

VM85 Kwaliteitsborgingsaspecten bij de vervaardiging van ... - Induteq
VM85 Kwaliteitsborgingsaspecten bij de vervaardiging van ... - Induteq
VM85 Kwaliteitsborgingsaspecten bij de vervaardiging van ... - Induteq

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
43<br />
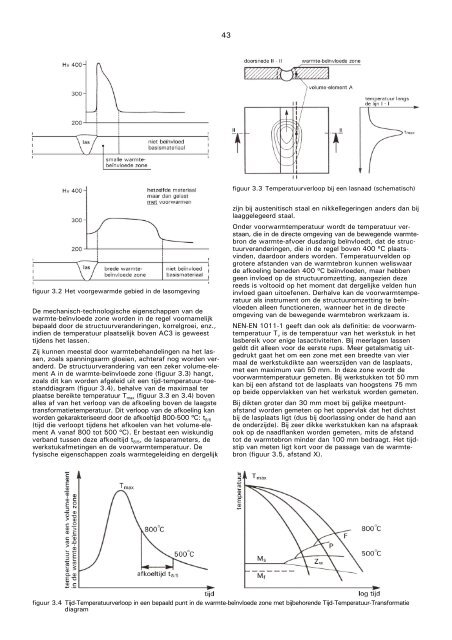
figuur 3.3 Temperatuurverloop <strong>bij</strong> een lasnaad (schematisch)<br />
figuur 3.2 Het voorgewarm<strong>de</strong> gebied in <strong>de</strong> lasomgeving<br />
De mechanisch-technologische eigenschappen <strong>van</strong> <strong>de</strong><br />
warmte-beïnvloe<strong>de</strong> zone wor<strong>de</strong>n in <strong>de</strong> regel voornamelijk<br />
bepaald door <strong>de</strong> structuurveran<strong>de</strong>ringen, korrelgroei, enz.,<br />
indien <strong>de</strong> temperatuur plaatselijk boven AC3 is geweest<br />
tij<strong>de</strong>ns het lassen.<br />
Zij kunnen meestal door warmtebehan<strong>de</strong>lingen na het lassen,<br />
zoals spanningsarm gloeien, achteraf nog wor<strong>de</strong>n veran<strong>de</strong>rd.<br />
De structuurveran<strong>de</strong>ring <strong>van</strong> een zeker volume-element<br />
A in <strong>de</strong> warmte-beïnvloe<strong>de</strong> zone (figuur 3.3) hangt,<br />
zoals dit kan wor<strong>de</strong>n afgeleid uit een tijd-temperatuur-toestanddiagram<br />
(figuur 3.4), behalve <strong>van</strong> <strong>de</strong> maximaal ter<br />
plaatse bereikte temperatuur T max (figuur 3.3 en 3.4) boven<br />
alles af <strong>van</strong> het verloop <strong>van</strong> <strong>de</strong> afkoeling boven <strong>de</strong> laagste<br />
transformatietemperatuur. Dit verloop <strong>van</strong> <strong>de</strong> afkoeling kan<br />
wor<strong>de</strong>n gekarakteriseerd door <strong>de</strong> afkoeltijd 800-500 ºC: t 8/5<br />
(tijd die verloopt tij<strong>de</strong>ns het afkoelen <strong>van</strong> het volume-element<br />
A <strong>van</strong>af 800 tot 500 ºC). Er bestaat een wiskundig<br />
verband tussen <strong>de</strong>ze afkoeltijd t 8/5 , <strong>de</strong> lasparameters, <strong>de</strong><br />
werkstukafmetingen en <strong>de</strong> voorwarmtemperatuur. De<br />
fysische eigenschappen zoals warmtegeleiding en <strong>de</strong>rgelijk<br />
zijn <strong>bij</strong> austenitisch staal en nikkellegeringen an<strong>de</strong>rs dan <strong>bij</strong><br />
laaggelegeerd staal.<br />
On<strong>de</strong>r voorwarmtemperatuur wordt <strong>de</strong> temperatuur verstaan,<br />
die in <strong>de</strong> directe omgeving <strong>van</strong> <strong>de</strong> bewegen<strong>de</strong> warmtebron<br />
<strong>de</strong> warmte-afvoer dusdanig beïnvloedt, dat <strong>de</strong> structuurveran<strong>de</strong>ringen,<br />
die in <strong>de</strong> regel boven 400 ºC plaatsvin<strong>de</strong>n,<br />
daardoor an<strong>de</strong>rs wor<strong>de</strong>n. Temperatuurvel<strong>de</strong>n op<br />
grotere afstan<strong>de</strong>n <strong>van</strong> <strong>de</strong> warmtebron kunnen weliswaar<br />
<strong>de</strong> afkoeling bene<strong>de</strong>n 400 ºC beïnvloe<strong>de</strong>n, maar hebben<br />
geen invloed op <strong>de</strong> structuuromzetting, aangezien <strong>de</strong>ze<br />
reeds is voltooid op het moment dat <strong>de</strong>rgelijke vel<strong>de</strong>n hun<br />
invloed gaan uitoefenen. Derhalve kan <strong>de</strong> voorwarmtemperatuur<br />
als instrument om <strong>de</strong> structuuromzetting te beïnvloe<strong>de</strong>n<br />
alleen functioneren, wanneer het in <strong>de</strong> directe<br />
omgeving <strong>van</strong> <strong>de</strong> bewegen<strong>de</strong> warmtebron werkzaam is.<br />
NEN-EN 1011-1 geeft dan ook als <strong>de</strong>finitie: <strong>de</strong> voorwarmtemperatuur<br />
T v is <strong>de</strong> temperatuur <strong>van</strong> het werkstuk in het<br />
lasbereik voor enige lasactiviteiten. Bij meerlagen lassen<br />
geldt dit alleen voor <strong>de</strong> eerste rups. Meer getalsmatig uitgedrukt<br />
gaat het om een zone met een breedte <strong>van</strong> vier<br />
maal <strong>de</strong> werkstukdikte aan weerszij<strong>de</strong>n <strong>van</strong> <strong>de</strong> lasplaats,<br />
met een maximum <strong>van</strong> 50 mm. In <strong>de</strong>ze zone wordt <strong>de</strong><br />
voorwarmtemperatuur gemeten. Bij werkstukken tot 50 mm<br />
kan <strong>bij</strong> een afstand tot <strong>de</strong> lasplaats <strong>van</strong> hoogstens 75 mm<br />
op bei<strong>de</strong> oppervlakken <strong>van</strong> het werkstuk wor<strong>de</strong>n gemeten.<br />
Bij dikten groter dan 30 mm moet <strong>bij</strong> gelijke meetpuntafstand<br />
wor<strong>de</strong>n gemeten op het oppervlak dat het dichtst<br />
<strong>bij</strong> <strong>de</strong> lasplaats ligt (dus <strong>bij</strong> doorlassing on<strong>de</strong>r <strong>de</strong> hand aan<br />
<strong>de</strong> on<strong>de</strong>rzij<strong>de</strong>). Bij zeer dikke werkstukken kan na afspraak<br />
ook op <strong>de</strong> naadflanken wor<strong>de</strong>n gemeten, mits <strong>de</strong> afstand<br />
tot <strong>de</strong> warmtebron min<strong>de</strong>r dan 100 mm bedraagt. Het tijdstip<br />
<strong>van</strong> meten ligt kort voor <strong>de</strong> passage <strong>van</strong> <strong>de</strong> warmtebron<br />
(figuur 3.5, afstand X).<br />
figuur 3.4 Tijd-Temperatuurverloop in een bepaald punt in <strong>de</strong> warmte-beïnvloe<strong>de</strong> zone met <strong>bij</strong>behoren<strong>de</strong> Tijd-Temperatuur-Transformatie<br />
diagram














