

VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
figuur M.4.2 Plaatvolgsysteem<br />
M.4.3 Meten en corrigeren <strong>van</strong> de indringdiepte<br />
Afhankelijk <strong>van</strong> de automatiseringsgraad is het mogelijk<br />
elektronische meet- en regelsystemen op de (kant)pers aan<br />
te brengen. Hierdoor is het mogelijk tijdens de uitvoering<br />
<strong>van</strong> het proces te meten en bij te sturen. Met behulp <strong>van</strong><br />
meetlinialen en een elektrische cel wordt de ver<strong>plaat</strong>sing<br />
<strong>van</strong> de bovenstempel ten opzichte <strong>van</strong> de tafel, continu<br />
gemeten. De gemeten waarden worden door de microcomputer<br />
verwerkt en gecontroleerd. Door verschil in opvering<br />
<strong>van</strong> de zijframes bij bijvoorbeeld a-symmetrische belasting<br />
treedt een verschil <strong>van</strong> de diepte-instelling op.<br />
Via meetframes wordt deze afwijking gecorrigeerd. De indringdiepte<br />
kan met een nauwkeurigheid <strong>van</strong> 0,01 mm<br />
worden geregeld.<br />
M.4.4 Meten en corrigeren <strong>van</strong> de buighoek<br />
M.4.4.1 Bij kantpersen<br />
Er bestaan meerdere systemen om de buighoek te meten<br />
en te corrigeren tijdens het uitvoeren <strong>van</strong> het buigproces.<br />
Bij het volgende systeem bestaat de ondermatrijs uit twee<br />
draaibare lijsten. Het hoekmeetsysteem meet de hoekverdraaiing<br />
<strong>van</strong> die lijsten.<br />
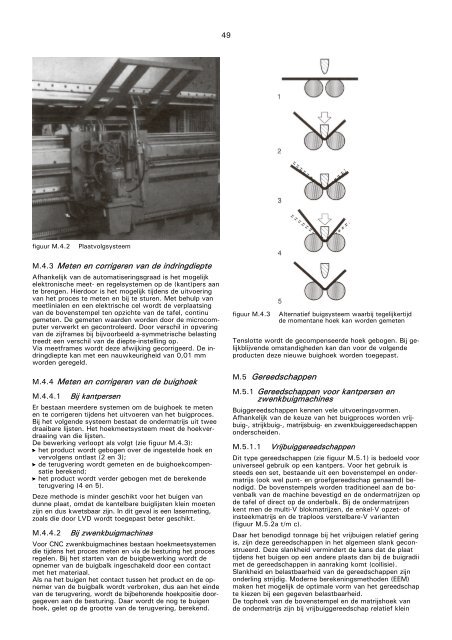
De bewerking verloopt als volgt (zie figuur M.4.3):<br />
het product wordt gebogen over de ingestelde hoek en<br />
vervolgens ontlast (2 en 3);<br />
de terugvering wordt gemeten en de buighoekcompensatie<br />
berekend;<br />
het product wordt verder gebogen met de berekende<br />
terugvering (4 en 5).<br />
Deze methode is minder geschikt voor het buigen <strong>van</strong><br />
<strong>dunne</strong> <strong>plaat</strong>, omdat de kantelbare buiglijsten klein moeten<br />
zijn en dus kwetsbaar zijn. In dit geval is een lasermeting,<br />
zoals die door LVD wordt toegepast beter geschikt.<br />
M.4.4.2 Bij zwenkbuigmachines<br />
Voor CNC zwenkbuigmachines bestaan hoekmeetsystemen<br />
die tijdens het proces meten en via de besturing het proces<br />
regelen. Bij het starten <strong>van</strong> de buigbewerking wordt de<br />
opnemer <strong>van</strong> de buigbalk ingeschakeld door een contact<br />
met het materiaal.<br />
Als na het buigen het contact tussen het product en de opnemer<br />
<strong>van</strong> de buigbalk wordt verbroken, dus aan het einde<br />
<strong>van</strong> de terugvering, wordt de bijbehorende hoekpositie doorgegeven<br />
aan de besturing. Daar wordt de nog te buigen<br />
hoek, gelet op de grootte <strong>van</strong> de terugvering, berekend.<br />
49<br />
figuur M.4.3 Alternatief buigsysteem waarbij tegelijkertijd<br />
de momentane hoek kan worden gemeten<br />
Tenslotte wordt de gecompenseerde hoek gebogen. Bij gelijkblijvende<br />
omstandigheden kan dan voor de volgende<br />
producten deze nieuwe buighoek worden toegepast.<br />
M.5 Gereedschappen<br />
M.5.1 Gereedschappen voor kantpersen en<br />
zwenkbuigmachines<br />
Buiggereedschappen kennen vele uitvoeringsvormen.<br />
Afhankelijk <strong>van</strong> de keuze <strong>van</strong> het buigproces worden vrijbuig-,<br />
strijkbuig-, matrijsbuig- en zwenkbuiggereedschappen<br />
onderscheiden.<br />
M.5.1.1 Vrijbuiggereedschappen<br />
Dit type gereedschappen (zie figuur M.5.1) is bedoeld voor<br />
universeel gebruik op een kantpers. Voor het gebruik is<br />
steeds een set, bestaande uit een bovenstempel en ondermatrijs<br />
(ook wel punt- en groefgereedschap genaamd) benodigd.<br />
De bovenstempels worden traditioneel aan de bovenbalk<br />
<strong>van</strong> de machine bevestigd en de ondermatrijzen op<br />
de tafel of direct op de onderbalk. Bij de ondermatrijzen<br />
kent men de multi-V blokmatrijzen, de enkel-V opzet- of<br />
insteekmatrijs en de traploos verstelbare-V varianten<br />
(figuur M.5.2a t/m c).<br />
Daar het benodigd tonnage bij het vrijbuigen relatief gering<br />
is, zijn deze gereedschappen in het algemeen slank geconstrueerd.<br />
Deze slankheid vermindert de kans dat de <strong>plaat</strong><br />
tijdens het buigen op een andere <strong>plaat</strong>s dan bij de buigradii<br />
met de gereedschappen in aanraking komt (collisie).<br />
Slankheid en belastbaarheid <strong>van</strong> de gereedschappen zijn<br />
onderling strijdig. Moderne berekeningsmethoden (EEM)<br />
maken het mogelijk de optimale vorm <strong>van</strong> het gereedschap<br />
te kiezen bij een gegeven belastbaarheid.<br />
De tophoek <strong>van</strong> de bovenstempel en de matrijshoek <strong>van</strong><br />
de ondermatrijs zijn bij vrijbuiggereedschap relatief klein














