MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup
MDF Manual NL - SpanoGroup

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
20<br />
5. Bewerking<br />
Bij de bewerking van <strong>MDF</strong> wordt best rekening<br />
gehouden met mogelijke dimensionele<br />
schommelingen, veroorzaakt door verandering<br />
van het evenwichtsvochtgehalte in de <strong>MDF</strong>.<br />
Maatvastheid van <strong>MDF</strong> kan bekomen worden<br />
door de <strong>MDF</strong> te bewerken en te verwerken bij<br />
een vochtgehalte dat zo dicht mogelijk bij het<br />
te verwachten evenwichtsvochtgehalte ligt. Dit<br />
evenwichtvochtgehalte is sterk afhankelijk van de<br />
relatieve luchtvochtigheid en temperatuur van de<br />
omgeving waarin het materiaal wordt verwerkt.<br />
5.1. Zagen<br />
<strong>MDF</strong> kan zowel met de hand als machinaal gezaagd<br />
worden, zonder dat het materiaal splintert of dat<br />
vezels uit de plaat losgerukt worden. Voor manuele<br />
bewerkingen wordt een zaag met fijne tanden<br />
aanbevolen, terwijl voor machinale toepassingen de<br />
zaagbladen, die normaal voor spaanplaten geschikt<br />
zijn, voor het zagen van <strong>MDF</strong> kunnen ingezet<br />
worden.<br />
Daartegenover staat dat de hoge volumieke massa<br />
van bepaalde <strong>MDF</strong>-platen, in combinatie met het<br />
voorkomen van hars als bindmiddel, ervoor zorgt<br />
dat <strong>MDF</strong> iets meer slijtage van de gereedschappen<br />
veroorzaakt dan bij het zagen van massief hout. Daar<br />
waar voor klassieke machinale houtbewerkingen<br />
HSS- snijgereedschap (Hochleistungsschnellstahl)<br />
gebruikt wordt, is het bij het verwerken van <strong>MDF</strong><br />
bijgevolg aan te bevelen speciaal gereedschap te<br />
gebruiken, nl. van hardmetaal (HM), ook Wydia ® of<br />
Hartmetall genoemd.<br />
Omwille van de langere standtijd (de tijdspanne<br />
tussen twee slijpbeurten) kan bij het verwerken van<br />
grote hoeveelheden <strong>MDF</strong> het economisch zinvol zijn<br />
te werken met zaagtanden uit polykristallijne diamant<br />
(PCD), ondanks de hogere kostprijs.<br />
Voor ingewikkelde vormen en patronen kunnen ook<br />
hoog energetische laserstralen aangewend worden,<br />
op voorwaarde dat verkoolde delen (brandvlekken)<br />
toegelaten zijn of verwijderd kunnen worden door<br />
schuren.<br />
Diameter<br />
zaagblad<br />
(mm)<br />
Op basis van onderzoek en de opgedane ervaring<br />
kunnen enkele algemene aanbevelingen gegeven<br />
worden om gladde oppervlakken en zaagranden te<br />
bekomen, alsook de levensduur van het gereedschap<br />
te verlengen.<br />
5.1.1. Toerental<br />
Een correcte instelling van het toerental verzekert de<br />
optimale werking en standtijd van het gereedschap.<br />
Het op elk zaagblad vermelde maximale toerental<br />
mag in geen enkel geval overschreden worden.<br />
5.1.2. Snijsnelheid<br />
De snijsnelheid (V c ) is de weg die de punt van een<br />
snijkant met de grootste snijcirkelmiddellijn aflegt<br />
in m/s. Berekenen van de snijsnelheid kan met<br />
volgende formule:<br />
V c = ( d * 3,14 * n ) / (1000 * 60)<br />
V c = snijsnelheid (m/s)<br />
d = diameter van de zaag (mm)<br />
n = toerental (aantal omwentelingen per<br />
min.) (tr/min.)<br />
Voor <strong>MDF</strong> wordt een omtreksnelheid van 60 à 70m/s<br />
aanbevolen.<br />
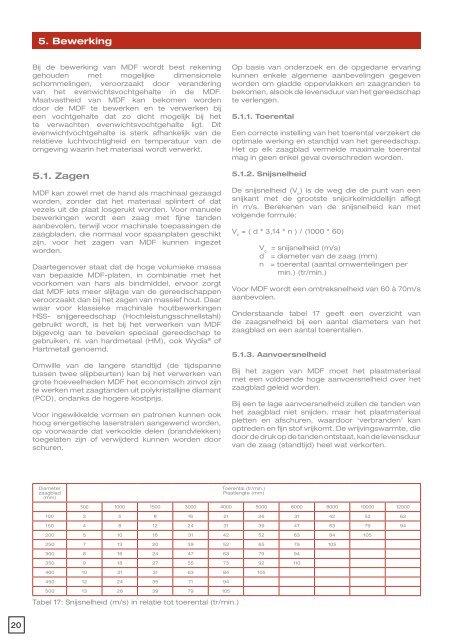
Onderstaande tabel 17 geeft een overzicht van<br />
de zaagsnelheid bij een aantal diameters van het<br />
zaagblad en een aantal toerentallen.<br />
5.1.3. Aanvoersnelheid<br />
Bij het zagen van <strong>MDF</strong> moet het plaatmateriaal<br />
met een voldoende hoge aanvoersnelheid over het<br />
zaagblad geleid worden.<br />
Bij een te lage aanvoersnelheid zullen de tanden van<br />
het zaagblad niet snijden, maar het plaatmateriaal<br />
pletten en afschuren, waardoor ‘verbranden’ kan<br />
optreden en fijn stof vrijkomt. De wrijvingswarmte, die<br />
door de druk op de tanden ontstaat, kan de levensduur<br />
van de zaag (standtijd) heel wat verkorten.<br />
Toerental (tr/min.)<br />
Plaatlengte (mm)<br />
500 1000 1500 3000 4000 5000 6000 8000 10000 12000<br />
100 3 5 8 16 21 26 31 42 52 63<br />
150 4 8 12 24 31 39 47 63 79 94<br />
200 5 10 16 31 42 52 63 84 105<br />
250 7 13 20 39 52 65 79 105<br />
300 8 16 24 47 63 79 94<br />
350 9 18 27 55 73 92 110<br />
400 10 21 31 63 84 105<br />
450 12 24 35 71 94<br />
500 13 26 39 79 105<br />
Tabel 17: Snijsnelheid (m/s) in relatie tot toerental (tr/min.)<br />
Bij te hoge aanvoersnelheid zal de kwaliteit van de<br />
zaagranden lager zijn, te bemerken aan een vezelige<br />
zaagsnede.<br />
Er wordt aanbevolen dat de spaangrootte, of de<br />
hoeveelheid materiaal die verwijderd wordt door elke<br />
tand van het zaagblad, varieert tussen 0,15 en 0,25<br />
mm. (Bij HDF varieert deze waarde tussen 0,05 en<br />
0,12 mm). Om deze aanvoer per tand te realiseren,<br />
kan de aanvoersnelheid als volgt berekend worden:<br />
v f = f v * z * n<br />
v f = aanvoersnelheid (m/min.)<br />
f v = aanvoer per tand<br />
z = aantal tanden<br />
n = toerental (tr/min.)<br />
Voorbeeld: Bij gebruik van een zaagblad met 40<br />
tanden en een toerental van 3000 toeren/min moet<br />
de aanvoersnelheid van de plaat tussen de 18 m/min.<br />
(spaangrootte, of aanvoer per tand, 0,15 mm) en 30<br />
m/min. (spaangrootte, of aanvoer per tand, 0,25<br />
mm) liggen.<br />
5.1.4. Geometrie van de zaagtanden<br />
De vorm, stand en afmetingen van de zaagtanden<br />
zijn belangrijke technische kenmerken voor het<br />
bekomen van een goed eindresultaat.<br />
Een kleine vergroting van de gebruikelijk vrijloophoek<br />
wordt aanbevolen voor een efficiënte verwijdering<br />
van het fijne stof dat bij het bewerken van <strong>MDF</strong><br />
vrijkomt. Bovendien zal een grotere vrijloophoek de<br />
afzetting van harsen op de tandpunten voorkomen.<br />
Uit proefondervindelijk onderzoek werd aangetoond<br />
dat bij volgende vorm, stand en afmetingen van de<br />
zaagtanden goede resultaten bekomen worden:<br />
• tophoek 15°<br />
(afwisselend per tand<br />
in beide richtingen)<br />
• zijdelingse vrijloophoek 2 – 4 °<br />
• vrijloophoek 20 – 22°<br />
• spaanhoek 15 °<br />
• vrijloop tussen tip en tand 0,25 – 0,45 mm<br />
De hoogte-instelling van het zaagblad (ook<br />
zaagbladoversteek genoemd) is in principe<br />
voldoende wanneer de zaagtanden net boven de<br />
Figuur 14: Vorm en afmetingen van de zaagtand<br />
plaat uitsteken. Hierdoor wordt een maximale lengte<br />
voor de zaagsnede bereikt. Bij een hogere instelling<br />
wordt een slechter snijresultaat aan de onderkant<br />
van de plaat verkregen.<br />
De <strong>MDF</strong>-plaat moet tijdens het zagen goed plat liggen,<br />
terwijl het zaagblad vrij moet zijn van trillingen.<br />
<strong>MDF</strong> kan ook afgewerkt worden met een laag<br />
fineer, een melaminelaag of een gemelamineerde<br />
kunststofplaat (HPL = High Pressure Laminate of ook<br />
stratifié genoemd). Bij het zagen van dit type platen<br />
wordt een zaagblad met een ashoek van 5° en een<br />
tophoek van 15° aanbevolen (beide alternerend:<br />
afwisselend per tand in beide richtingen). Bovendien<br />
wordt het uitbrokkelen voorkomen door het gebruik<br />
van een voorsnijzaag (voorritser) aan de onderkant.<br />
5.1.5. Onderhoud van het gereedschap<br />
Ook onderhoud van het gebruikte zaaggereedschap<br />
is van groot belang voor het bekomen van een<br />
constante en goede zaagkwaliteit.<br />
Bij het slijpen moeten alle oorspronkelijke hoeken van<br />
de zaagtanden behouden blijven. Kleinere hoeken<br />
geven aanleiding tot het afzetten van harsen op<br />
de zaagtanden, terwijl grotere hoeken de standtijd<br />
verkorten. De tandbasis moet geregeld gereinigd<br />
worden om een efficiënte stofafvoer te verzekeren.<br />
De harsafzetting kan verminderd worden door de<br />
tanden na het slijpen nog te polieren.<br />
Figuur 15: In verstek zagen van <strong>MDF</strong><br />
21<br />
5