

VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
39<br />
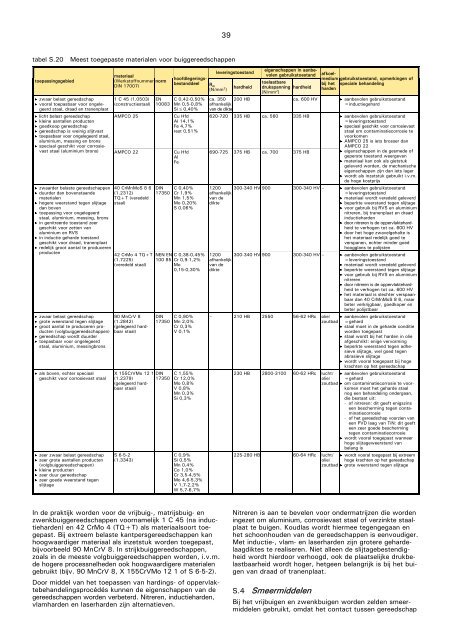
tabel S.20 Meest toegepaste materialen voor buiggereedschappen<br />
toepassingsgebied<br />
zwaar belast gereedschap<br />
vooral toepasbaar voor ongelegeerd<br />
staal, draad en tranen<strong>plaat</strong><br />
licht belast gereedschap<br />
kleine aantallen producten<br />
goedkoop gereedschap<br />
gereedschap is weinig slijtvast<br />
toepasbaar voor ongelegeerd staal,<br />
aluminium, messing en brons<br />
speciaal geschikt voor corrosievast<br />
staal (aluminium brons)<br />
zwaarder belaste gereedschappen<br />
duurder dan bovenstaande<br />
materialen<br />
hogere weerstand tegen slijtage<br />
dan boven<br />
toepassing voor ongelegeerd<br />
staal, aluminium, messing, brons<br />
in genitreerde toestand zeer<br />
geschikt voor zetten <strong>van</strong><br />
aluminium en RVS<br />
in inductie geharde toestand<br />
geschikt voor draad, tranen<strong>plaat</strong><br />
redelijk groot aantal te produceren<br />
producten<br />
zwaar belast gereedschap<br />
grote weerstand tegen slijtage<br />
groot aantal te produceren producten<br />
(volgbuiggereedschappen)<br />
gereedschap wordt duurder<br />
toepasbaar voor ongelegeerd<br />
staal, aluminium, messingbrons<br />
als boven, echter speciaal<br />
geschikt voor corrosievast staal<br />
zeer zwaar belast gereedschap<br />
zeer grote aantallen producten<br />
(volgbuiggereedschappen)<br />
kleine producten<br />
zeer duur gereedschap<br />
zeer goede weerstand tegen<br />
slijtage<br />
materiaal<br />
(Werkstoffnummer norm<br />
DIN 17007)<br />
1 C 45 (1.0503)<br />
(constructiestaal)<br />
EN<br />
10083<br />
hoofdlegeringsbestanddeel<br />
C 0,42-0,50%<br />
Mn 0,5-0,8%<br />
Si ≤ 0,40%<br />
AMPCO 25 Cu Hfd<br />
Al 14,1%<br />
Fe 4,7%<br />
rest 0,51%<br />
AMPCO 22 Cu Hfd<br />
Al<br />
Fe<br />
40 CrMnMoS 8 6<br />
(1.2312)<br />
TQ+T (veredeld<br />
staal)<br />
42 CrMo 4 TQ+T<br />
(1.7225)<br />
(veredeld staal)<br />
90 MnCrV 8<br />
(1.2842)<br />
(gelegeerd hardbaar<br />
staal)<br />
DIN<br />
17350<br />
C 0,40%<br />
Cr 1,9%<br />
Mn 1,5%<br />
Mo 0,20%<br />
S 0,06%<br />
NEN EN C 0,38-0,45%<br />
100 85 Cr 0,9-1,2%<br />
Mo<br />
0,15-0,30%<br />
DIN<br />
17350<br />
X 155CrVMo 12 1 DIN<br />
(1.2379) 17350<br />
(gelegeerd hardbaar<br />
staal)<br />
S 6-5-2<br />
(1.3343)<br />
C 0,90%<br />
Mn 2,0%<br />
Cr 0,3%<br />
V 0,1%<br />
C 1,55%<br />
Cr 12,0%<br />
Mo 0,8%<br />
V 0,8%<br />
Mn 0,3%<br />
Si 0,3%<br />
C 0,9%<br />
Si 0,5%<br />
Mn 0,4%<br />
Co 1,0%<br />
Cr 3,5-4,5%<br />
Mo 4,6-5,3%<br />
V 1,7-2,2%<br />
W 5,7-6,7%<br />
leveringstoestand<br />
R m<br />
[N/mm 2 ]<br />
In de praktijk worden voor de vrijbuig-, matrijsbuig- en<br />
zwenkbuiggereedschappen voornamelijk 1 C 45 (na inductieharden)<br />
en 42 CrMo 4 (TQ+T) als materiaalsoort toegepast.<br />
Bij extreem belaste kantpersgereedschappen kan<br />
hoogwaardiger materiaal als inzetstuk worden toegepast,<br />
bijvoorbeeld 90 MnCrV 8. In strijkbuiggereedschappen,<br />
zoals in de meeste volgbuiggereedschappen worden, i.v.m.<br />
de hogere processnelheden ook hoogwaardigere materialen<br />
gebruikt (bijv. 90 MnCrV 8, X 155CrVMo 12 1 of S 6-5-2).<br />
Door middel <strong>van</strong> het toepassen <strong>van</strong> hardings- of oppervlaktebehandelingsprocédés<br />
kunnen de eigenschappen <strong>van</strong> de<br />
gereedschappen worden verbeterd. Nitreren, inductieharden,<br />
vlamharden en laserharden zijn alternatieven.<br />
hardheid<br />
eigenschappen in aanbevolen<br />
gebruikstoestand afkoel-<br />
toelaatbare<br />
drukspanning<br />
[N/mm2 hardheid<br />
]<br />
medium<br />
bij het<br />
harden<br />
gebruikstoestand, opmerkingen of<br />
speciale behandeling<br />
ca. 350 200 HB ca. 600 HV aanbevolen gebruikstoestand<br />
afhankelijk<br />
<strong>van</strong> de dikte<br />
=inductiegehard<br />
620-720 335 HB ca. 560 335 HB aanbevolen gebruikstoestand<br />
=leveringstoestand<br />
speciaal geschikt voor corrosievast<br />
staal om contaminatiecorrosie te<br />
voorkomen<br />
AMPCO 25 is iets brosser dan<br />
AMPCO 22<br />
690-725 375 HB ca. 700 375 HB<br />
eigenschappen in de gesmede of<br />
geperste toestand weergeven<br />
materiaal kan ook als gietstuk<br />
geleverd worden, de mechanische<br />
eigenschappen zijn dan iets lager<br />
wordt als inzetstuk gebruikt i.v.m.<br />
de hoge kostprijs<br />
1200 300-340 HV 900 300-340 HV – aanbevolen gebruikstoestand<br />
afhankelijk<br />
=leveringstoestand<br />
<strong>van</strong> de<br />
materiaal wordt veredeld geleverd<br />
dikte<br />
beperkte weerstand tegen slijtage<br />
voor gebruik bij RVS en aluminium<br />
nitreren, bij tranen<strong>plaat</strong> en draad<br />
inductieharden<br />
door nitreren is de oppervlaktehardheid<br />
te verhogen tot ca. 600 HV<br />
door het hoge zwavelgehalte is<br />
het materiaal redelijk goed te<br />
verspanen, echter minder goed<br />
hoogglans te polijsten<br />
1200 300-340 HV 900 300-340 HV – aanbevolen gebruikstoestand<br />
afhankelijk<br />
=leveringstoestand<br />
<strong>van</strong> de<br />
materiaal wordt veredeld geleverd<br />
dikte<br />
beperkte weerstand tegen slijtage<br />
voor gebruik bij RVS en aluminium<br />
nitreren<br />
door nitreren is de oppervlaktehardheid<br />
te verhogen tot ca. 600 HV<br />
het materiaal is slechter verspaanbaar<br />
dan 40 CrMnMoS 8 6, maar<br />
beter verkrijgbaar, goedkoper en<br />
beter polijstbaar<br />
– 210 HB 2550 56-62 HRc olie/ aanbevolen gebruikstoestand<br />
zoutbad =gehard<br />
staal moet in de geharde conditie<br />
worden toegepast<br />
staal wordt bij het harden in olie<br />
afgeschrikt: enige vervorming<br />
beperkte weerstand tegen adhesieve<br />
slijtage, wel goed tegen<br />
abrasieve slijtage<br />
wordt vooral toegepast bij hoge<br />
krachten op het gereedschap<br />
230 HB 2800-3100 60-62 HRc lucht/<br />
olie/<br />
zoutbad<br />
aanbevolen gebruikstoestand<br />
=gehard<br />
om contaminatiecorrosie te voorkomen<br />
moet het geharde staal<br />
nog een behandeling ondergaan,<br />
die bestaat uit:<br />
- of nitreren: dit geeft enigszins<br />
een bescherming tegen contaminatiecorrosie<br />
- of het gereedschap voorzien <strong>van</strong><br />
een PVD laag <strong>van</strong> TiN: dit geeft<br />
een zeer goede bescherming<br />
tegen contaminatiecorrosie<br />
wordt vooral toegepast wanneer<br />
hoge slijtageweerstand <strong>van</strong><br />
belang is<br />
225-280 HB 60-64 HRc lucht/ wordt vooral toegepast bij extreem<br />
olie/ hoge krachten op het gereedschap<br />
zoutbad grote weerstand tegen slijtage<br />
Nitreren is aan te bevelen voor ondermatrijzen die worden<br />
ingezet om aluminium, corrosievast staal of verzinkte staal<strong>plaat</strong><br />
te buigen. Koudlas wordt hiermee tegengegaan en<br />
het schoonhouden <strong>van</strong> de gereedschappen is eenvoudiger.<br />
Met inductie-, vlam- en laserharden zijn grotere gehardelaagdiktes<br />
te realiseren. Niet alleen de slijtagebestendigheid<br />
wordt hierdoor verhoogd, ook de <strong>plaat</strong>selijke drukbelastbaarheid<br />
wordt hoger, hetgeen belangrijk is bij het buigen<br />
<strong>van</strong> draad of tranen<strong>plaat</strong>.<br />
S.4 Smeermiddelen<br />
Bij het vrijbuigen en zwenkbuigen worden zelden smeermiddelen<br />
gebruikt, omdat het contact tussen gereedschap














