

invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations
invertec v205-t ac/dc & v305-t ac/dc - Lincoln Electric - documentations

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
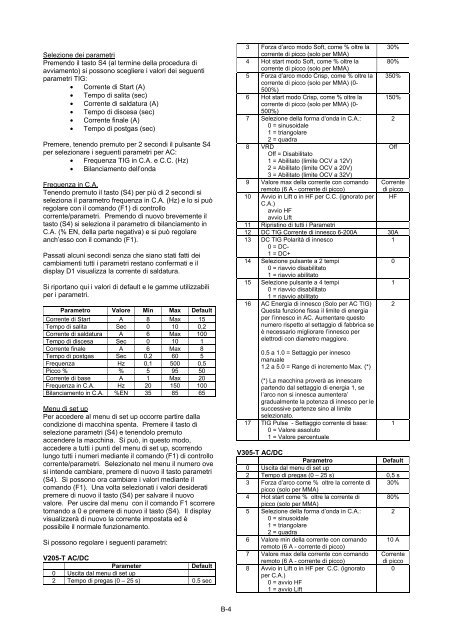
Selezione dei parametriPremendo il tasto S4 (al termine della procedura diavviamento) si possono scegliere i valori dei seguentiparametri TIG:• Corrente di Start (A)• Tempo di salita (sec)• Corrente di saldatura (A)• Tempo di discesa (sec)• Corrente finale (A)• Tempo di postgas (sec)Premere, tenendo premuto per 2 secondi il pulsante S4per selezionare i seguenti parametri per AC:• Frequenza TIG in C.A. e C.C. (Hz)• Bilanciamento dell’ondaFrequenza in C.A.Tenendo premuto il tasto (S4) per più di 2 secondi siseleziona il parametro frequenza in C.A. (Hz) e lo si puòregolare con il comando (F1) di controllocorrente/parametri. Premendo di nuovo brevemente iltasto (S4) si seleziona il parametro di bilanciamento inC.A. (% EN, della parte negativa) e si può regolareanch’esso con il comando (F1).Passati alcuni secondi senza che siano stati fatti deicambiamenti tutti i parametri restano confermati e ildisplay D1 visualizza la corrente di saldatura.Si riportano qui i valori di default e le gamme utilizzabiliper i parametri.Parametro Valore Min Max DefaultCorrente di Start A 8 Max 15Tempo di salita Sec 0 10 0,2Corrente di saldatura A 6 Max 100Tempo di discesa Sec 0 10 1Corrente finale A 6 Max 8Tempo di postgas Sec 0,2 60 5Frequenza Hz 0,1 500 0,5Picco % % 5 95 50Corrente di base A 1 Max 20Frequenza in C.A. Hz 20 150 100Bilanciamento in C.A. %EN 35 85 65Menu di set upPer <strong>ac</strong>cedere al menu di set up occorre partire dall<strong>ac</strong>ondizione di m<strong>ac</strong>china spenta. Premere il tasto diselezione parametri (S4) e tenendolo premuto<strong>ac</strong>cendere la m<strong>ac</strong>china. Si può, in questo modo,<strong>ac</strong>cedere a tutti i punti del menu di set up, scorrendolungo tutti i numeri mediante il comando (F1) di controllocorrente/parametri. Selezionato nel menu il numero ovesi intende cambiare, premere di nuovo il tasto parametri(S4). Si possono ora cambiare i valori mediante ilcomando (F1). Una volta selezionati i valori desideratipremere di nuovo il tasto (S4) per salvare il nuovovalore. Per uscire dal menu con il comando F1 scorreretornando a 0 e premere di nuovo il tasto (S4). Il displayvisualizzerà di nuovo la corrente impostata ed èpossibile il normale funzionamento.Si possono regolare i seguenti parametri:V205-T AC/DCParameterDefault0 Uscita dal menu di set up2 Tempo di pregas (0 – 25 s) 0.5 sec3 Forza d’arco modo Soft, come % oltre la 30%corrente di picco (solo per MMA)4 Hot start modo Soft, come % oltre la 80%corrente di picco (solo per MMA)5 Forza d’arco modo Crisp, come % oltre la 350%corrente di picco (solo per MMA) (0-500%)6 Hot start modo Crisp, come % oltre la 150%corrente di picco (solo per MMA) (0-500%)7 Selezione della forma d’onda in C.A.:20 = sinusoidale1 = triangolare2 = quadra8 VRDOffOff = Disabilitato1 = Abilitato (limite OCV a 12V)2 = Abilitato (limite OCV a 20V)3 = Abilitato (limite OCV a 32V)9 Valore max della corrente con comandoremoto (6 A - corrente di picco)Correntedi picco10 Avvio in Lift o in HF per C.C. (ignorato per HFC.A.)avvio HFavvio Lift11 Ripristino di tutti i Parametri12 DC TIG Corrente di innesco 6-200A 30A13 DC TIG Polarità di innesco10 = DC-1 = DC+14 Selezione pulsante a 2 tempi00 = riavvio disabilitato1 = riavvio abilitato15 Selezione pulsante a 4 tempi10 = riavvio disabilitato1 = riavvio abilitato16 AC Energia di innesco (Solo per AC TIG)Questa funzione fissa il limite di energiaper l’innesco in AC. Aumentare questonumero rispetto al settaggio di fabbrica seè necessario migliorare l’innesco perelettrodi con diametro maggiore.20.5 a 1.0 = Settaggio per innescomanuale1.2 a 5.0 = Range di incremento Max. (*)(*) La m<strong>ac</strong>china proverà as innescarepartendo dal settaggio di energia 1, sel’arco non si innesca aumentera’gradualmente la potenza di innesco per lesuccessive partenze sino al limiteselezionato.17 TIG Pulse - Settaggio corrente di base:0 = Valore assoluto1 = Valore percentualeV305-T AC/DCParametroDefault0 Uscita dal menu di set up2 Tempo di pregas (0 – 25 s) 0,5 s3 Forza d’arco come % oltre la corrente di 30%picco (solo per MMA)4 Hot start come % oltre la corrente di 80%picco (solo per MMA)5 Selezione della forma d’onda in C.A.:20 = sinusoidale1 = triangolare2 = quadra6 Valore min della corrente con comando 10 Aremoto (6 A - corrente di picco)7 Valore max della corrente con comandoremoto (6 A - corrente di picco)Correntedi picco8 Avvio in Lift o in HF per C.C. (ignoratoper C.A.)0 = avvio HF1 = avvio Lift01B-4













