

VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Het spreekt voor zich dat ook de productmateriaaleigenschappen<br />
<strong>van</strong> grote invloed zijn. Met name de diktetolerantie<br />
<strong>van</strong> het materiaal speelt een grote rol, omdat <strong>van</strong>uit de<br />
materiaaldikte de grootte <strong>van</strong> de buigspleet wordt bepaald.<br />
Het product volgt de matrijsradius, zodat de uitslag <strong>van</strong><br />
het product redelijk nauwkeurig kan worden berekend.<br />
2.3.3.5 Voor- en nadelen strijkbuigen<br />
Voordelen:<br />
het proces laat snel werken toe;<br />
door het materiaal eenzijdig in te klemmen kunnen korte<br />
randen aan lange werkstukken worden gebogen;<br />
tijdens het strijkbuigen ligt de te buigen <strong>plaat</strong> vlak op de<br />
tafel, waardoor de 'handling' <strong>van</strong> die <strong>plaat</strong> eenvoudig is.<br />
Nadelen:<br />
de hoek <strong>van</strong> het te buigen product wordt sterk beïnvloed<br />
door de tolerantie op de materiaaldikte, in combinatie<br />
met de grootte <strong>van</strong> de buigspleet;<br />
het klemmen <strong>van</strong> het materiaal vraagt een grote kracht;<br />
klemmen kan beschadigingen veroorzaken;<br />
door de neerwaartse beweging <strong>van</strong> de bovenstempel<br />
kunnen op het product strijksporen ontstaan;<br />
wanneer er sprake is <strong>van</strong> aanladen, neemt de gereedschapslijtage<br />
sterk toe;<br />
de bovenstempel heeft de neiging, onder invloed <strong>van</strong> de<br />
zijwaartse kracht, te wijken (gereedschapconstructie);<br />
hogere kosten door het gebruik <strong>van</strong> productgebonden<br />
gereedschap. Indien op strijkbuigautomaten wordt gebogen<br />
is dit bezwaar geëlimineerd.<br />
Algemeen:<br />
het eigenlijke buigen vraagt slechts een klein deel <strong>van</strong> de<br />
totale cyclustijd. De rest <strong>van</strong> die cyclustijd wordt besteed<br />
aan product wisselen en positioneren. Een zekere vorm<br />
<strong>van</strong> mechanisatie of automatisering is wellicht mogelijk<br />
en rendabel. Automatische aan- en afvoer <strong>van</strong> producten<br />
is een mogelijkheid.<br />
omdat voor het proces specifiek gereedschap noodzakelijk<br />
is, is er een nauwe samenhang met de seriegrootte.<br />
Specifiek gereedschap heeft een grotere invloed op de<br />
kostprijs <strong>van</strong> het product, als de levensduur <strong>van</strong> het gereedschap<br />
groter is dan nodig voor het totaal aantal te<br />
maken producten.<br />
2.3.4 Matrijsbuigen<br />
2.3.4.1 Procesbeschrijving<br />
Voor het matrijsbuigen op een kantpers wordt gebruik gemaakt<br />
<strong>van</strong> een bovenstempel en een ondermatrijs (zie figuur<br />
2.22). Matrijsbuigen wordt steeds voorafgegaan door<br />
één <strong>van</strong> de bewerkingen vrijbuigen of strijkbuigen. Bij het<br />
zuivere vrijbuigen bestaat het contact tussen het productmateriaal<br />
en het gereedschap uit drie evenwijdige lijnen.<br />
Wanneer de buiging wordt voortgezet, ontstaan vijf contactlijnen,<br />
vervolgens wordt het materiaal opgesloten tussen<br />
bovenstempel en ondermatrijs (zie figuur 2.23).<br />
figuur 2.22 Matrijsbuigen<br />
15<br />
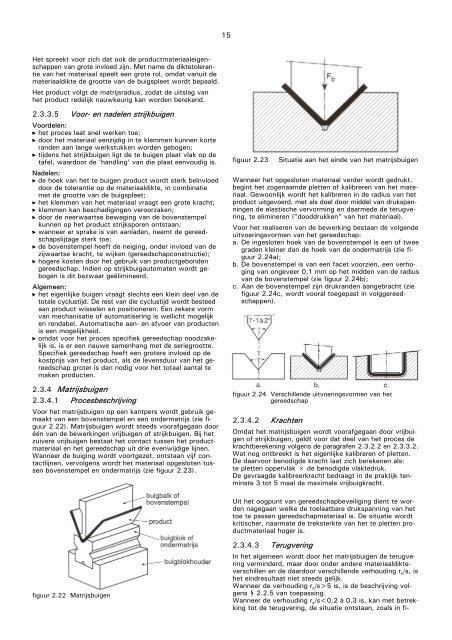
figuur 2.23 Situatie aan het einde <strong>van</strong> het matrijsbuigen<br />
Wanneer het opgesloten materiaal verder wordt gedrukt,<br />
begint het zogenaamde pletten of kalibreren <strong>van</strong> het materiaal.<br />
Gewoonlijk wordt het kalibreren in de radius <strong>van</strong> het<br />
product uitgevoerd, met als doel door middel <strong>van</strong> drukspanningen<br />
de elastische vervorming en daarmede de terugvering,<br />
te elimineren ("dooddrukken" <strong>van</strong> het materiaal).<br />
Voor het realiseren <strong>van</strong> de bewerking bestaan de volgende<br />
uitvoeringsvormen <strong>van</strong> het gereedschap:<br />
a. De ingesloten hoek <strong>van</strong> de bovenstempel is een of twee<br />
graden kleiner dan de hoek <strong>van</strong> de ondermatrijs (zie figuur<br />
2.24a);<br />
b. De bovenstempel is <strong>van</strong> een facet voorzien, een verhoging<br />
<strong>van</strong> ongeveer 0,1 mm op het midden <strong>van</strong> de radius<br />
<strong>van</strong> de bovenstempel (zie figuur 2.24b);<br />
c. Aan de bovenstempel zijn drukranden aangebracht (zie<br />
figuur 2.24c, wordt vooral toegepast in volggereedschappen).<br />
figuur 2.24 Verschillende uitvoeringsvormen <strong>van</strong> het<br />
gereedschap<br />
2.3.4.2 Krachten<br />
Omdat het matrijsbuigen wordt voorafgegaan door vrijbuigen<br />
of strijkbuigen, geldt voor dat deel <strong>van</strong> het proces de<br />
krachtberekening volgens de paragrafen 2.3.2.2 en 2.3.3.2.<br />
Wat nog ontbreekt is het eigenlijke kalibreren of pletten.<br />
De daarvoor benodigde kracht laat zich berekenen als:<br />
te pletten oppervlak × de benodigde vlaktedruk.<br />
De gevraagde kalibreerkracht bedraagt in de praktijk tenminste<br />
3 tot 5 maal de maximale vrijbuigkracht.<br />
Uit het oogpunt <strong>van</strong> gereedschapbeveiliging dient te worden<br />
nagegaan welke de toelaatbare drukspanning <strong>van</strong> het<br />
toe te passen gereedschapmateriaal is. De situatie wordt<br />
kritischer, naarmate de treksterkte <strong>van</strong> het te pletten productmateriaal<br />
hoger is.<br />
2.3.4.3 Terugvering<br />
In het algemeen wordt door het matrijsbuigen de terugvering<br />
verminderd, maar door onder andere materiaaldikteverschillen<br />
en de daardoor verschillende verhouding rs/s, is<br />
het eindresultaat niet steeds gelijk.<br />
Wanneer de verhouding rs/s>5 is, is de beschrijving volgens<br />
§ 2.2.5 <strong>van</strong> toepassing.<br />
Wanneer de verhouding rs/s














