MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
22<br />
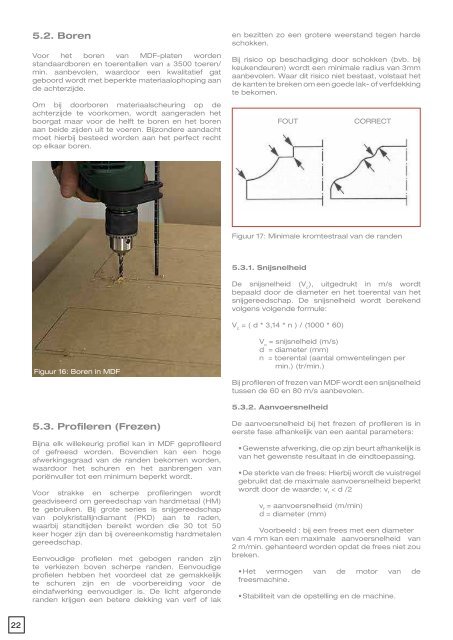
5.2. Boren<br />
Voor het boren van <strong>MDF</strong>-platen worden<br />
standaardboren en toerentallen van ± 3500 toeren/<br />
min. aanbevolen, waardoor een kwalitatief gat<br />
geboord wordt met beperkte materiaalophoping aan<br />
de achterzijde.<br />
Om bij doorboren materiaalscheuring op de<br />
achterzijde te voorkomen, wordt aangeraden het<br />
boorgat maar voor de helft te boren en het boren<br />
aan beide zijden uit te voeren. Bijzondere aandacht<br />
moet hierbij besteed worden aan het perfect recht<br />
op elkaar boren.<br />
Figuur 16: Boren in <strong>MDF</strong><br />
5.3. Profileren (Frezen)<br />
Bijna elk willekeurig profiel kan in <strong>MDF</strong> geprofileerd<br />
of gefreesd worden. Bovendien kan een hoge<br />
afwerkingsgraad van de randen bekomen worden,<br />
waardoor het schuren en het aanbrengen van<br />
poriënvuller tot een minimum beperkt wordt.<br />
Voor strakke en scherpe profileringen wordt<br />
geadviseerd om gereedschap van hardmetaal (HM)<br />
te gebruiken. Bij grote series is snijgereedschap<br />
van polykristallijndiamant (PKD) aan te raden,<br />
waarbij standtijden bereikt worden die 30 tot 50<br />
keer hoger zijn dan bij overeenkomstig hardmetalen<br />
gereedschap.<br />
Eenvoudige profielen met gebogen randen zijn<br />
te verkiezen boven scherpe randen. Eenvoudige<br />
profielen hebben het voordeel dat ze gemakkelijk<br />
te schuren zijn en de voorbereiding voor de<br />
eindafwerking eenvoudiger is. De licht afgeronde<br />
randen krijgen een betere dekking van verf of lak<br />
en bezitten zo een grotere weerstand tegen harde<br />
schokken.<br />
Bij risico op beschadiging door schokken (bvb. bij<br />
keukendeuren) wordt een minimale radius van 3mm<br />
aanbevolen. Waar dit risico niet bestaat, volstaat het<br />
de kanten te breken om een goede lak- of verfdekking<br />
te bekomen.<br />
FOUT CORRECT<br />
Figuur 17: Minimale kromtestraal van de randen<br />
5.3.1. Snijsnelheid<br />
De snijsnelheid (V c ), uitgedrukt in m/s wordt<br />
bepaald door de diameter en het toerental van het<br />
snijgereedschap. De snijsnelheid wordt berekend<br />
volgens volgende formule:<br />
V c = ( d * 3,14 * n ) / (1000 * 60)<br />
V c = snijsnelheid (m/s)<br />
d = diameter (mm)<br />
n = toerental (aantal omwentelingen per<br />
min.) (tr/min.)<br />
Bij profileren of frezen van <strong>MDF</strong> wordt een snijsnelheid<br />
tussen de 60 en 80 m/s aanbevolen.<br />
5.3.2. Aanvoersnelheid<br />
De aanvoersnelheid bij het frezen of profileren is in<br />
eerste fase afhankelijk van een aantal parameters:<br />
• Gewenste afwerking, die op zijn beurt afhankelijk is<br />
van het gewenste resultaat in de eindtoepassing.<br />
• De sterkte van de frees: Hierbij wordt de vuistregel<br />
gebruikt dat de maximale aanvoersnelheid beperkt<br />
wordt door de waarde: v f < d /2<br />
v f = aanvoersnelheid (m/min)<br />
d = diameter (mm)<br />
Voorbeeld : bij een frees met een diameter<br />
van 4 mm kan een maximale aanvoersnelheid van<br />
2 m/min. gehanteerd worden opdat de frees niet zou<br />
breken.<br />
• Het vermogen van de motor van de<br />
freesmachine.<br />
• Stabiliteit van de opstelling en de machine.<br />
Figuur 18: CNC- bovenfrezen in <strong>MDF</strong><br />
Fijnverspaning: f z = 0,3 mm Gemiddelde verspaning: f z = 0,8 mm<br />
Aantal snijkanten z Toerental (tr/min.) Toerental (tr/min.)<br />
3000 4500 6000 9000 12000 15000 18000 3000 4500 6000 9000 12000 15000 18000<br />
1 1 1 2 3 4 5 5 2 4 5 7 10 12 14<br />
2 2 3 4 5 7 9 11 5 7 10 14 19 24 29<br />
3 3 4 5 8 11 14 16 7 11 14 22 29 36 43<br />
4 4 5 7 11 14 18 22 10 14 19 29 38 48 58<br />
6 5 8 11 16 22 27 32 14 22 29 43 58 72 86<br />
Tabel 18: De aanvoersnelheid vf (m/min.) voor fijnverspaning, waarbij de aanvoer per snijtand 0,3 mm is en<br />
voor de gemiddelde verspaning, waarbij de aanvoer per snijtand 0,8 mm is.<br />
Daarnaast is de aanvoersnelheid afhankelijk van<br />
het aantal messen, het toerental en de aanvoer per<br />
snijtand. Het op het gereedschap vermelde maximale<br />
toerental mag in geen geval overschreden worden.<br />
Het aantal snijkanten kan men als volgt berekenen:<br />
z = (v f * 1000) / (n * f z )<br />
v f = aanvoersnelheid (m/min.)<br />
n = toerental (tr/min.)<br />
z = aantal snijkanten<br />
f z = aanvoer per snijtand (mm)<br />
In tabel 18 zijn een aantal richtwaarden van<br />
aanvoersnelheden bij vaste parameters van aanvoer<br />
per snijtand. Men spreekt van fijnverspaning bij<br />
richtwaarden van 0,3 mm aanvoer per snijtand, en<br />
van een gemiddelde verspaning bij 0,8 mm aanvoer<br />
per snijtand.<br />
Er wordt steeds gewerkt vanuit richtwaarden, waarbij<br />
er indien mogelijk, gestreefd wordt naar een zo hoog<br />
mogelijke aanvoersnelheid (met beperking op basis<br />
van bovengenoemde parameters).<br />
Bij een lagere snelheid zullen de snijkanten de randen<br />
van het <strong>MDF</strong> samendrukken en afslijpen, waarbij<br />
de wrijvingshitte de standtijd van de snijkanten zal<br />
verkorten.<br />
Profileringen waarvoor veel materiaal moet<br />
weggenomen worden of die diep ingesneden<br />
zijn, kunnen een voorafgaande bewerking zoals<br />
bijvoorbeeld voorfrezen vereisen. Na het voorfrezen<br />
wordt de definitieve vorm gefreesd en wordt<br />
een glad oppervlak bekomen (met bijvoorbeeld<br />
fijnverspaning).<br />
Indien er gewerkt wordt met reeds beklede <strong>MDF</strong><br />
(bvb. met melamine) gelden andere richtwaarden.<br />
De algemene vuistregel geldt dat beklede <strong>MDF</strong><br />
platen een tragere aanvoersnelheid vereisen dan<br />
de niet beklede <strong>MDF</strong> platen, afhankelijk van het type<br />
materiaal waarmee de <strong>MDF</strong> is bekleed.<br />
5.3.3. Geometrie van de messen<br />
Om het juiste evenwicht te vinden tussen de standtijd<br />
van de gereedschappen en de kwaliteit van de<br />
profielen, moet men het gereedschap onder een<br />
juiste hoek op het <strong>MDF</strong> inzetten.<br />
De hoekkeuze van de messen voor het profileren of<br />
frezen van <strong>MDF</strong> wordt bepaald door een compromis<br />
tussen de standtijd van het gereedschap en de<br />
kwaliteit van het snijvlak. Een grote spaanhoek is<br />
noodzakelijk om een glad snijvlak te bekomen met<br />
een minimum aan slijtage van de tip. Een brede<br />
vrijloophoek verhindert dat de rug van het mes tegen<br />
23<br />
5