

VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
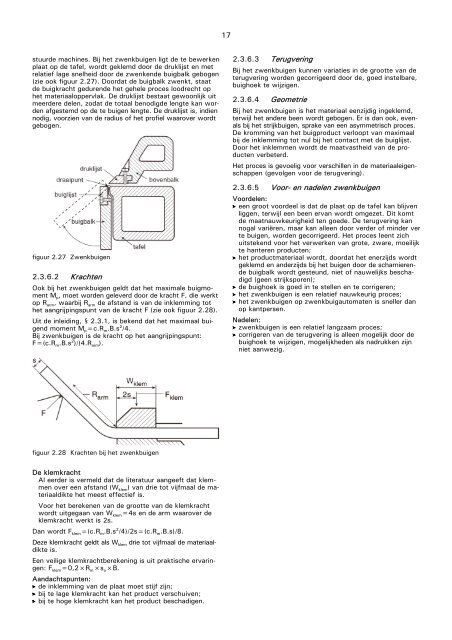
stuurde machines. Bij het zwenkbuigen ligt de te bewerken<br />
<strong>plaat</strong> op de tafel, wordt geklemd door de druklijst en met<br />
relatief lage snelheid door de zwenkende buigbalk gebogen<br />
(zie ook figuur 2.27). Doordat de buigbalk zwenkt, staat<br />
de buigkracht gedurende het gehele proces loodrecht op<br />
het materiaaloppervlak. De druklijst bestaat gewoonlijk uit<br />
meerdere delen, zodat de totaal benodigde lengte kan worden<br />
afgestemd op de te buigen lengte. De druklijst is, indien<br />
nodig, voorzien <strong>van</strong> de radius of het profiel waarover wordt<br />
gebogen.<br />
figuur 2.27 Zwenkbuigen<br />
2.3.6.2 Krachten<br />
Ook bij het zwenkbuigen geldt dat het maximale buigmoment<br />
Mp, moet worden geleverd door de kracht F, die werkt<br />
op Rarm, waarbij Rarm de afstand is <strong>van</strong> de inklemming tot<br />
het aangrijpingspunt <strong>van</strong> de kracht F (zie ook figuur 2.28).<br />
Uit de inleiding, § 2.3.1, is bekend dat het maximaal buigend<br />
moment Mp=c.Rm.B.s2 /4.<br />
Bij zwenkbuigen is de kracht op het aangrijpingspunt:<br />
F=(c.Rm.B.s2 )/(4.Rarm). figuur 2.28 Krachten bij het zwenkbuigen<br />
De klemkracht<br />
Al eerder is vermeld dat de literatuur aangeeft dat klemmen<br />
over een afstand (Wklem) <strong>van</strong> drie tot vijfmaal de materiaaldikte<br />
het meest effectief is.<br />
Voor het berekenen <strong>van</strong> de grootte <strong>van</strong> de klemkracht<br />
wordt uitgegaan <strong>van</strong> Wklem=4s en de arm waarover de<br />
klemkracht werkt is 2s.<br />
Dan wordt Fklem=(c.Rm.B.s2 /4)/2s=(c.Rm.B.s)/8. Deze klemkracht geldt als Wklem drie tot vijfmaal de materiaaldikte<br />
is.<br />
Een veilige klemkrachtberekening is uit praktische ervaringen:<br />
Fklem=0,2×Rm×so×B. Aandachtspunten:<br />
de inklemming <strong>van</strong> de <strong>plaat</strong> moet stijf zijn;<br />
bij te lage klemkracht kan het product verschuiven;<br />
bij te hoge klemkracht kan het product beschadigen.<br />
17<br />
2.3.6.3 Terugvering<br />
Bij het zwenkbuigen kunnen variaties in de grootte <strong>van</strong> de<br />
terugvering worden gecorrigeerd door de, goed instelbare,<br />
buighoek te wijzigen.<br />
2.3.6.4 Geometrie<br />
Bij het zwenkbuigen is het materiaal eenzijdig ingeklemd,<br />
terwijl het andere been wordt gebogen. Er is dan ook, evenals<br />
bij het strijkbuigen, sprake <strong>van</strong> een asymmetrisch proces.<br />
De kromming <strong>van</strong> het buigproduct verloopt <strong>van</strong> maximaal<br />
bij de inklemming tot nul bij het contact met de buiglijst.<br />
Door het inklemmen wordt de maatvastheid <strong>van</strong> de producten<br />
verbeterd.<br />
Het proces is gevoelig voor verschillen in de materiaaleigenschappen<br />
(gevolgen voor de terugvering).<br />
2.3.6.5 Voor- en nadelen zwenkbuigen<br />
Voordelen:<br />
een groot voordeel is dat de <strong>plaat</strong> op de tafel kan blijven<br />
liggen, terwijl een been er<strong>van</strong> wordt omgezet. Dit komt<br />
de maatnauwkeurigheid ten goede. De terugvering kan<br />
nogal variëren, maar kan alleen door verder of minder ver<br />
te buigen, worden gecorrigeerd. Het proces leent zich<br />
uitstekend voor het verwerken <strong>van</strong> grote, zware, moeilijk<br />
te hanteren producten;<br />
het productmateriaal wordt, doordat het enerzijds wordt<br />
geklemd en anderzijds bij het buigen door de scharnierende<br />
buigbalk wordt gesteund, niet of nauwelijks beschadigd<br />
(geen strijksporen);<br />
de buighoek is goed in te stellen en te corrigeren;<br />
het zwenkbuigen is een relatief nauwkeurig proces;<br />
het zwenkbuigen op zwenkbuigautomaten is sneller dan<br />
op kantpersen.<br />
Nadelen:<br />
zwenkbuigen is een relatief langzaam proces;<br />
corrigeren <strong>van</strong> de terugvering is alleen mogelijk door de<br />
buighoek te wijzigen, mogelijkheden als nadrukken zijn<br />
niet aanwezig.














