strong>MDF</strong> wordt<br />
gemaakt volgens het zogenaamde droge procédé<br />
waarbij de houtvezels met lijm worden gemengd en<br />
in droge toestand worden geperst.<br />
Aanvankelijk verwerkte de meubelindustrie <strong>MDF</strong><br />
als een alternatief voor de panelen uit massief<br />
hout. Later werd ook <strong>MDF</strong> gebruikt voor andere<br />
meubelonderdelen. Na verloop van tijd werden de<br />
mogelijkheden ook ontdekt bij interieurinrichting<br />
en bouw. Eind 2004 was er in Europa een totale<br />
productiecapaciteit van circa 11,9 miljoen m³.<br />
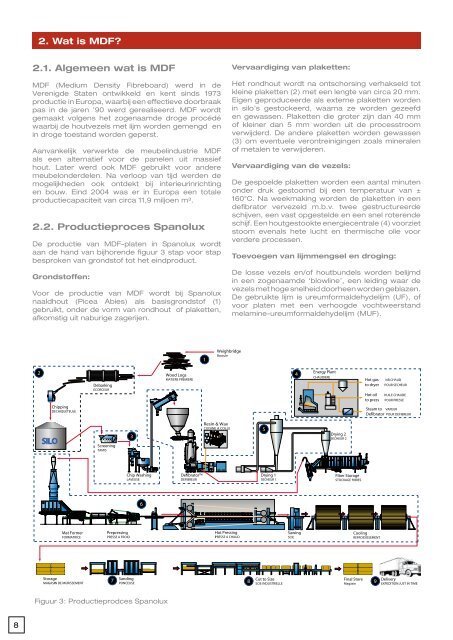
2.2. Productieproces Spanolux<br />
De productie van <strong>MDF</strong>-platen in Spanolux wordt<br />
aan de hand van bijhorende figuur 3 stap voor stap<br />
besproken van grondstof tot het eindproduct.<br />
Grondstoffen:<br />
Voor de productie van <strong>MDF</strong> wordt bij Spanolux<br />
naaldhout (Picea Abies) als basisgrondstof (1)<br />
gebruikt, onder de vorm van rondhout of plaketten,<br />
afkomstig uit naburige zagerijen.<br />
Figuur 3: Productieprodces Spanolux<br />
Vervaardiging van plaketten:<br />
Het rondhout wordt na ontschorsing verhakseld tot<br />
kleine plaketten (2) met een lengte van circa 20 mm.<br />
Eigen geproduceerde als externe plaketten worden<br />
in silo’s gestockeerd, waarna ze worden gezeefd<br />
en gewassen. Plaketten die groter zijn dan 40 mm<br />
of kleiner dan 5 mm worden uit de processtroom<br />
verwijderd. De andere plaketten worden gewassen<br />
(3) om eventuele verontreinigingen zoals mineralen<br />
of metalen te verwijderen.<br />
Vervaardiging van de vezels:<br />
De gespoelde plaketten worden een aantal minuten<br />
onder druk gestoomd bij een temperatuur van ±<br />
160°C. Na weekmaking worden de plaketten in een<br />
defibrator vervezeld m.b.v. twee gestructureerde<br />
schijven, een vast opgestelde en een snel roterende<br />
schijf. Een houtgestookte energiecentrale (4) voorziet<br />
stoom evenals hete lucht en thermische olie voor<br />
verdere processen.<br />
Toevoegen van lijmmengsel en droging:<br />
De losse vezels en/of houtbundels worden belijmd<br />
in een zogenaamde ‘blowline’, een leiding waar de<br />
vezels met hoge snelheid doorheen worden geblazen.<br />
De gebruikte lijm is ureumformaldehydelijm (UF), of<br />
voor platen met een verhoogde vochtweerstand<br />
melamine-ureumformaldehydelijm (MUF).<br />
Bovendien kunnen er tegelijk met de lijm ook andere<br />
toeslagstoffen worden toegevoegd om bijvoorbeeld<br />
de brandvertragende eigenschappen van de plaat te<br />
verbeteren. Vervolgens worden de vezels gedroogd<br />
(5) en opgeslagen in een kleine buffersilo voor de<br />
pendistor of strooimachine. De natte, belijmde<br />
vezels worden in twee stappen gedroogd, waardoor<br />
praktisch droge vezels gestrooid en geperst<br />
worden.<br />
Strooiing van de mat:<br />
In het vormstation worden de gedroogde vezels<br />
uitgestrooid op een band waarbij de lucht aan de<br />
onderzijde wordt afgezogen, waardoor de vezels<br />
een zogenaamde perskoek of mat vormen. (6). De<br />
mat gestrooide vezels is bijna 30 maal zo dik als de<br />
plaat aan het einde van de productieketen.<br />
Persen van de plaat:<br />
Het persen van de <strong>MDF</strong>-platen gebeurt in twee<br />
stappen. Eerst gaat de perskoek door een bandpers<br />
waarbij de dikte wordt gereduceerd en de mat<br />
een zekere stevigheid krijgt. Daarna worden de<br />
randen gekantrecht en wordt de mat in de continue<br />
hoofdpers gevoerd. De continue pers bestaat uit<br />
twee staalbanden die op een kettingpakket door<br />
de drukpers worden gevoerd. De platen worden<br />
Figuur 4: Droger Spanolux<br />
hierbij onder hoge temperatuur en druk geperst.<br />
Aan het einde van de pers worden de platen op<br />
lengte gezaagd. In principe kan een oneindig<br />
lange plaat geproduceerd worden, maar de<br />
lengte van de <strong>MDF</strong>-plaat wordt begrensd door de<br />
afstapelingsmogelijkheden en de verdere verwerking<br />
(schuren en zagen). De mogelijkheden van de<br />
continue pers in Spanolux zijn:<br />
• breedte van 2450 tot 2550 mm<br />
• lengte van 3660 tot 6310 mm<br />
• dikte van 6 tot 38 mm<br />
Eindbewerkingen:<br />
Wanneer de platen uit de pers komen en een<br />
eerste maal op lengte gezaagd zijn, worden deze<br />
in een koelwender of carrousel met omgevingslucht<br />
gekoeld. Vervolgens worden de platen tijdelijk<br />
tussengestockeerd in een geconditioneerde ruimte<br />
om volledige stabilisatie van de plaat te garanderen.<br />
Na de conditionering van de platen worden de platen<br />
geschuurd (7) met een 4-kops schuurmachine,<br />
waarbij de plaat gekalibreerd en opgeschuurd wordt<br />
met o.a. korrels 60, 80, 100 en 150. Vooraleer de<br />
platen gestockeerd (9) worden voor verzending<br />
worden ze op maat gezaagd (8) en met de grootste<br />
zorg verpakt.<br />
9<br />
2