

VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq
VM113 Buigen - vormgeven van dunne plaat.pdf - Induteq

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
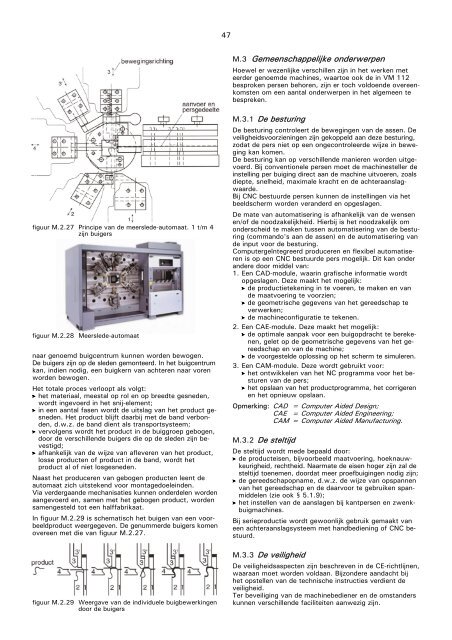
figuur M.2.27 Principe <strong>van</strong> de meerslede-automaat. 1 t/m 4<br />
zijn buigers<br />
figuur M.2.28 Meerslede-automaat<br />
naar genoemd buigcentrum kunnen worden bewogen.<br />
De buigers zijn op de sleden gemonteerd. In het buigcentrum<br />
kan, indien nodig, een buigkern <strong>van</strong> achteren naar voren<br />
worden bewogen.<br />
Het totale proces verloopt als volgt:<br />
het materiaal, meestal op rol en op breedte gesneden,<br />
wordt ingevoerd in het snij-element;<br />
in een aantal fasen wordt de uitslag <strong>van</strong> het product gesneden.<br />
Het product blijft daarbij met de band verbonden,<br />
d.w.z. de band dient als transportsysteem;<br />
vervolgens wordt het product in de buiggroep gebogen,<br />
door de verschillende buigers die op de sleden zijn bevestigd;<br />
afhankelijk <strong>van</strong> de wijze <strong>van</strong> afleveren <strong>van</strong> het product,<br />
losse producten of product in de band, wordt het<br />
product al of niet losgesneden.<br />
Naast het produceren <strong>van</strong> gebogen producten leent de<br />
automaat zich uitstekend voor montagedoeleinden.<br />
Via verdergaande mechanisaties kunnen onderdelen worden<br />
aangevoerd en, samen met het gebogen product, worden<br />
samengesteld tot een halffabrikaat.<br />
In figuur M.2.29 is schematisch het buigen <strong>van</strong> een voorbeeldproduct<br />
weergegeven. De genummerde buigers komen<br />
overeen met die <strong>van</strong> figuur M.2.27.<br />
figuur M.2.29 Weergave <strong>van</strong> de individuele buigbewerkingen<br />
door de buigers<br />
47<br />
M.3 Gemeenschappelijke onderwerpen<br />
Hoewel er wezenlijke verschillen zijn in het werken met<br />
eerder genoemde machines, waartoe ook de in VM 112<br />
besproken persen behoren, zijn er toch voldoende overeenkomsten<br />
om een aantal onderwerpen in het algemeen te<br />
bespreken.<br />
M.3.1 De besturing<br />
De besturing controleert de bewegingen <strong>van</strong> de assen. De<br />
veiligheidsvoorzieningen zijn gekoppeld aan deze besturing,<br />
zodat de pers niet op een ongecontroleerde wijze in beweging<br />
kan komen.<br />
De besturing kan op verschillende manieren worden uitgevoerd.<br />
Bij conventionele persen moet de machinesteller de<br />
instelling per buiging direct aan de machine uitvoeren, zoals<br />
diepte, snelheid, maximale kracht en de achteraanslagwaarde.<br />
Bij CNC bestuurde persen kunnen de instellingen via het<br />
beeldscherm worden veranderd en opgeslagen.<br />
De mate <strong>van</strong> automatisering is afhankelijk <strong>van</strong> de wensen<br />
en/of de noodzakelijkheid. Hierbij is het noodzakelijk om<br />
onderscheid te maken tussen automatisering <strong>van</strong> de besturing<br />
(commando's aan de assen) en de automatisering <strong>van</strong><br />
de input voor de besturing.<br />
Computergeïntegreerd produceren en flexibel automatiseren<br />
is op een CNC bestuurde pers mogelijk. Dit kan onder<br />
andere door middel <strong>van</strong>:<br />
1. Een CAD-module, waarin grafische informatie wordt<br />
opgeslagen. Deze maakt het mogelijk:<br />
de productietekening in te voeren, te maken en <strong>van</strong><br />
de maatvoering te voorzien;<br />
de geometrische gegevens <strong>van</strong> het gereedschap te<br />
verwerken;<br />
de machineconfiguratie te tekenen.<br />
2. Een CAE-module. Deze maakt het mogelijk:<br />
de optimale aanpak voor een buigopdracht te berekenen,<br />
gelet op de geometrische gegevens <strong>van</strong> het gereedschap<br />
en <strong>van</strong> de machine;<br />
de voorgestelde oplossing op het scherm te simuleren.<br />
3. Een CAM-module. Deze wordt gebruikt voor:<br />
het ontwikkelen <strong>van</strong> het NC programma voor het besturen<br />
<strong>van</strong> de pers;<br />
het opslaan <strong>van</strong> het productprogramma, het corrigeren<br />
en het opnieuw opslaan.<br />
Opmerking: CAD = Computer Aided Design;<br />
CAE = Computer Aided Engineering;<br />
CAM = Computer Aided Manufacturing.<br />
M.3.2 De steltijd<br />
De steltijd wordt mede bepaald door:<br />
de producteisen, bijvoorbeeld maatvoering, hoeknauwkeurigheid,<br />
rechtheid. Naarmate de eisen hoger zijn zal de<br />
steltijd toenemen, doordat meer proefbuigingen nodig zijn;<br />
de gereedschapopname, d.w.z. de wijze <strong>van</strong> opspannen<br />
<strong>van</strong> het gereedschap en de daarvoor te gebruiken spanmiddelen<br />
(zie ook § 5.1.9);<br />
het instellen <strong>van</strong> de aanslagen bij kantpersen en zwenkbuigmachines.<br />
Bij serieproductie wordt gewoonlijk gebruik gemaakt <strong>van</strong><br />
een achteraanslagsysteem met handbediening of CNC bestuurd.<br />
M.3.3 De veiligheid<br />
De veiligheidsaspecten zijn beschreven in de CE-richtlijnen,<br />
waaraan moet worden voldaan. Bijzondere aandacht bij<br />
het opstellen <strong>van</strong> de technische instructies verdient de<br />
veiligheid.<br />
Ter beveiliging <strong>van</strong> de machinebediener en de omstanders<br />
kunnen verschillende faciliteiten aanwezig zijn.














